水火弯板成型技术研究*
2020-04-08
1.广东工业大学 自动化学院 广州 510006 2.洛阳铁路信息工程学校 河南洛阳 471934
1 研究背景
在船舶工业领域,大曲率复杂外板成型是加工环节的关键技术。目前,国内外船厂主要采用水火弯板成型工艺来对船体外板进行加工[1-3]。水火弯板成型工艺指采用燃气火焰在钢板表面局部进行线状加热,当加热区达到一定温度后,再用水或空气进行冷却,利用钢板的热弹塑性收缩变形原理,获得良好的整体变形。水火弯板成型原理如图1所示。
由于影响成型的因素较多,包括板材形状参数、加工参数、热源类型、边界条件、冷却方式等,使水火弯板成型通常依赖经验丰富的工人手工进行,如图2所示。

图1 水火弯板成型原理
水火弯板成型这种依赖于工人经验的加工工艺,存在生产效率低、加工时间长、质量波动大、精度难以控制等缺点。在数字化造船、工业4.0和中国制造2025的大背景下,各船厂对水火弯板成型工艺实现自动化的需求变得越来越强烈。

图2 水火弯板成型工艺现场
2 水火弯板机器人
文献[4]研发完成的第三代水火弯板机器人,实现了水火弯板成型工艺的过程全自动化,解决了生产效率低及疲惫作业问题。第三代水火弯板机器人的最大特点是控制系统长期工作稳定可靠,具有焰道修正和专家系统规划功能。第三代水火弯板机器人全面模拟人工加工时的各种关节活动姿态,通过五轴三维联动控制,实现对复杂板形进行理想加工。水火弯板机器人结构如图3所示。
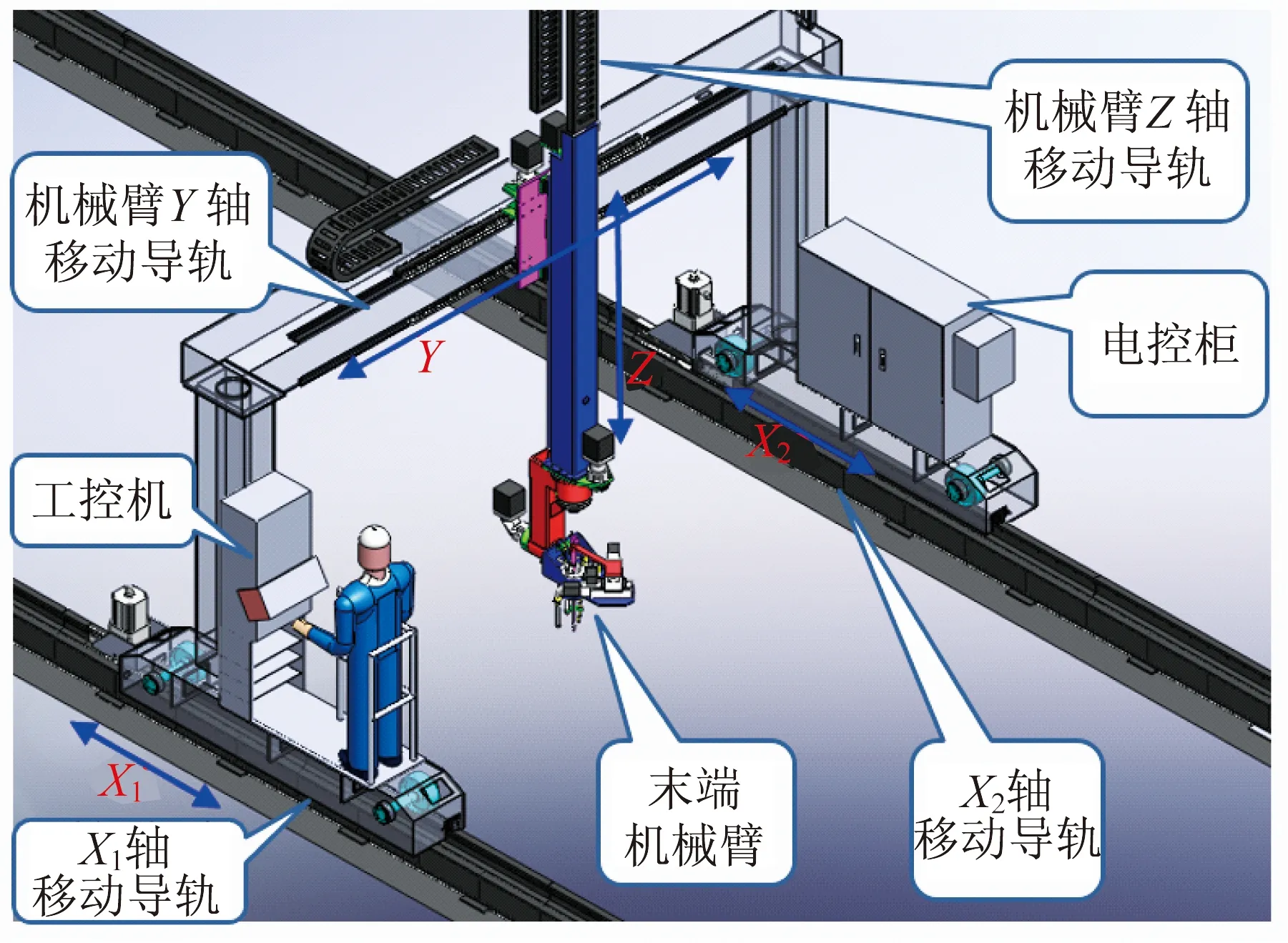
图3 水火弯板机器人结构
3 水火弯板成型原理分析
水火弯板成型是一种应力应变物理过程,对加热后的钢板进行冷却,使其产生收缩应力,当收缩应力大于钢板的屈服应力时,产生变形。分析水火弯板成型原理,需要建立水火弯板成型的温度场模型和变形场模型。
3.1 温度场模型
水火弯板成型温度场模型可分为两部分:燃气热源热流密度数学模型、热传导温度场数学模型。在水火弯板成型过程中,燃气对钢板进行射流火焰加热。单位时间内在船体外板单位横截面积上的热量值,即为钢板的热流密度q″:
q″=QchAη
(1)
式中:Qch为钢板机火枪喷射出的燃气流量;A为燃气钢燃烧值;η为热工效率。
待加热钢板的热流密度分布曲线与正态分布形状接近,也称为高斯热流密度分布[5-6]。钢板的热流密度分布如图4所示。

