织物表面疵点自动检测方法研究
2020-04-10吴军
吴军

摘要:针对织物表面质量检测仍处于人工检测的现状,根据织物疵点破坏织物固有纹理组织结构,体现为灰度值纵向或横向频率变异的特点,提出一种疵点自动检测方法。该方法先由织物组织循环结构确定大小两个检测窗口的尺寸,然后通过合适的离散小波基把试样分解成含经向细节和纬向细节的两个子图,分别统计两者能量和后分离出低频的疵点信息。该方法简单易行,漏检率低,适应于大多数方向性、块状类疵点的检测。
关键词:织物疵点检测;双窗口设计;小波分解;能量统计
中图分类号:TS101.9文献标志码:A文章编号:1009-265X(2020)01-0047-05Research on Auto Inspection Method for Fabric Defect
WU Jun
Abstract:Considering that fabric surface quality inspection still depends on manual work, and that fabric defect damages the texture structure of fabric is featured by vertical or horizontal frequency departure of grey level, an auto inspection method proposed, according that. Firstly, the size of the big and small inspection windows were determined by the loop structure of fabric weave. The the sample is decomposed into two subimages containing warp and weft details by proper discrete wavelet basis. Finally the energy sum and the defect information of the low frequency were calculated respectively. This method is simple and easy to operate, good in real time, and suitable for detection of most directional and lumpy defects.
Key words:fabric defect; doublewindows design; wavelet decomposition; energy sum
传统纺织企业工序繁多,随着用工成本日益高涨,生产过程自动化已是重要的解决方案之一。坯布检验为整理车间一道不可缺少的工序,用于后续修补及坯布评分分级。国外已研发出自动检测装置应用于生产[1],但因进口设备成本较为昂贵,故国内企业现阶段多仍采用传统的人工检验,效率低下,可靠性较差,人为干扰因素偏大。坯布自动检测具有实时性强、疵点种类多、表现形式各异的特点,国内研究人员近些年提出的一些算法存在检测速度慢、漏检、误检率高、检测疵点种类少等问题。随着机器视觉系统的硬件成本日益下降,找到一种快速简便、识别率高的织物疵点检测方法已成为迫切需要解决的问题。
在具有代表性的各类疵点检测算法中,基于纹理的灰度共生矩阵法计算量过大[2],不易实现在线实时检测,灰度直方图法[3]和傅里叶时频变换法[4]缺少疵点空间信息,不能对疵点位置直接作出反馈,灰度匹配法需对视觉系统的应用环境如光源等进行严格配置而不太适应工厂实际[5],阈值分割法不能对仅有纹理差异而无灰度差异的疵点进行识别[6]。
1检测窗口选取
纺織物具有规则的人工纹理结构,棉坯布最常见的组织结构为平纹和斜纹(图1)。
在一个基本组织内,经、纬方向的灰度值均表现出规则的周期性变化,呈现出纹理的规则性和方向性[7],由于疵点破坏了正常组织结构,导致该区域呈现出与周围区域不同的外观风格。
窗口选取就是依据循环组织结构尺寸,把采集的图像分割成若干大小一致、保持完整循环结构的子图像。子图像尺寸设计为织物组织循环数的整数倍,以保证检测窗口前后样本之间的一致性和可重复性,如式(1):
Pj=Rj×IRj/ρj
Pw=Rw×IRw/ρw(1)
式中:Pj、Pw为窗口经、纬向像素数;Rj、Rw为织物经、纬向组织循环数;IRj、IRw为图像经、纬向分辨率;ρj、ρw为织物经、纬向密度。
对某标称规格133×100的平纹棉织物(经密133根/英寸、纬密100根/英寸),图像分辨率为72PPI(Piexs/inch),其组织循环数(单位:像素)为经向2×72/(52×2.54)=1.09,纬向2×72/(39×2.54)=1.45,则窗口取值109×145及其整数倍。
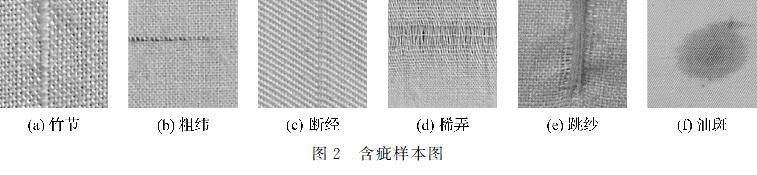
窗口选取大则低频呈现效果好,适用于较大面积的条状、块状疵点,如稀密路,大的破洞、油块等;窗口小,则高频细节呈现清晰,低频效果反倒不能完整呈现,适用于单根纱线所造成的疵点,如粗经、粗纬、竹节、缺纱、断纱、小跳花等,故应选取大小两种尺寸窗口,且两窗口均满足窗口尺寸为织物组织循环数的整数倍原则。部分原始图像样本见含疵样本图2。
其中竹节、粗纬分别代表经、纬方向性疵点,断经、稀弄为导致纹理破坏的疵点,跳纱、油斑为块状类疵点,前二者为纺部工序产生的疵点,后四者为织部工序产生的疵点,样本具有普遍性与代表性。
2图像采集与预处理
图像预处理可以有效提高目标图像的识别清晰强度,减少数据处理量,该工作通过图像采集卡等硬件来完成,上位机不参与以提高数据处理的实时性。首先将采集到的RGB图像转换成灰度图像格式,然后对灰度图像进行直方图均衡化处理,再进一步把图像转换成二值图像格式。
