6061铝合金低功率电阻点焊工艺优化
2020-04-09王烁安家宏冯永跃杨亚楠孙佳悦赵芳
王烁 安家宏 冯永跃 杨亚楠 孙佳悦 赵芳

摘 要:文章分析并优化6061铝合金低功率电阻点焊工艺,利用YR-155S型单相交流电阻点焊机对0.8 mm的6061铝合金进行焊接。为实现单相低功率电阻点焊机焊接铝合金,在上下电极附加1 mm的SUS304不锈钢工艺垫片,通过调整电极压力、焊接电流、焊接时间等参数,分析其对接头的熔核尺寸、熔透率、焊点压痕的影响,并通过正交试验对6061铝合金低功率电阻点焊工艺参数进行优化。
关键词:6061铝合金;低功率电阻点焊;SUS304垫板;工艺优化
为有效减少油耗、降低排放,汽车轻量化成为当代汽车行业发展的必然趋势。用轻质材料代替钢材是轻量化的重要手段。铝及其合金因其自身密度低、强度高的性能特点成为现今社会汽车轻量化的首选材料[1]。截至目前,全铝车身已经在部分高档轿车中应用,例如奥迪A8、宝马Z8,但远没有实现普及,限制铝合金应用的主要原因是设备投入成本和加工环节费用过高。汽车车身主要由5xxx系、6xxx系铝合金焊接而成,电阻点焊是普遍使用的焊接工艺[2]。然而,铝合金导电率大、导热率高,采用电阻点焊要求使用大功率的焊接设备,单相交流电阻点焊机很难实现铝合金的高质量焊接,提高了加工成本,限制了铝合金在车身应用中的发展。
针对以上问题,采用YR-155S型单相交流电阻点焊机对0.8 mm的6061铝合金进行焊接工艺试验,通过采取在上下电极附加SUS304不锈钢工艺垫片的方法,提高焊接热效能,实现铝合金低功率的电阻点焊,并在此基础上利用正交试验优化工艺参数。
1 试验方法
试验材料为0.8 mm的6061铝合金轧制板材,根据GB 2651—1989标准确定板厚为0.8 mm的铝合金材料可以选择宽度为20 mm、长度为100 mm的焊接试样,接头搭接量为20 mm。材料的搭接区域在焊前要仔细清理,除去油污、锈迹和表面的氧化层。打磨氧化层时要控制好力度,保证焊件表面打磨后残余的划痕不会对铝合金点焊造成影响。打磨完成后,利用无水乙醇擦拭试件表面,并利用风干机将板材吹干,保证氧化膜、油污、水渍充分清除。
试验所用的电阻点焊机为唐山松下产业机器有限公司生产的YR-155S型单相交流电阻焊机,所用的电极头为铬锆铜电极,所用的工艺垫片为SUS304不锈钢,垫片的加工尺寸与焊接试件相同为100 mm×20 mm,在试件上下附加工艺垫片。焊接时进行正交试验,选择正交表L9(3/4)进行试验,焊接参数的因数水平如表1所示。焊后根据GB/T 2651—2008取拉伸试样,利用WAW-600型万能试验机进行室温拉伸试验。
2 试验结果与分析
2.1 撕裂试验分析
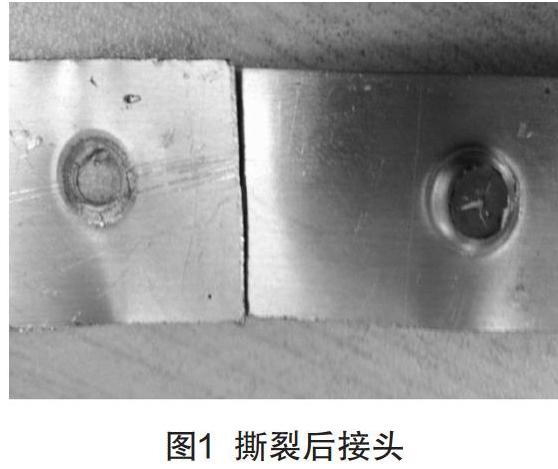
将制备好的撕裂试样夹持在工作台上,加紧后对焊接好的试样进行撕裂试验。撕裂完成后用游标卡尺测量接头焊点处所留下的纽扣状凸台直径,并记录好焊点直径尺寸。撕裂试验可以初步分析点焊接头质量,撕裂完成后获得的撕裂试样如图1所示,焊点呈圆形,似纽扣状,从一块板上脱离产生一个空洞,黏在另一块板上形成凸台,说明点焊接头质量初步符合要求,没有出现虚焊、飞溅、过烧的缺陷。
2.2 影响因素分析
利用正交试验优化焊接工艺,评判标准是熔核直径和接头的最大抗剪力,正交试验实施过程与结果如表2所示。其中每一行表示焊接试验的参数组合,根据正交表进行9组试验,极差R结果中每一行为不同焊接参数下的极差值。极差R越大,该参数对该结果影响越大,即为参数优化时的主要影响因素[3-4]。无论是如何直径D还是抗剪力Fτ电流的极差,R值均最大,表明焊接电流对焊接接头的质量影响最大。
由极差R分析可知,焊接電流对点焊接头质量的影响最大,焊接时间是次要因素,最后是电极压力,结果符合焦耳定律Q=I 2RT。熔核形成时所需要的电阻热与电流的平方成正比,所以电流是试验结果的最大影响因素。因而在进行6061铝合金材料的电阻点焊时要严格控制焊接电流的大小,其次是焊接时间的影响。
2.3 工艺参数优化