图4 钢板热流密度分布
加热钢板时,各点热量分布是不同的。某点在单位时间内吸收的热量q为:
(2)
式中:r0为火焰加热半径;r为待加热点与火焰加热中心的距离。
在水火弯板成型加工过程中,热传导温度场是一个复杂变化的量,具有非线性和暂态特性。水火弯板成型热传导数学模型为:
(3)
式中:ρ为钢材的密度;c为钢材的比热;λ为钢材的导热系数;T为钢板的温度;t为时间。
对式(3)进行求解时,首先需要确定钢板温度场边界条件,也就是某一时刻钢板温度场的分布情况,这样才可以求出水火弯板成型热传导数学模型的唯一解。
结合水火弯板成型实际加工场景,分析钢板的温度场边界条件。
(1) 钢板边界上的热流量密度已知时,有
(4)
式中:n为边界表面上的外法线方向。
由式(4)可见,钢板热量q的影响因素除坐标位置x、y、z外 ,还有时间变量t。
(2) 钢板在边界上与周边介质存在热量交换,当热量交换值已知时,有:
(5)
式中:φ为钢板表面传热系数;Ts为钢板表面温度;T0为钢板周边环境温度。
(3) 水火弯板成型的初始条件为在水火弯板成型的开始时刻,钢板温度场是均匀的,有:
T(x,y,z,0)=T0
(6)
3.2 变形场模型
水火弯板成型采用燃气火焰在钢板表面局部进行线状加热,被加热部分温度上升,由于受到周边钢板约束不能自由热变形,在加热附近区域会产生热应力[7-8]。当温度继续升高,被加热钢板进入屈服阶段时,热应力进入塑性变形状态[9-10]。需要运用塑性变形理论进行分析,钢板塑性变形方程为:
(7)
式中:σ0为钢板平均正应力;K为钢板体积变形弹性模量;α为钢板热膨胀系数;ΔT为钢板温度变化量;εx、εy、εz为被加热钢板变形量达到屈服极限时在坐标轴三个方向的增大值;σx、σy、σz为三个方向上的应力分量。
钢板进入塑性变形阶段时,其应力和应变之间呈现非线性关系,且塑性变形不可恢复,通过增量理论求解应力和应变[9-10]。钢板总应变偏量增量为:
(8)
式中:G为钢板的剪切模量。
水火弯板成型变形场模型仿真时,采用有限元分析方法模拟水火弯板成型过程,定量分析温度场所引起的应变场分布规律。
4 仿真分析
在有限元分析软件中建立钢板和热源的模型,通过有限元分析软件计算钢板的温度场和应变场分布情况,根据模拟结果建立加工参数与变形量之间的关系模型。
使用软件进行几何建模前,需要先设定钢材不同温度下的导热系数、密度、比热容、泊松比、膨胀系数、弹性模量、屈服应力等参数。仿真分析中,笔者所选用的船舶外板材料为低碳钢,不同温度下力学性能参数见表1。

