蚀变岩型金尾矿制备多孔材料的微观特征及其性能研究
2020-04-13闻新宇孙琪常卓雅钟路生黄菲赵福德黎永丽王鑫宇
闻新宇 孙琪 常卓雅 钟路生 黄菲 赵福德 黎永丽 王鑫宇


摘 要:本文采用河北某蚀变岩型金尾矿制备多孔陶瓷材料。金尾矿按照不同的参量与页岩和珍珠岩混合作为原料,在1130~1150℃高温范围烧制得到轻型多孔陶瓷材料。运用现代观测技术,系统观测了不同的尾矿参量、不同的烧成温度得到的多孔材料的微观结构和性能。结果表明:所获的多孔陶瓷材料均为闭孔,孔径范围0.02~2mm。吸水率17.81%~102.42%,比重0.2918~0.5609。结果显示:蚀变岩型金尾矿制备多孔陶瓷材料可行,通过添加页岩和珍珠岩等材料,尾矿用量达到60%,可以制备出孔径均匀的闭孔材料。分析讨论了材料微观结构与性能的关系,认为原料中尾矿的含量、物质组成和温度条件,烧成时间等是影响多孔陶瓷材料性能的重要因素,烧成温度越高,孔隙越发育。孔壁格架上存在的微孔,对多孔材料的抗压性能和稳定性会产生重要影响,进一步研究孔径分布规律和成因机制,及其与材料宏观性能的响应机制,对于开发优质轻型多孔材料,有效控制多孔材料性能,有重要科学意义和实际价值。
关键词:尾矿;多孔材料;微观结构;性能
1 前 言
矿产资源是人类生产、生活和社会发展的重要物质基础,在经济发展过程中起到了重要作用。然而,在矿产资源的开发中,大量伴生的脉石矿物在选矿过程中被分选出来形成尾矿。这些尾矿大量堆积,占用了土地资源,还破坏了生态系统的稳定,污染了周边的环境[1]。积极探索和研究尾矿的资源化利用技术,并形成规模化应用,是目前社会经济发展过程中迫切需要解决的问题。
金在国民经济建设中有极其重要的意义。根据岩金矿地质勘查规范(DZ/T0205-2002),金矿边界品位(wt%)(1×10-6)~(2×10-6),堆浸氧化矿石为(0.5×10-6)~(1×10-6),最低工业品数(wt%)(2.5×10-6)~(4.5×10-6),矿床平均品位(wt%)(4.5×10-6) ~ (5.5×10-6)[2]。可见,每吨金矿石选出几克金后,剩余固体物质几乎全部排放形成了尾矿,是典型大排放量矿种。金矿床的种类繁多,主要类型有石英脉型、蚀变岩型、矽卡岩型和卡林型等等。这些类型金矿床成因各异,形成的地质过程复杂,产出的地质条件差异大,伴生矿物明显不同,组分复杂,是难利用的代表。
前人将尾矿用作沙石骨料、利用尾矿制备水泥参合料、混凝土胶凝材料、建筑材料、井下填充料、玻璃制品、聚合物填料、矿物肥料等[3]。但是,由于尾矿成分复杂,均一化难度大等原因很难获得高质化的大规模利用。
多孔陶瓷材料是目前正在兴起的一类新型材料,具备化学稳定性好、不易腐蚀,机械强度和刚度良好、不易变形,耐热性良好等特点,目前已应用到环保、节能、化工、石油、冶炼、食品、制药、生物医学等多个领域,可以作为过滤分离仪器、催化剂载体、吸音材料、隔热材料等[4]。若将金尾矿制作成为该类材料,可大幅度提高產品价值,获得高质化利用。
