06Cr13不锈钢热轧板表面M形裂纹原因分析
2020-04-08吴月龙朱坤亮刘现彬
李 翠 吴月龙 朱坤亮 刘现彬
(山东泰山钢铁集团有限公司,山东271100)
06Cr13不锈钢属于节镍型铁素体不锈钢,其价格低廉,已在很大程度上替代奥氏体不锈钢,广泛应用于厨房用具、家用电器、汽车工业等领域。某不锈钢厂近期轧制06Cr13时带尾出现严重的M形裂纹缺陷,为查明原因,取样进行分析。
1 试验方法
送检试样共两组,分别标记为样品1、样品2。样品1取自厚度为3.7 mm的热轧钢带,经酸洗后,发现表面存在M形裂纹缺陷;样品2取自粗轧轧制3道次的中间坯,厚度约90 mm,表面存在横向裂纹缺陷。截取试样进行如下检测分析:
1.1 宏观检测
对所送检的缺陷样进行图片采集和宏观检测。
1.2 低倍检测
对样品2制取横向低倍试样一组,进行低倍检测。
1.3 金相分析
在试样缺陷部位截取金相试样,磨制、抛光,在GX51金相显微镜上进行金相检测。
2 试验结果
2.1 宏观检测结果
对样品1进行宏观检测,结果见图1,样品1表面存在多处M形裂纹缺陷,裂纹沿轧制方向分布,裂纹处有轻微氧化现象。
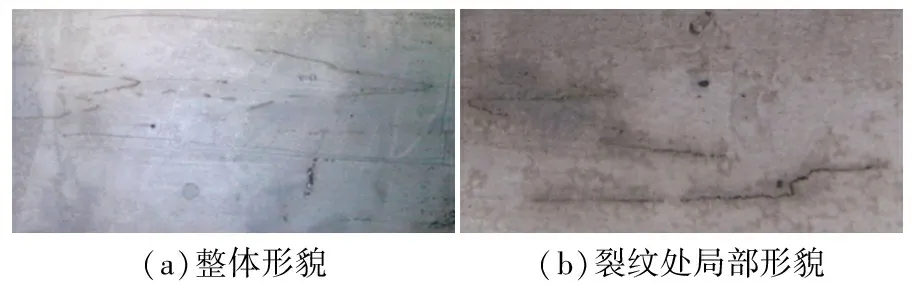
(a)整体形貌(b)裂纹处局部形貌
图1 样品1宏观形貌
Figure 1 Appearance of the sample 1
对样品2进行宏观检测,结果见图2,样品2单一裂纹为横向裂纹,长度一般不超过30 mm,整体沿轧制方向排列分布,裂纹距中间坯边部约50 mm。沿垂直于裂纹方向锯开试样,发现裂纹形状为楔形,外宽内窄,深度约1.4 mm。
将两组试样缺陷相对位置进行对比,结果见图3,两试样裂纹缺陷距离边部位置非常接近。
2.2 低倍检测结果
在样品2上截取低倍试样在20%盐酸水溶液中进行电解侵蚀,电解参数为:电流450 A、电压20 V、时间15 min。电解侵蚀后进行低倍组织评定,结果见表1和图4,低倍组织基本正常,无明显中间裂纹缺陷存在,试样上下表面也未发现表面裂纹和皮下裂纹缺陷。
2.3 金相检测结果
在样品1缺陷位置处取样,磨制、抛光后进行金相检测,结果见图5,裂纹缺陷向基体凹陷,深度约为70 μm,裂纹一侧向皮下延伸,延伸处存在轻微氧化痕迹。经三氯化铁溶液腐蚀后进行组织观察发现,基体部位与缺陷部位组织为铁素体+碳化物。

