商用车试制PT至SOP快速验证方法研究
2020-04-10吴哲冯灿凌瀚
吴哲 冯灿 凌瀚


摘 要:目前商用车的开发主要分为骡子车试制、工程试制和试生产几个阶段,与乘用车不同,商用车存在车型配置繁多,而且不同的配置之间可能会对整车在底盘的布置产生影响,进而影响整车在量产线的通过性,因此有必要在PT(工程试制)和SOP(试生产)阶段间加一个验证阶段,文章首先介绍了PT转SOP试制线的布局及工艺编排,然后对PT转SOP快速试制验证流程进行了介绍,最后对PT转SOP量产通过性的判断指标进行了说明,对PT车型如何更好的过渡到量产,减少量产线的停线及线下返工具有一定的参考意义。
关键词:快速验证;量产通过性;商用车
中图分类号:U468 文献标识码:B 文章编号:1671-7988(2020)05-160-03
Abstract: Divided into 3 processes as mule vehicle trail, engineering trial and production trial, commercial vehicle is different from PVs, there are too many commercial vehicle types, and the different dispositions may lead the effect on the chassis, finally it will impact the throughput capacity in the volume production line. Therefore, we need to add a examination stage between PT & SOP. This article is into 3 parts, first is the introduction of production line layout and technology arrangement, second is the quick trial examination introduction, last is the discrimination of PT to SOP throughout examination which is meaningful for the transition of PT to SOP, stopping line time waste reduction, and repair work off-line guidance.
Keywords: Quick examination; Throughout in volume production line; Commercial vehicle
1 简介和意义
1.1 整车试制验证现状简介
整车在研发至量产的过程中往往需要经历为骡子车试制、工程试制和试生产等几个阶段,目前国内的乘用车试制流程较为成熟,且乘用车的工程试制到试生产阶段,一旦一个基础车型量产成功,其它增减配置车型能够较好的量产,无需多次试制。
但是商用车的和乘用车不同,商用车往往由于车型配置复杂、品种繁多,而且商用车无法像乘用车一样,不同的配置之间仅仅更改一些如加装导航、电动折叠后视镜等一些不改动整车整体布局的零件即可完成整车的不同品种升级,商用车不同配置车型之间,往往存在是否加装缓速器,车架长度变化以及一些其它功能的改变,这些功能的改变往往会对整车的布局产生影响,进而会影响整车整体装配工艺。
1.2 商用车PT至SOP验证的意义
商用车的PT转SOP验证往往是商用车整车装配厂在新车量产前最重要的一个环节,这个环节验证不充分会造成:
(1)某些结构在装配线不具备通过性,生产长时间停线;
(2)某些结构由于布置更改后的不合理会造成干涉,需要批量下线返工。
商用车的PT转SOP验证与PT验证不同,PT验证往往一台车从装车到下线平均一台车有7天的验证时间,整体验证有45天的时间,这一过程往往由技术中心试制部完成,有较为充分的验证时间。
而PT转SOP验证由于车型马上就要量产,往往一天就需要对2-3台车完成装配,15天就要完成整车的验证工作,时间非常紧迫,这就对整个新品的试装验证过程有着很严格的要求,要求验证过程既能够快速的将产品装配出来,又能够充分的反映问题。
做好商用车的PT至SOP验证可以有效减少SOP时量产线的停线时间,减少新车量产的返工工作。因此商用车的PT至SOP验证对于整车厂来说有着非常重要的意义。
2 PT转SOP试制线介绍
2.1 PT转SOP试制线布局
PT转SOP试制线为直线型布置,总长125米,桥链+双板链结构,其中桥链长72.5米,双板链长52.5米,试制线布局图及各区域功能划分如图1所示。
2.2 PT转SOP试制线工艺流程