本文选择河北省某蚀变岩型金矿尾矿作为主要原料,通过物相重构,探索研究蚀变岩型金尾矿制备多孔陶瓷材料的技术路径,并分析讨论该材料微观结构与性能的关系。
2 原料特征
2.1 原料来源
原料采自河北某蚀变岩型金矿床的经处理达标排放的尾矿库中,原料样品见图1。
将所采尾矿球磨后的粉末样品进行XRD(X射线衍射)分析,物相特征见图2。可以看出,所选尾矿中主要包含有石英,钠长石,铁白云石,多硅白云母等矿物。
对尾矿和添加原料样品进行化学成分分析,XRF分析结果见表1,可见原料主要由SiO2、Al2O3、CaO、Fe2O3、MgO、K2O等组成。
用HydroEV粒度仪,测试样品粒度特征,见图3。原料的粒径大小分布在1~30μm内,取10μm、50μm、100μm、150μm、200μm的5个粒级并统计各粒级下累计量UDp,如表2所示。从表中可以看出原料粒径主要分布在10~100μm之间。
2.2 实验设计与材料制备过程
为了重构出新物相体系,获得性能稳定、孔径均匀的多孔材料,本次实验将金尾矿与页岩、珍珠岩充分混合,不同尾矿参量样品分别标记为J01-J06,见表3。在高温烧至1130~1150℃范围制备多孔材料。按照表中设计的尾矿参量,将J01-J06原料混合后放入电炉,逐渐增温直至原料融化,保温一定时间后,自然冷却得到样品J01、J02、J03、J04、J05、J06。尾矿含量与烧制温度设计见表3。
在本次试验中,设计J01-3系列采用页岩为添加料,尾矿参量为60%,J04-6系列采用珍珠岩为添加料,尾矿参量为55%,两个系列尾矿的参量、烧成温度和烧成时间不同,拟考察不同添加料和烧成温度对所制备材料性能的影响。
3 实验结果
两组实验的样品的外观特征见图4,分别观察了两组实验的样品的孔径特征、连通情况和孔壁结构。见图5、6。
在图5中可见样品的孔隙基本为密闭孔,互相之间不连通,在孔壁骨架上也会存在密闭小孔。在图4和图5中可以对比出尾矿含量偏高的原料制成的样品孔隙较小,且更为致密;而不同的烧制温度也对孔隙结构有所影响,烧制温度越高,孔隙结构越大,说明温度高有利于孔隙结构发育。
用电子显微镜对样品的孔壁进行观察,可以看到有矿物生长组成的孔壁格架上还分布着一些大小不等的微孔,孔径介于0.02~0.1mm。微孔大部分独立分布,连通少。可以看出:孔隙结构发育越好,孔壁上孔隙的孔径越小、数量越少。孔隙越发育,孔隙之间的连通性越好。孔壁上细微孔隙越多,对于保持孔壁的稳定性就越差,容易导致孔壁失稳。
对制成样品J01和J05进行物相(XRD)分析,结果见图7、8。可见制成的样品(J01、J05)主要包含石英、钠长石、斜铁辉石、磁铁矿。经过高温烧制和物相重构,两个系列的样品形成了新的物相斜铁辉石、磁铁矿。
4 分析和讨论
4.1 孔隙率
在显微镜下观察材料孔隙分部情况,利用ImageJ软件测量孔径,并圈定出孔隙范围。根据孔洞面积和截面面积的比例计算孔隙率,见图9。