表1 低碳钢力学性能参数
设定钢材的材料参数后,通过ANSYS软件对钢板的几何模型进行有限元网格划分和模型求解。应用间接分析法,先进行温度场分析,然后将求得的节点温度作为载荷施加至结构应力分析中,最后求得钢板的应变场分布。
温度场分析的具体步骤如下:
(1) 建立钢板的几何模型,对材料区域进行网格划分,如图5所示;
(2) 建立高斯热源模型;
(3) 施加热源和边界条件至钢板几何模型;
(4) 对钢板几何模型进行求解,得到温度场分布,如图6所示。

图5 钢板几何模型
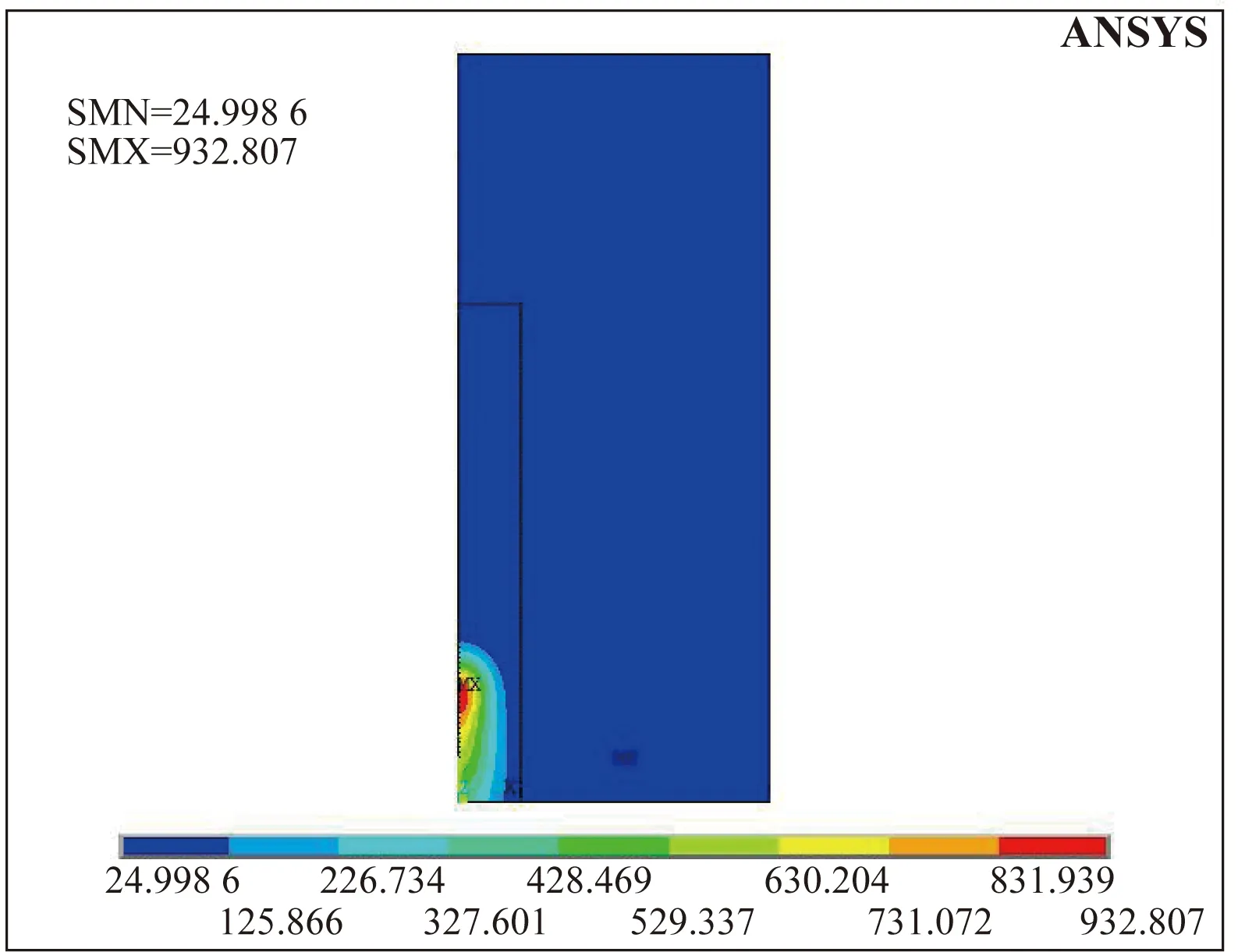
图6 钢板温度场分布
温度场分析结束后,对应变场进行分析,具体步骤如下:
(1) 对单元进行转换;
(2) 设置单元类型和材料性能,如弹性模量、比热容、热膨胀系数等;
(3) 将温度场分析得到的节点温度作为加载量;
(4) 将环境温度设置为计算热应力的参考温度;
(5) 对钢板几何模型进行求解,得到应变场分布,如图7所示。
通过ANSYS软件仿真可知,水火弯板成型的变形量与加工时钢板上的温度场变化情况直接相关,温度场变化量和变化范围越大,焰道附近的收缩量越大,钢板厚度方向上的温度场梯度变化量就越大,焰道附近的角变形量也就越大。