(a)样品2整体形貌

(b)裂纹处局部形貌
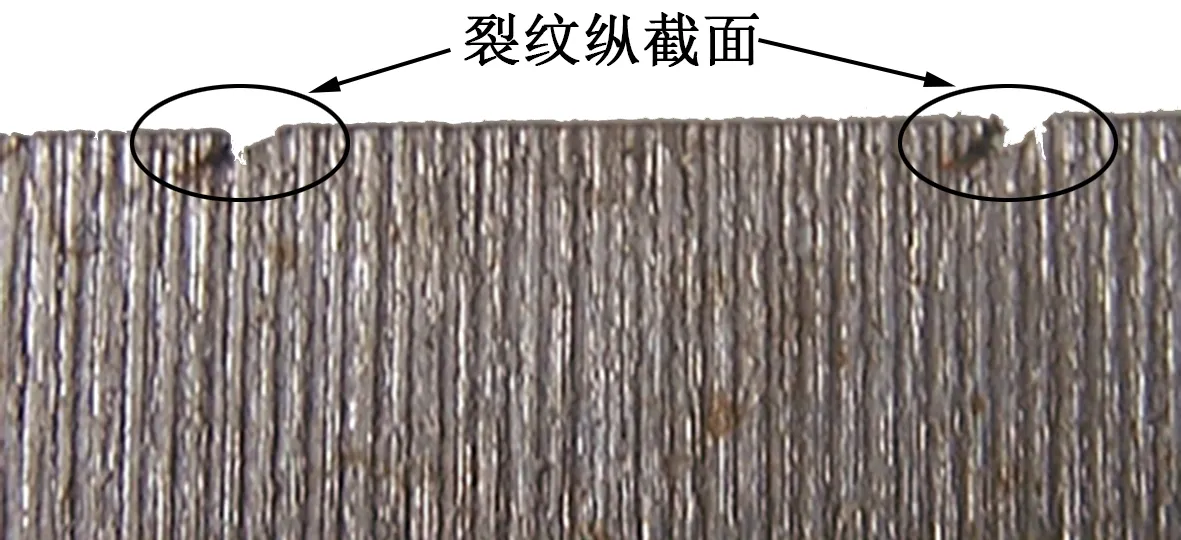
(c)裂纹纵截面
图2 样品2宏观形貌
Figure 2 Appearance of the sample 2
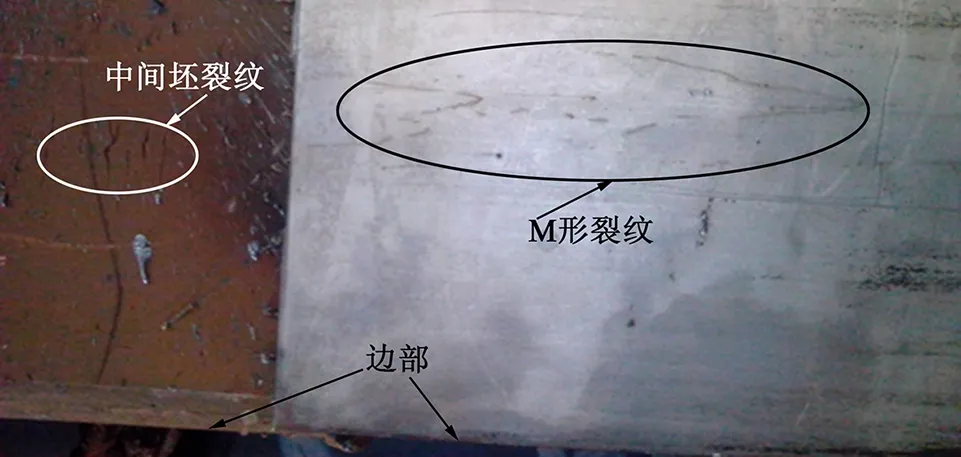
图3 两试样缺陷位置对比结果

图4 低倍检测结果
(c)腐蚀后
图5 样品1金相检测结果
Figure 5 Metallographic detection results of the sample 1