J01-J03的原料中尾矿含量为60%,材料表面总面积为4.795mm2,J01样品孔隙面积为2.368mm2,占比49.385%,发泡孔径Φ1.0~2.0mm占90%,Φ2.0~3.0mm占5%;J02样品孔隙面积为1.814mm2,占比为37.831%,发泡孔径Φ1.0~2.0mm占95%,Φ2.0~2.5mm占5%;J03样品孔隙面积为2.118mm2,占比44.171%,孔径Φ1.0~ 2.0mm占90%,Φ2.0~2.5mm占10%。
J04-J06的原料中尾矿含量为55%,材料表面总面积为4.795mm2,J04样品孔隙面积为2.974mm2,占比62.023%,发泡孔径Φ1.0~2.0mm占95%,Φ2.0~2.5mm占5%;J05样品孔隙面积为2.792mm2,占比58.227%,发泡孔径Φ1.0~2.0mm占95%,Φ2.0~3.0mm占5%。J06样品孔隙面积为3.618mm2,占比75.454%,孔径Φ1.0~ 2.0mm占60%,Φ2.0~4.0mm占40%。
将六个样品孔隙率进行比较,见图10。
目前可制备出的多孔材料的孔隙率可达70% ~ 80%,多孔陶瓷的孔隙率一般在20%~70%[5],多孔材料中气孔的存在能够使多孔材料在电性能、机械性能、高温性能等方面表现出良好的应用[1]。
本次制备的两组样品具有明显人差异,J01-J03的孔隙率在37.831%~49.385%;J04-J06的孔隙率在58.227% ~75.454%,说明原料成分的不同会影响样品孔隙率的大小。
对比观察发现,原料成分中尾矿含量越低,烧成的样品孔隙率更高。对比J01-J03和J04-J06样品的孔径大小和分布,可见小孔径(Φ1.0~2.0mm)的孔隙虽然占比达90%,但是大孔径(Φ>2.0mm)的孔隙却是主导孔隙率变化的主要因素,使样品孔隙率得到显著提升。
对比发现两组样品烧成温度对孔隙率也产生了一定影响,烧成温度越高,得到的孔隙率也越高。从J04 -J06样品情况来看,温度对孔径大小产生明显影响,温度升高的同时,大孔径(Φ>2.0mm)发育良好,占比增加,说明温度升高对孔隙结构的发育起到促进作用。
本次试验中制备的多孔陶瓷材料样品的孔隙率也比较接近工业生产的要求,所以控制原料中尾矿的含量与烧成温度,可以得到高孔隙率的多孔陶瓷材料,达到工业生产与实际应用多孔材料的要求。
4.2 吸水率
吸水率是指单位质量干燥的样品在达到水饱和状态时所吸收的水的质量。参照国家标准GB/T 3810.3 -2006[6],按照吸水率的测试方法进行吸水率测试。结果见表4。
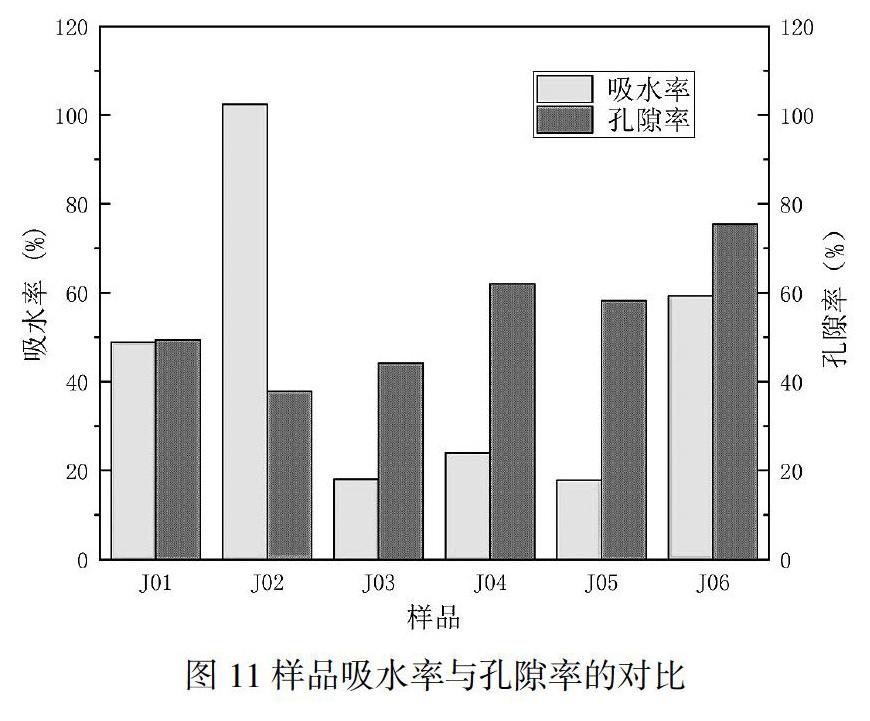
将所计算出的吸水率与孔隙率在Origin中绘制柱状图见图11。孔隙结构特征会对材料的吸水率产生一定影响,主要体现在孔隙的多少、大小以及连通性。J04-J06样品对温度比较敏感,烧成时间缩短,温度每提升10℃,发泡孔徑会有明显变大趋势,J06相对前两种烧制温度更高,发泡孔径更大,吸水率也更高。孔隙结构对吸水率的影响体现在孔隙是封闭还是连通,孔隙之间的连通会导致吸水率的增加,封闭孔隙的存在,会导致吸水率下降。J01与J02样品发泡孔径占比近似,J01样品的孔隙率高于J02,但吸水率却低于J02,是因为J02的孔隙连通性优于J01,样品中连通孔隙更多,导致吸水率变大。
