维修工卡引起的维修差错和工卡正确性验证
2020-04-08尹雁
摘要:飞机维修工卡是指导维修人员实施维修操作的基本依据和准则。飞机维修工卡中所含信息不准确或操作程序可用性差等问题是引起维修事故的主要原因之一。本文介绍了维修工卡存在的缺陷和错误,给出了维修工卡的组成要素和质量判定标准以及维修工卡正确性的现场验证方法,得出正确、完善、可行的工卡在减少人为差错中發挥着重要作用的结论。
关键词:维修工卡;人为差错;质量判定;适航验证
Keywords:maintenance job card;human error;quality evaluation;airworthiness verification
1 维修工卡的作用和存在的主要缺陷、错误
维修工卡依据CMP维修方案、生产厂家飞机维修手册、技术咨询信函、公司工程技术文件、工程指令/AD/SB等文件编制/修订。在飞机维修过程中,维修人员、工作环境和维修工卡等任一环节出现问题都可能产生维修差错。其中,维修工卡不仅传递执行任务的相关指令,而且是防止维修人员主观臆断的关键环节。维修工卡可以对新的或不熟悉的工作的执行进行指导。含义模糊、冗长、顺序错误的工卡程序常常是导致维修差错的因素,缺乏实用性或不切实际的工卡程序容易导致违规的发生,主要表现在以下方面。
1.1 工卡程序文本错误
文本错误会误导维修人员。经验丰富的维修人员能够发现错误并及时汇报,但经验不足的人员则会按照错误的文本操作程序操作,造成人为差错。
例如,某机型C检工作时,其中一份工卡为“安装动力传输组件PTU”。维修人员通过《工作单卡反馈单》反映“测试方法错误,应该是从黄系统到绿系统,但工卡描述是从蓝系统到绿系统,系统选择错误可能引起PTU、液压泵等损坏”。又如,1999年12月某日在进行航后检查时,发现一架波音747飞机5号门附近有烟雾,并闻到有烧焦的气味。检查发现是E33 APU电瓶及充电器设备架处隔音棉表层保护膜烧毁,面积较大,站位2340至2360之间地板下全部隔音棉均有着火痕迹,部分导线束编织套被烧掉。进一步调查发现,失火原因是由工卡程序中的关键词编写错误导致。工卡编写的依据是适航指令ACD98-B747-08“改装波音747飞机APU电瓶地线”及波音服务通告,编者未能正确理解改装内容,将服务通告中的关键词“Clean”错误翻译为“清洁”,实际应译为“去底漆”,加之维修人员专业知识和技能不足、标准工艺作业培训不足,不清楚接线片处需要除漆,导致了此次事故。
1.2 图解错误
在飞机维修工卡(手册)上,一般都附有大量的图解,通过图解的方式表达拆卸/安装等操作顺序易于理解、查看方便,可节约大量时间。然而,此类程序编写时可能出现图片不清晰、图文不一致等错误,容易误导维修人员。
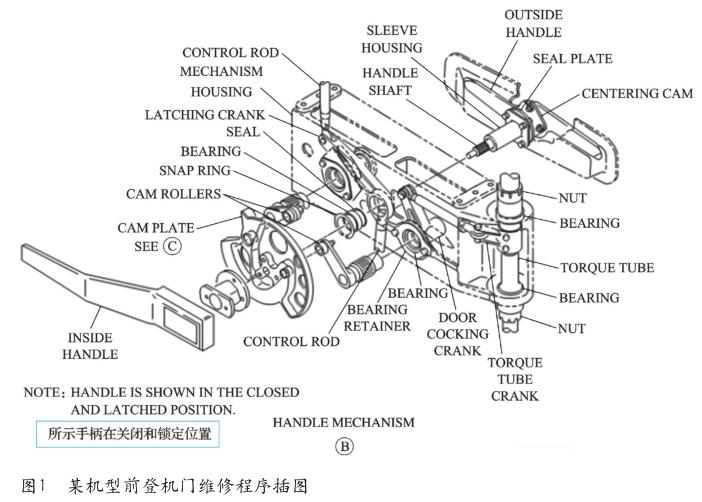
例如,某机型有前登机门和后登机门,根据实际情况,前后登机门在关闭及锁定位时内侧手柄均应指向右侧,即三点钟方向(见图1)。但在该机型的前登机门安装结构图中,登机门关闭时内侧手柄的指向却出现了图文不一致的逻辑错误。
图1中标注“Handle is shown in the closed and latched position”,即“所示手柄在关闭和锁定位置”。但是,手柄(Inside Handle)却指向左方。这种逻辑错误会给经验不足的维修人员造成误解,认为图中的指向左方是锁定位置,从而增加维修差错的发生概率,甚至带来安全隐患。
1.3 逻辑错误
1)操作步骤不够详尽
维修工卡编写人员清楚系统或部件的结构及工作原理,但在编写维修操作程序时仍可能没有对某些具体操作步骤进行详细描述。例如,拆卸紧固件时没有详细描述螺钉的拆卸顺序;规定了安装保险丝却没有详细规定保险丝的旋转方向;规定了零件的安装却没有详细描述安装使用的工具的卡口位置等。操作步骤不够详尽是维修工卡编写时需要重点关注的问题。
