成组技术与部件预投在多品种小批量排产中的应用
2020-04-07北京强度环境研究所徐利锋
◆ 北京强度环境研究所 徐利锋 赵 伟
多品种小批量生产是我国中小型制造企业的主要生产组织方式,是快速响应市场不同客户多样性要求的必然选择,同时也对企业的订单排产组织能力提出了很高的要求。如何提高企业面向订单生产的管理水平,这成为众多中小型制造企业的共同课题。成组技术是利用零部件结构和工艺方面的相似性,按照一定准则分类成组,同组零部件采用同一方法进行生产组织管理的方法。成组技术的核心是“成组工艺”,它把结构、材料、工艺相近似的零件组成一个零件族,并按零件族制定工艺流程进行加工生产,从而减少投产种类,实现批量投产。对于多品种小批量订单而言,虽然客户的定制要求不同,但仍然可以从产品的大类划分、整体模块设计、工艺流程安排、生产加工工艺、组装调试工序等多方面提炼出不同订单产品之间的相似性,再利用成组技术和部件预投对订单进行并行排产,从而提高生产效率。
一、 传统订单排产方式概述及其弊端分析
订单的排产就是在企业人力物力资源有限的情况下,通过一定规则所制定的订单生产顺序及交付计划,以满足大多数订单按期交付的目的。目前,大多数企业的订单排产方式都是基于订单的交付时间或者客户的优先级等企业固定规则安排进行生产计划的制定,如订单利润、订单交期、客户重要程度、客户对交付时间的变更接受度等方面,如图1所示。

图1 传统订单排产规则示意图
图1的这种排产方式是比较传统的排产方法,很难保证企业生产能力的充分发挥,且有较大可能出现一定比例订单延期交货的现象,影响企业信誉。这种排产方式的弊端在于单纯地将订单作为一个整体单位进行排产,会使得订单的交付进度缺乏真正的控制力,这种串行排产会大大延长订单的交付周期,增加企业生产成本,尤其是对本可以采用并行排产方式开展生产的设备制造类企业。对于制造型企业,为确保订单交付周期,提高生产效率,增强对订单管理的控制力,排产时就需要打破整体订单的概念,改变生产计划串行排产的思维方式,并在技术方案规划和合同订单设计的初始阶段就广泛采用“成组技术”,通过提高企业生产柔性,更好地解决多品种小批量订单的按时交付问题。
二、 利用成组技术为批量排产创造基础条件
将小批量串行排产变更为大批量并行排产需要一个技术前提,就是企业所投产的零部件要实现系列化、标准化和通用化,即所谓的“三化”。只有实现了“三化”,才能减少基层劳动者的重复劳动,充分利用社会上已有的研究成果,缩短设计人员的研制周期,降低项目研制风险。这种企业产品的“三化”已经被世界上许多国家作为企业产品设计及生产组织的基本途径和原则之一。我国很多中小企业的产品都无法实现“三化”,使得产品的生产方式只能被迫采用串行排产,生产效率无法提高,企业各项成本居高不下,增长乏力。成组技术正是企业产品实现“三化”最有效的手段,进而为企业的批量排产创造基础条件。成组技术由前苏联学者米特洛万诺夫提出,后来传到欧美地区,受到普遍的重视,德国亚琛工业大学的H·奥匹兹教授曾对该项技术进行了深入研究,制定出一整套的工作程序和零件分类编码系统,使之更便于利用计算机自动进行分类、分组,也更有利于推广应用。成组技术给企业排产管理者提供了一套方法,能够将单件小批量变更为大批量生产,以达到提高生产效率的目的。图2为成组技术基本原理。
运用成组技术对每个零部件进行分类,通过零部件的分组代码可以明确该零件在产品结构树中的具体位置及该零部件的大致工艺结构,这样便可以通过该代码进行外协加工组织及厂内工序排产。图3为零部件成组技术编码示意图。