4.3 比重分析
参照国家标准GB/T 3810.3-2006[6],按照容重(比重)的测试方法对样品进行了比重测试,得到的数据绘制成图,见图12。样品的比重最高值为0.5609g/cm3,属于轻质材料。相比较一般的轻质陶瓷材料,比重在1 g/cm3左右较为常见[7],本次制成的样品测试得到的比重要小于常见的轻质陶瓷材料,在相同体积下,样品的质量更轻。
高孔隙率的多孔陶瓷其比重远低于同材质的致密陶瓷[7],相同质量的材料,孔隙结构越多,会导致其体积增大,密度就会降低。在本次试验中,样品孔隙率越大,得到的样品比重越小。J06样品的大孔分布较多,比重最低,所以越是大孔径发育良好的样品,其比重越低。
系统分析发现,原料组分、烧成温度对多孔材料的微观结构和性能有直接影响,微观结构是影响性能的决定因素,可以看出:随着孔隙率的增大,吸水率增大,比重减小。
5 结 论
(1)蚀变岩型金尾矿制备多孔陶瓷材料可行。通过添加页岩和珍珠岩等材料,尾矿用量达到60%,可以制备出孔径均匀的闭孔材料,该类材料可以作为轻型保温隔热建筑材料使用。深入研究材料的稳定性和均匀性,优选出满足规模化生产的工艺条件,可制备出优质多孔材料,大幅提升尾矿利用价值。
(2)原料中尾矿的含量、物质组成和温度条件,烧成时间等是影响多孔陶瓷材料性能的重要因素,烧成温度越高,孔隙越发育。制备所获得的多孔陶瓷材料均为闭孔,孔径范围0.02~2mm,吸水率17.81%~102.42%,比重0.2918~0.5609。这些特征与常用的多孔材料相近或优于常见的多孔材料。
(3)孔壁格架上存在的微孔,对多孔材料的抗压性能和稳定性会产生重要影响,进一步研究孔径分布规律和成因机制,及其与材料宏观性能的响应机制,对于开发优质轻型多孔材料,有效控制多孔材料性能,有重要科学意义和实际价值。
参考文献
[1] 刘玉林, 刘长淼, 刘红召, et al. 我国矿山尾矿利用技术及开发利用建议[J]. 矿产保护与利用, 2018, (06): 140-144+150.
[2] 岩金矿地质勘查规范[M]. 2002.
[3] 朱小龙, 苏雪筠. 多孔陶瓷材料[J]. 中国陶瓷, 2000, 36(4): 36-39.
[4] 余晶, 李秋月. 尾矿资源综合利用现状及政策研究[J]. 内蒙古科技与经济, 2017, (14): 52-54.
[5] 刘冬, 徐淑琼. 新型陶瓷[J]. 科技视界, 2019, (12): 157-158.
[6] 陶瓷砖试验方法 第3部分:吸水率、显气孔率、表观相对密度和容重的测定[M]. 2016.
[7] 吴海波, 袁波, 韩建燊, et al. 多孔陶瓷材料的制备研究进展[J]. 耐火材料, 2012, 46(03): 230-235.