2)操作步骤不完整
维修工卡编写人员因实际操作经验不足,编写的维修操作程序的步骤衔接不畅、操作步骤不完整,导致维修人员被迫暂停手中的工作而转入下一维修程序,致使遗忘维修操作步骤,增加了发生维修差错的概率。例如,1999年5月一架波音737-300飞机完成5C检工作后执行调机任务。飞机起飞后起落架手柄不能提到收上位,起落架6个信号灯亮,同时起落架警告音响,飞机被迫返航。排故检查中发现,地面扰流板联锁活门钢索下端保险套爪间隙过大,空地电门标靶不到位,造成起落架收放操作手柄电磁锁打不开,无法正常收上起落架。事故原因是在工卡B12-22-81-3B中缺少起落架空地电门测试程序,事后在此工卡中增加了该测试程序。
3)程序表达不清晰
维修工卡编写人员没有站在维修人员的角度思考,操作程序使用的文字描述不够清楚,容易造成维修人员操作失误。例如,某机型之前有一份工卡“刹车组件进行正常刹车的放气”,工卡第9页步骤(3)、第10页步骤(1)、第11页步骤(2)中提到需多次按压和释放刹车踏板,却未写明按压踏板时一定要缓慢柔和,如果按压速率过快或幅度太大,将造成安全活门锁死、部件损坏。
4)操作无法完成
维修工卡编写人员可能不熟悉工艺水平,造成无法按要求完成操作。例如,某机型工卡检查大翼内侧前缘导线束末端接头,在工作步骤中要求“使用软毛刷或者喷涂器涂抹一层厚度为0.030mm(0.001in)均匀的硬膜防腐剂到所有接头上”,但按照目前的工艺水平,是无法保证涂抹厚度为0.030mm的。又如,维修工卡编写人员可能不熟悉现场,导致待修部件或区域被其他系统或结构所包围而无法接近,或者维修区域缺少立足或放手的位置而无法完成操作,或者勉强操作却因脚踏飞机的其他部位而造成人为破坏。
2 维修工卡组成要素和质量判定标准
为了减少维修差错的发生,提高维修工作质量,在航空器维修工作中,维修人员被要求严格按照工卡中的程序进行操作。因此,工卡的组成要素和质量判定标准成为影响维修人员能否依据程序顺利实施维修工作并将维修差错概率降至最低的关键因素,也成为了持续适航审查的重点。
2.1 维修工卡组成要素
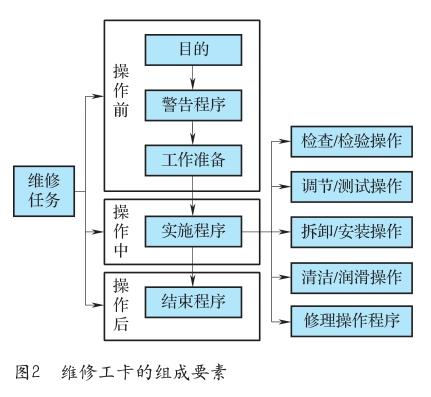
一份完整的维修工卡应至少包括维修目的、准备程序、警告、实施程序、结束程序等子程序。每个子程序又由若干详细操作步骤组成,详细操作步骤列出了诸如检查/检验、调节/测试、拆卸、安装、清洗、润滑、密封和修理等操作的每一步动作要求。总体上看,一个维修任务可包括操作前、操作中、操作后三部分,如图2所示。
一项维修任务在维修工卡上进行规定,同时列出维修程序,工卡是维修程序的载体。维修人员依据工卡上的程序进行操作,维修程序任一环节出现问题,都会使维修人员产生维修差错。其中,实施程序出现错误对维修任务的影响是最大的。
2.2 维修工卡质量判定标准
工卡涉及的工作范围包括工作由什么组成、工作做什么、采取什么操作等,这些程序为维修人员开展维修工作提供指导。程序中的操作步骤可分为基本的操作步骤和详细的操作步骤。以下是维修工卡的质量判定标准:
1)程序层次结构清晰,按照行业标准组织章节,具有清晰的文档结构。
2)操作步骤严谨,操作顺序无误、步骤无遗漏、无前后矛盾。
3)程序表达方式清晰、直观、易懂,图文结合。
3 维修工卡的正确性验证
飞机是一个复杂的系统,为了减少维修差错、保证飞行安全,验证检验维修工卡的正确性是最可靠、最有效的一种方法。如果能保证验证环境与真实工作环境一致,则一般会取得真实的验证结果。建议采用对工卡文本语义分析的方法,验证工卡维修程序的表述方式;用实际操作的方法,验证工卡的详尽度、连续性和可达性。必要时可结合仿真模拟操作进行辅助验证。
3.1 维修程序表述方式验证