5 专家知识库
在进行水火弯板成型过程中,钢板的变形量分为横向收缩量和角变形量两种。钢板的变形量与钢板板厚、焰道长度、加热火枪移动速度等参数有关。通过固定某些加工参数,改变其余加工参数,进行多次试验,得到工艺参数经验回归曲线。钢板厚度26 mm、焰道长度120 cm时加热火枪移动速度与钢板收缩量经验回归曲线如图8所示,钢板厚度26 mm、焰道长度120 cm时加热火枪移动速度与钢板角变形量经验回归曲线如图9所示,其中蓝色曲线代表水冷,黑色曲线代表空气冷却。
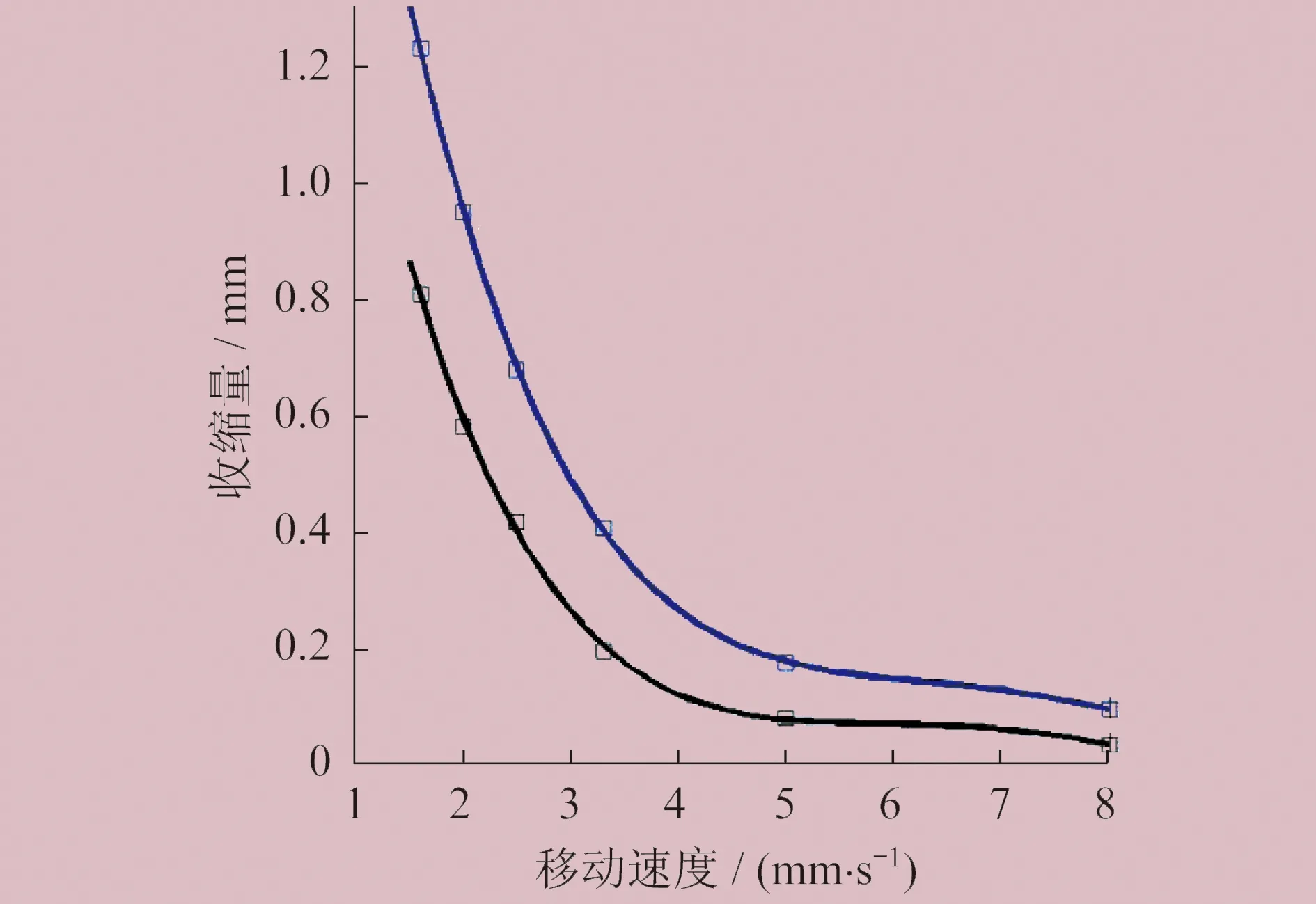
图8 加热火枪移动速度与钢板收缩量经验回归曲线
建立水火弯板成型工艺参数专家知识库,采用关系数据表的形式存储不同工艺参数经验回归曲线,存储模型如图10所示,其中ΔB为钢板收缩量,V为加热火枪移动速度。
在工艺参数经验回归曲线存储模型基础上,建立专家焰道推理机制,以船体外板类型、成型情况作为依据,规划出水火弯板成型的三维路径。常见焰道轨迹推理过程如图11所示。
根据工艺参数经验回归曲线存储模型,结合技工经验知识,建立焰道走向推理流程,如图12所示。