图2 成组技术基本原理
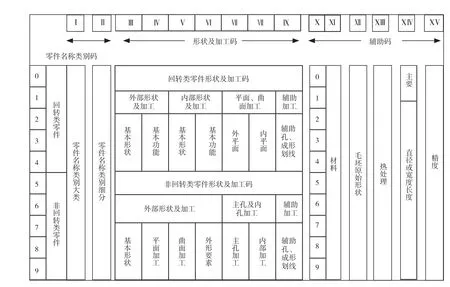
图3 零部件成组技术编码示意图
通过对零部件进行分组可以有效减少外协加工厂商的加工种类,每个外协厂商只负责同一类型的加工零部件,例如,外协厂商A只负责加工轴类的零部件,外协厂商B只负责钣金的焊接结构件,外协厂商C负责镁材料的备料与加工等。外协厂商可以针对自己负责的类似零部件重新制定成组工艺加工方法,制作成组加工夹具,甚至引进更高效的加工设备进行零件组的批量化生产。当然,并不是所有的零部件都能够实现分组,对于确实无法应用成组技术进行分组的定制化零部件,可根据客户的定制需求,单独进行非模块化设计,单独定义为非成组零件,形成定制零件库,根据订单的交货周期进行单独管理。采用这种排产方法,能够间接提高外协厂商的专业化程度,不仅有利于提高外协厂商的加工效率,而且有利于质量控制,以及采购价格的统一议价。
三、 电动振动台产品零部件成组技术应用举例
电动振动台作为动态力学试验设备被广泛应用于军工、航天、高铁、汽车、电子等领域,各领域客户对设备的推力、加速度、位移、频率等关键技术指标的要求各不相同,使得设备制造商需要设计生产数十种型号产品以满足不同客户的个性化需求,电动振动台的排产属于典型的多品种小批量产品生产模式。如果以传统的串行排产方式进行生产,由于涉及的零部件和外协厂商非常多,将会极大地拉长生产制造周期。为此,特将成组技术应用于电动振动台的排产工作中。
从电动振动台订单设计阶段开始,便广泛采用成组技术,将各种型号的振动台产品按零部件形状和工艺性分成基座、台体大件、导向、动圈、水平台、扩展台等几大类,这几大类属于振动台首层大部件结构,之后再根据产品的系列型号运用成组技术进行标准化细分,例如,将台体大件细分为上极板、下极板、磁钢体、磁钢环、耳轴、楔子六大部分,将基座再细分为垂直台基座、水平台基座、基座墙板几大类,将导向分为上导向、下导向两部分,将动圈分成镁动圈、铝动圈、感应动圈三大类,将水平台分为油箱、大理石、导向、滑板、连接头五部分,诸如此类。同时,还可将这两层部件再细分到三层及四层,这样就可以系统地建立电动振动台的一个完整的产品结构树。有了产品结构树,就可以根据零部件的所在位置、外形特征、加工工艺、材料等特征给每一层零部件标识一个特殊的代码,直到对最后一层的具体零件都进行了标识。由此,经过一段时间的生产实践,证明成组技术能够有效提高生产效率,缩短制造周期,最终确保产品的按期交付。
四、 利用部件预投解决不同层级零部件的生产周期差异问题
生产排产中引入成组技术会带来批量化的生产效果,但如果应用不好,同时也会带来一定量的在制品库存压力,这就要求企业需要根据客户订单情况合理精确地制定排产计划,从而达到只在需要的时候快速生产市场需要产品的目的。所以,企业的生产管理者除了能够运用成组技术进行生产排产之外,还要熟练掌握部件预投方法来编制生产计划。分层预投计划法就是根据不同的零部件组,进行分批分期地按计划组织投产。以电动振动台排产为例,其采用的是部件预投方式中的分层计划法。企业使用分层预投计划有个使用前提,即要求企业的技术部门必须采用模块化的设计理念,企业的产品具有系列化、通用化和标准化的特点。电动振动台的每一个系列产品都包括若干个型号,每个型号又包括若干个子型号,每个子型号又分为若干个具体的规格。