从图2熔核直径与抗剪力的均值效应的数据分析中可以看出,熔核直径随焊接电流、电极压力、焊接时间的增大而增大,然而抗剪力的大小并没有与熔核直径体现出一致性。这是因为随着焊接电流增大,虽然熔核直径增大,但是焊点容易出现过烧,导致组织疏松[5]。电极压力的大小会影响接触电阻的大小,电极压力变大时会增大铝合金焊件焊点处的接触面积,使两焊件之间的电阻减少,同时因接触面积变大而使焊接接头的电流密度减少,进而减少电阻热的产生。
由试验结果可以看出,单纯通过熔核直径判断接头的抗剪力是不准确的。抗剪力可以直接体现接头的质量。因此,优化过程中应主要考虑6061铝合金点焊接头的最大抗剪力,最优的实验方案为是A2B2C3,即焊接电流的大小最佳选择为7.5 kA,电极压力的最佳选择是2.0 kN,焊机周波的最佳参数值为15 cyc。
3 结语
(1)附加1 mm的SUS304不锈钢工艺垫片可以实现利用单相交流低功率电阻点焊机焊接6061铝合金。
(2)熔核直径随焊接电流、电极压力、焊接时间的增大而增大,然而抗剪力的大小并没有与熔核直径体现出一致性。单纯通过熔核直径判断接头的抗剪力是不准确的。
(3)对附加垫板的6061铝合金低功率电阻点焊工艺参数优化结果为:焊接电流为7.5 kA,电极压力为2.0 kN,焊机周波为15 cyc。
[参考文献]
[1]王卫生,李镇康,甘贵生,等.汽车车身6061铝合金电阻点焊工艺优化[J].精密成形工程,2015(6):76-80.
[2]吴松,王敏,程轩挺,等.铝合金电阻点焊研究现状及工业应用[J].电焊机,2013(9):10-16.
[3]常云龙,苏杭,常荣辉,等.熔核尺寸与点焊工艺参数的回归模型[J].沈阳工业大学学报,2007(6):655-658.
[4]HAYAT F.Effect of aging treatment on the microstructure and mechanical properties of the similar and dissimilar 6061-T6/7075-T651 RSW joints[J].Materials Science & Engineering A(Structural Materials:Properties,Microstructure and Processing),2012(8):834-843.
[5]白鋼,张勇,杨思乾.点焊熔核尺寸与工艺参数关系的模型化处理[J].机械科学与技术,2004(5):570-572.
Abstract:This paper in order to analyze and optimize the resistance spot welding process of 6061 aluminum alloy, 6061 aluminum alloy with thickness of 0.8 mm was welded by YR-155S single-phase AC resistance welding machine. The process gasket with 1 mm made by SUS304 stainless steel was added in both two electrodes so that aluminum alloy was welded by single-phase low power resistance welding machine. The influence on nugget size, penetration rate, welding spot indentation was observed by adjusting electrode force, welding current, welding time. The factors of welding 6061 aluminum alloy was optimized by orthogonal experiment.
Key words:6061 aluminum alloy; low power resistance spot welding; SUS304 gasket; process optimization