图9 加热火枪移动速度与钢板角变形量经验回归曲线
权值计算指通过对当前横向、纵向和扭向的总体成型率进行加权,使每次加工时均为先加工成型率较低、目标变形量最大的方向。
焰道参数推理流程如图13所示。边距参数推理指根据焰道的走向和板型,推算出焰道轨迹与检测曲面左右边界及上下边界的距离,焰道间距推理指根据偏差情况和专家规则,推算出相邻焰道之间的距离,倾斜角度推理指根据焰道的走向和偏差云图来确定每条焰道与x轴之间的夹角,横向焰道的倾斜角度为0°,纵向焰道的倾斜角度为90°,扭向焰道的倾斜角度在-90°~90°之间。
根据焰道参数、焰道走向和板型,在检测曲面上生成焰道轨迹。具体过程为,先根据据焰道参数生成焰道轨迹的x轴、y轴坐标,然后利用曲面插值算法在检测曲面上确定相同x轴、y轴坐标下的z轴坐标,最后将每条焰道上各点的坐标连接起来,生成焰道轨迹,如图14所示。

图10 工艺参数经验回归曲线存储模型

图11 焰道轨迹推理流程
对于不同工艺参数经验回归曲线存储模型,按照船体外板类型和型号进行数据归类,通过树状模型对工艺参数进行管理,形成专家知识库,如图15所示。专家知识库分为四层,顶层为船体型号,中间层为主要板型和外板编号,下层为工艺参数。
根据水火弯板成型特点,结合专家知识库,对目标钢板进行成型预估计。将成型预估计文件导入Tribon设计软件,生成控制系统文件。通过工控计算机系统执行上述控制系统文件,由水火弯板机器人对船体外板实现合理规划和自动化加工。在某船厂生产车间,基于专家知识库,通过第三代水火弯板机器人进行现场加工试验。现场加工试验板材为A5000T-BG10-M帆形板,水火弯板成型效果良好。现场加工试验如图16所示。