表1 低倍组织评定结果

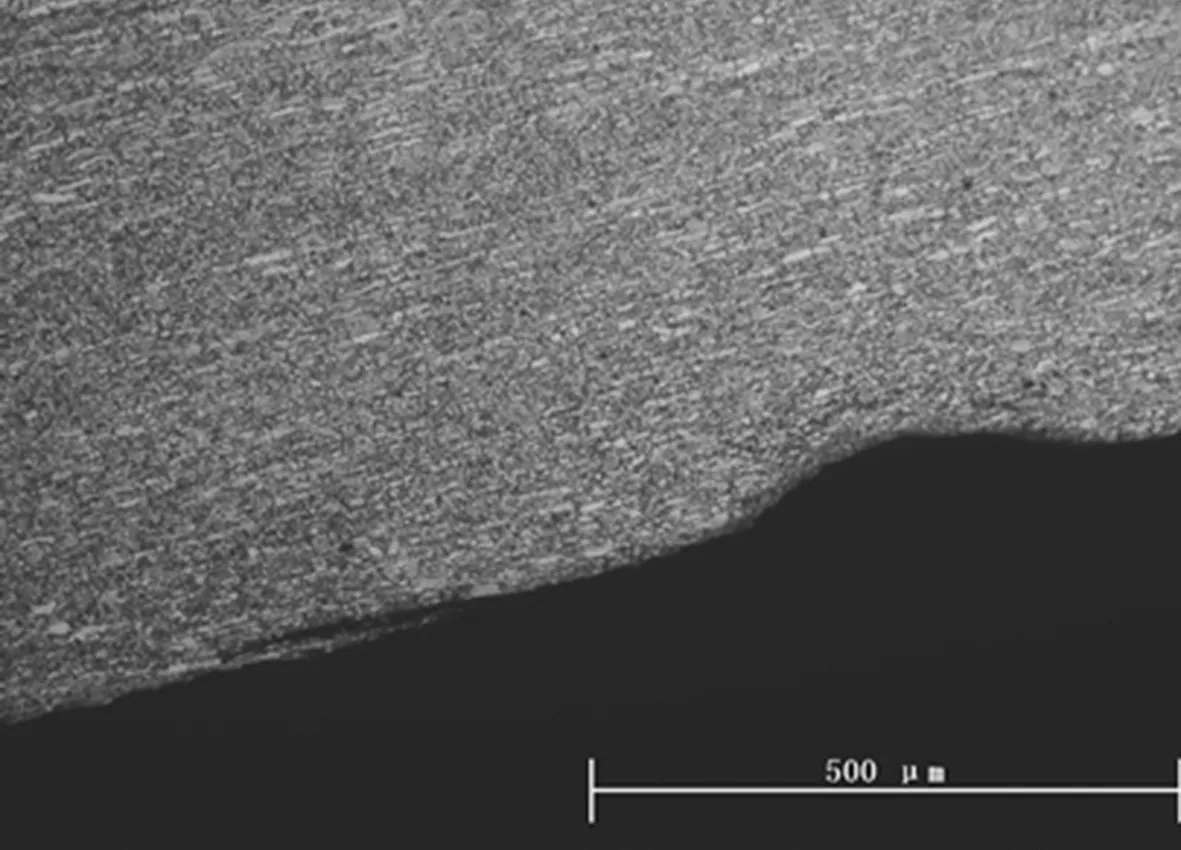
图6 样品2金相检测结果
Figure 6 Metallographic detection results of the sample 2
在样品2缺陷位置处取样,磨制、抛光后进行金相检测,结果见图6,裂纹深度约为1 mm,裂纹处有氧化现象,没有进一步向基体延伸现象,裂纹开口处两侧形状比较吻合,经三氯化铁溶液腐蚀后进行检测,基体部位与缺陷部位组织为铁素体+碳化物。
3 分析
样品1表面M形裂纹沿轧制方向排列分布,深度约为70 μm,裂纹处有轻微氧化现象,金相观察发现裂纹皮下延伸处也存在轻微氧化痕迹,缺陷部位与基体部位组织均为铁素体+碳化物,组织无异常。由此可知,裂纹没有长时间停留在高温环境中,即裂纹不是连铸坯原始缺陷造成的,而是轧制初期钢带存在表面缺陷,表面缺陷在后续轧制过程中反复变形形成M形裂纹。
样品2裂纹处金相检测知,裂纹未向基体进一步延伸,说明裂纹不是由铸坯中间裂纹、皮下裂纹或表面裂纹形成的,这与低倍检测中未发现中间裂纹、皮下裂纹和表面裂纹结果一致。裂纹开口处两侧形状比较吻合,裂纹缺陷部位组织与基体部位组织均为铁素体+碳化物,组织无异常,由此可知,裂纹为粗轧过程中因局部塑性过低所致。
样品2厚度为90 mm,裂纹深度为1.4 mm,当样品2轧制厚度为3.7 mm时,裂纹深度理论值为57 μm,与样品1裂纹深度70 μm相差不大,此外,两试样缺陷位置在原始钢板或中间坯表面位置相差不大,由此可知,热轧板M形裂纹为中间坯表面裂纹轧制演变而成。
综上所述,06Cr13铸坯尾部局部位置因塑性差,在热轧初期形成表面裂纹,表面裂纹在后续轧制过程中反复变形形成M形裂纹。
4 结论
06Cr13热轧钢带带尾M形裂纹是由于因铸坯尾部局部位置因塑性差,在热轧初期形成的表面裂纹,在后续轧制过程中反复变形形成的。
防范措施可从以下两个方面进行控制:
(1)适当降低粗轧轧制压下量,第一道次由21%→19%,第二道次由25%→24%,第三道次由27%→26%,相应适当提高精轧压下量。
(2)适当提高炉膛温度和驻炉时间,暂时将炉膛温度由1170℃±10℃提高到1180℃±10℃,驻炉时间由170 min提高到180 min。