PT转SOP线工艺流程图如图2所示,具备公司全系列车型通过性。与量产装配线不同,试制生产线会将大部分的管线束以及电线束预装放在线下,这是因为大部分PT转SOP车型更改的重点都是集中在管线束和電线束长度走向的变更以及支架的位置上,如增加减少缓速器、副油箱,一些部件如油箱的左右位置变化等,更改的位置多就有可能会在试装时这些部位出现问题,放在线下分装不会影响整个生产线的节拍,就我们长期的试装经验来看,线下问题解决了,上线之后一直到发动机落装之前都会比较顺畅,不会有较大的问题出现。
3 PT转SOP快速试制验证方法
3.1 验证前准备
PT转SOP验证前,首先需要各个装配班长提前3天根据整车装车流程以及装车指导文件对装车数据进行划分,生成个人装配零件清单,在这一过程中,往往可以提前发现设计变更中的零件多漏挂或者不合理的情况,提前将问题反馈给设计师,在装车前将问题解决。
商用车试装最重要的部位为线下管线束铺设分装工位,这一工位在装配时往往需要大量时间,而且由于商用车车架上往往会有大量的孔位,这些孔位不会随着配置的变更有多种状态,往往会在同一个车架上预留很多可能此次试装的配置并不会用到的孔位,在一天3台车的节拍下直接指导现场装车可能会造成孔位装配错误,影响装车进度,因此采用在装车前在车架上标注出各个孔位对应的装配哪些零件,具体如图3所示可以让现场工人快速准确的完成装车。
3.2 整車装车验证
整车装车阶段由试制车间装配工人、试制车间工艺员以及新品设计部门设计师共同配合完成,试制车间装配工人需具备一些基本的判断整车设计不合理问题的能力,具体的有如下所示的几点:
(1)反馈装配作业过程中的一些强干涉点,如两个部件紧紧贴合、顶死等问题;
(2)反馈装配作业过程中的一些影响作业节拍的部位,如空间受限难以用风板机打进,需要用扳手拧紧的部位;
(3)反馈装配作业过程中部分零部件漏下的问题。
为了满足装车进度,一般的不影响整车下线的问题并不会停线等待设计给予对策,而是由工人反馈的问题将由班组长收集,并由车间工艺员收集并且确认,按照试制问题反馈基准书中(如表1所示)的标准形成试装问题反馈报告,反馈给设计部门。
3.3 整车设计问题整改
整车装车下线后,会在一个工作日内由车间工艺员、工厂质量管控部门以及设计部门设计师共同参加召开现车问题确认会,对车间反馈的试装问题报告上的问题分类定则,将问题分为装配问题、设计问题、部品问题、装备问题四大类,并将问题分配给各个部门,制定整改节点。
3.4 PT转SOP质量风险评审
在整车设计问题整改完毕后,需要将整车提交给工厂质量管控部门,由其对整车的质量风险问题进行评审,其需要评审的内容主要包括一些基本的整车质量管控风险点,如线束活摆问题,管线束干涉问题,不同部件之间的强干涉问题,还有就是质量部门根据市场反馈的售后赔偿清单,制定出的质量提升管控问题。
3.5 PT转SOP量化产线通过性判断
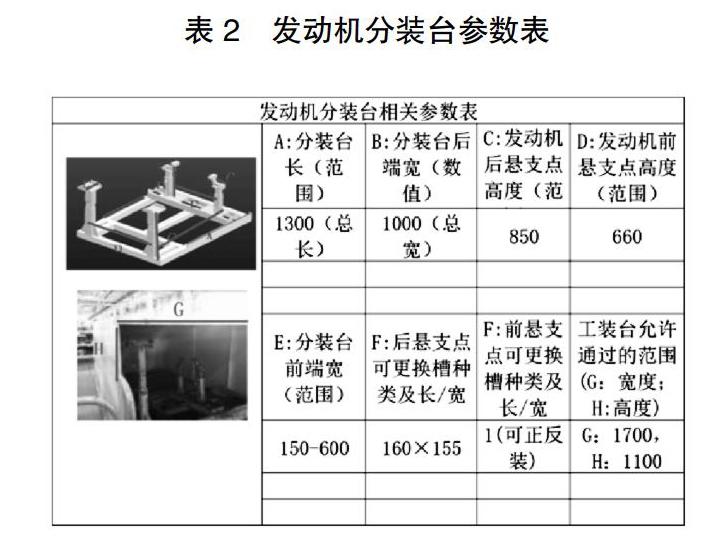
在整车试装质量评审完后,整车就具备初步的量产能力,接下来要在量产线进行试装,还需要对整车在量产线上的通过能力进行判断,判断主要通过设备或者工装的相关参数表和车型通过性判断汇总表共同进行,如下表2所示为发动机分装台的相关参数表,根据表中的内容可以判断所需SOP的车型的发动机是否具备通过性。
4 总结
随着国内市场的更加开放,未来外资商用车企业将会加入到国内的商用车竞争中来,各大商用车企也越来越看重生产线的生产能力保证,在新品PT转SOP阶段增加一个过渡阶段,减少新品在量产线第一次生产时的停线以及返工有着重大的意义,本文是对笔者从事汽车新产品PT转SOP试制阶段多年工作的总结,也是建立在无数次的失败基础上宝贵的经验,根据本文总结的经验,东风商用车有限公司车辆工厂建立了新品PT转SOP试制线,并建立了相应的试制流程及管控制度,充分地暴露并验证过程中的问题,有效的降低了新品在转向量产线的停线时间以及返工率,对各大商用车厂商有一定的参考意义。
参考文献
[1] 苏蒙.浅谈整车试制验证流程[J].汽车实用技术, 2016(7):168-170.
[2] 黄盛夏,丁国宝,陈程.浅析总装工艺在商用车新车型量产前的验证重点[J].时代汽车,2018.
[3] 宋建勇,孙汯.基于样车试制阶段的优化设计方法研究[J].上海汽车,2018, No.333(05):36-39.
[4] 徐仁春,周清清.整车试制过程中的联合验证[J].轻型汽车技术, 2016(Z4):47-50..
[5] 孙凤梅,王伟振. A款轿车样车试制过程控制方法研究[C]//2008中国汽车工程学会年会. 0.
[6] 邵寅俊.基于模糊理论的样车试制项目风险分析[J]. 项目管理技术, 2013, 11(6):75-78.
[7] 林建何,岳双成.汽车新产品样车试制项目管理方法探讨[J].科学与信息化, 2019(13).
[8] 徐娇珑,王懿,李高.乘用车试制阶段的总装工艺验证方法[J].时代汽车, 2019, 306(03):119-120.
[9] 司娟,曹晨,杨操,等.浅谈新车试制过程中的数据准备[C]第十一届河南省汽车工程科技学术研讨会.0.