飞机设计、制造、维修术语的专业性太强,或者有些缩写词语没有注明全称,维修人员未必能读懂,容易造成维修人员按照自己的理解进行操作。维修程序的表述方法会影响维修人员的阅读和理解,例如,由多个零件安装组成的组件,可以通过文字描述,也可以用图解表示,或者图文并茂,不同的表达方法会影响维修人员的工作效率。因此,为了使维修人员花费尽可能少的时间去阅读理解维修程序,需要对维修程序的表述方式进行验证。A320飞机AMM手册中采用了大量的图解方法来降低出错的概率,同时在工卡的文字描述方面,使用了简单易懂的语言。维修程序的表述方式可通过检查工卡文本的方法进行验证,主要检查程序的语言描述是否存在错误、不易理解或过于专业的词语,还应检查程序的描述是否采用了图解的方法(如果适用)。
3.2 维修程序实际操作检查验证
1)详尽度检查
非专业人员按照操作程序完成维修作业,如果能获得与专业维修人员完成此维修作业同样的结果,则证明该维修程序操作步骤描述已够详尽。
2)连续性检查
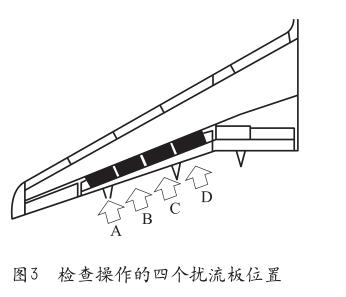
一项维修操作应保证其连续性,应在完成一系列相关操作之后再进入下一工作任务。例如,某机型扰流板作动筒的检查工作,工卡中任务57-51-00-220-009规定,机翼后缘扰流板2、3、4和5号作动筒和铰链接头的目视检查应作为一项完整的操作程序进行。需进行检查操作的四个扰流板的位置如图3所示。该操作程序的连续性可通过现场操作的方法进行验证。
3)可达性检查
维修工卡编写人员需要考虑维修部位是否可人为操作,应考虑维修人员在作业过程中可能触及的其他部件或系统,保证有合适的承力点以及充裕的人体容纳和工具使用空间。维修程序的可达性可通过程序检查符合相关标准和现场操作的方法来进行验证。
3.3 维修程序仿真验证
分别对以人为中心的虚拟环境以及与维修任务相关的其他领域建模。采用参数化行为描述,基于自然语言的任务理解、分析和可视化仿真,对飞机维修过程中涉及的维修人员、维修对象、工具、设备、维修厂房等建立模型,集成到虚拟维修環境中,通过CAD技术模拟人体各个部位的维修动作,使维修操作可视化。
4 工卡验证的信息反馈
在系统网上建立《维修工卡信息反馈单》平台。维修工卡验证的信息反馈为提高维修程序质量提供了指导依据,指导修正工卡维修程序,使其呈螺旋式逐步完善。
1)现场操作的维修人员往往更清楚工卡问题所在以及如何改进。因此,维修人员在实际作业过程中如发现工卡的内容存在问题,或是对工卡的内容存在质疑,均可通过网上维修管理信息平台反馈问题。
2)应从舒适性、可执行性、可操作性、工作强度、工作载荷等方面考查维修工卡的质量。
3)通过收集维修工卡程序的典型错误和维修中遇到的技术困难,进行维修差错的分类和分析,为维修工卡的改进提供技术支撑。
5 结论
维修工卡任一环节出现问题都有可能产生维修差错。反过来,对产生的维修差错进行数据采集和跟踪分析,可指导修正工卡维修程序,使其逐步完善。因此,为了工卡的正确性和操作的适宜性,减少维修差错,建立全面的维修工卡验证机制是必要的。在验证活动中,应对维修工装、设备是否合适,警告、告诫信息、维修程序是否适宜给出正确评价。在重大验证中,应邀请航空器制造、维修方面的专家、技术人员参加,并详细记录验证过程,作为持续适航文件审定的依据。正确、完善、可行的工卡在减少人为差错中发挥着重要的作用。
参考文献
[1] 中国民航局飞行标准司. AC-121-007 航空人员的维修差错管理 [S]. 2012.
[2] 中国民航局飞行标准司. AC91-11R1 航空器的持续适航文件 [S]. 2014.
[3] 中国民航科学技术研究院. 中国民航维修系统资源分析报告 [R]. 2017.
作者简介
尹雁,助理工程师,从事A320系列飞机定检工卡编写工作。