图12 焰道走向推理流程

图13 焰道参数推理流程
6 结束语
笔者对水火弯板成型技术进行了研究,分析了水火弯板成型原理,建立了水火弯板成型过程的温度场和应变场数学模型,采用ANSYS有限元分析软件对数学模型进行模拟和验证。在此基础上,制订出水火弯板成型工艺参数,进而建立专家知识库,对水火弯板机器人加工实现合理规划。对水火弯板机器人进行了现场加工试验,试验结果表明水火弯板成型效果良好。

图14 焰道轨迹
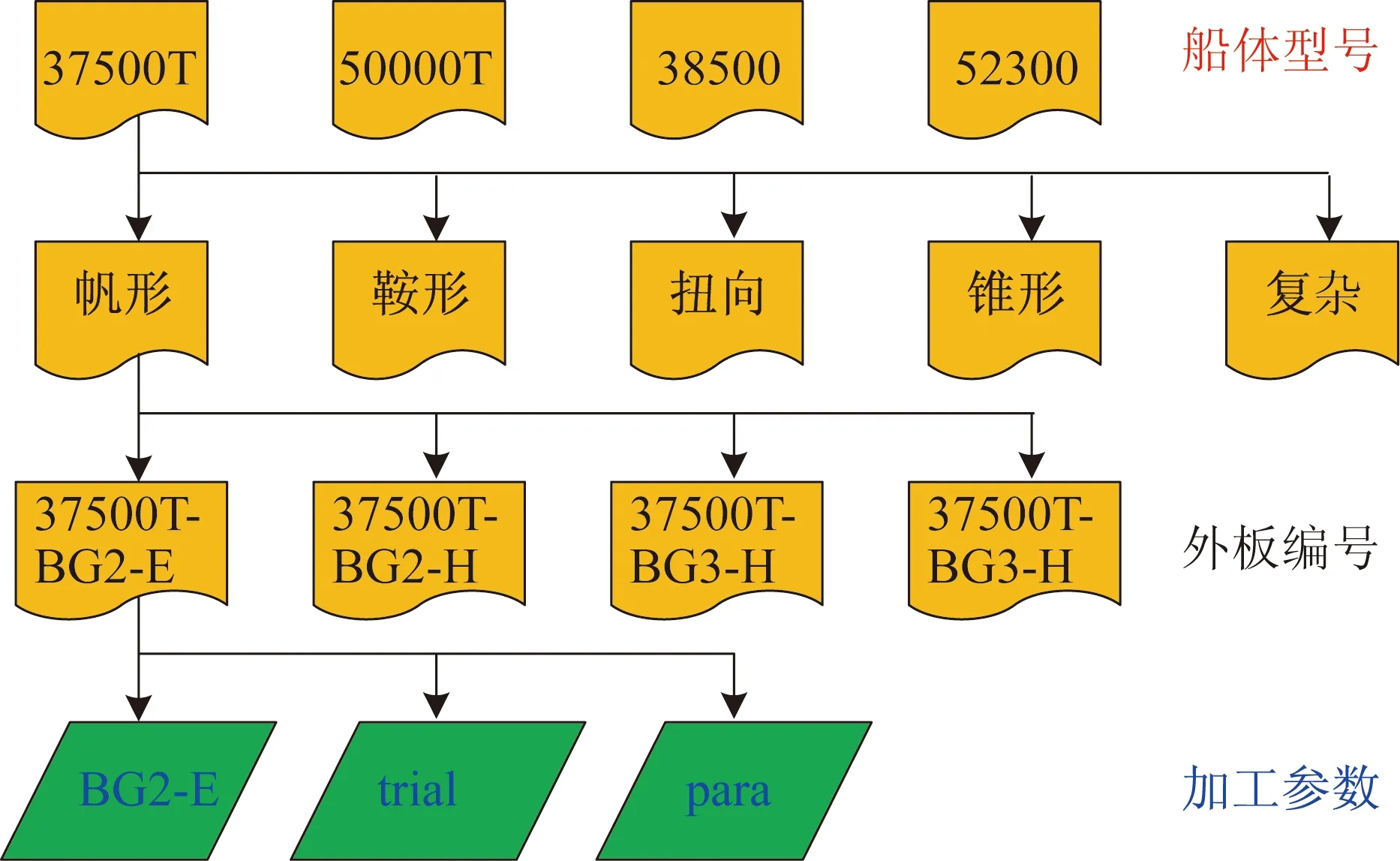
图15 专家知识库

图16 水火弯板机器人现场加工试验