在系列层中,全系列不同型号振动台都通用的零部件称为系列通用件,其他称为系列专用件;系列专用件在同一型号内又有一部分零部件被各子型号通用,称为型号通用件,其余为型号专用件;型号专用件在同一子型号中,仍有一部分被各具体规格产品所通用,称为子型号通用件,其余为子型号专用件。分层预投计划法的关键在于合理地选择分层界面,即:在企业产品序列的树状图中,将企业的系列产品分为上、下两个层面,上层包括产品生产所需的大部分零部件,可以基本满足企业内部生产计划和安装调试前的准备需求,可以作为排产计划的第一阶段予以先行实施。第一阶段的“上层零部件预投”要安排在订单要求还没明确下达到排产部门之前进行,目的就是给第二阶段的排产计划预留出时间和空间,以缩短订单的整体订货周期。
仍然以电动振动台产品为例,上层零部件中可先行下达的部分为各系列产品的台体大件、动圈骨架毛坯、功放变压器、功率模块、功放机柜等一层零部件,当然还有静压轴承、U型弹簧、空气弹簧等二层零部件。下层零部件主要是绝对专用件(子型号专用件),在企业市场部门正式下达订单的具体型号规格和技术要求后,企业排产人员开始组织下达第二阶段的供货计划,组织绝对专用件的加工及产品的整体装配调试生产计划。对于电动振动台来讲,基座、扩展台、大理石、滑板、连接头等都属于要在订单明确后才能根据订单图纸下达的下层绝对专用件。分层预投计划法由于在订单具体技术要求出来之前就开始进行计划平衡工作,即开始进行生产准备和通用性作业,从而大大缩短了企业订单的供货周期和生产周期,也就是缩短了从客户需求到排产及产品交付的时间周期,进而提升了企业的生产弹性,提高了企业的市场快速反应能力。
五、 利用数据分析解决部件预投盲目性问题
企业在产品设计及生产计划中引入成组技术和部件预投,虽然会极大地提高订单的交付效率,但由于预投时企业往往还没有签订销售合同,预投计划的编制和下达往往都是靠生产管理者的经验,可能会存在盲目性预投的问题,尤其是在生产周期比较长的上层专用件投产任务中。针对这一问题,可应用数据分析与统计预判技术予以解决,即可通过对往年销售数据、交货数据和售后服务数据等信息的统计与分析,结合当年的市场动态信息,对生产预投型号提供有利的数据支撑。例如,对企业历年销售合同中系列产品的销售数量进行统计,可以得到每个系列产品的年平均销售台套数,也就是“优势系列”,通过这个数据可以形成系列预估销售量;分析每个系列产品的型号分类销售额,可以得到企业销售额主要集中在哪个系列的哪种型号产品,也就是“优势产品”,通过这个数据可以得到重点预投产品型号;分析延迟交货数据,可以得到生产交付周期存在问题的具体产品型号,也就是“周期短板”,通过此数据可以形成瓶颈工序分析报告;分析型号产品售后服务频次数据,可以得到返修率最高的产品型号,也就是“质量短板”,通过此数据可以形成质量改进分析报告。综上,分析企业历年的各项数据能够较好地帮助企业解决部件预投中的盲目性问题,而且,对企业生产计划、工艺改进、质量提升也都会有非常大的技术支撑作用。
六、 结束语
随着市场竞争的日趋激烈,企业产品关键技术的趋同化,以及客户对定制化产品的要求越来越高,对企业生产制造能力的动态性及敏捷性要求也不断提高,企业供应链管理水平成为衡量制造型企业的核心竞争力的重要指标。而订单的生产周期和按时交付率是企业供应链管理水平的显性指标,在多品种小批量订单排产中,可以通过综合应用成组技术、部件预投和数据分析三大管理手段,提高企业供应链管理水平,同时也会使企业的整个生产管理流程更加合理。
