印版辊版库的设计原理与研究
2020-04-01王立波段新泽耿鹏江谢冲冲
王立波 段新泽 耿鹏江 谢冲冲
印版辊版库是一种高效的印版辊存取仓库,印版辊版库的设立在印刷企业生产中具有很大的实用价值,本文所述的印版辊版库采用PentiumⅡ工业控制计算机和相应辅助软件来控制印版辊版库的运作及其管理,印版辊版库的设计与研究主要基于FUZZY理论的堆垛机控制系统及PLC控制的运用,由此来完成货物的入库、出库任务。印版辊版库为立体储存设施空间利用率高,同时实现了印版辊的自动化管理,数据库管理系统会实时记录印版辊存储信息,印版辊版库的使用可有效提高车间生产效率。本文同时介绍印版辊版库设计区别于普通立体仓库的自身特殊性。
概述
印刷机印版辊的存储和使用一直是印刷企业较为重视的问题,不仅要保证印版辊的安全存储(印刷生产对印版辊表面质量的要求极高),同时还要保证更换产品生产时能够及时更换印版辊,满足生产效率的要求。根据企业对车间印刷生产、使用及其他系统联接的要求,印版辊版库通过使用堆垛机完成印版辊的存取,同时工业控制计算机对印版辊版库管理系统中的印版辊数据进行自动记录处理,为版库管理提供必要的记录信息。
印版辊版库作业
印版辊版库设计目的主要为满足印刷车间生产中对印版辊入库、出库作业和存储的要求。
1.印版辊入库作业
对于印版辊的入库,分首次入库和二次入库。印版辊首次入库时,将需要入库的印版辊由人工放置在堆垛机货叉上,操作人员在计算机上输入入库单号并确认入库,印版辊由计算机控制开始进行印版辊首次入库作业流程,操作人员填写的入库单将需要入库的印版辊信息传送给计算机数据控制系统程序,在接受信息命令后数据控制系统程序则根据货位均匀分布、入库就近以及高号数货位入库优先等原则进行印版辊入库的货架地址分配,数据控制系统程序将分配好的印版辊入库货架地址信息及相应操作命令下发给对应的的堆垛机PLC控制器。同时与相应的堆垛机控制器进行通信传递,使堆垛机按循序入库作业命令进行入库作业。在完成首次入库作业后,计算机数据控制系统程序把作业完成与印版辊信息等传送给版库的数据库管理系统,进行印版辊入库的登记并将印版辊信息进行存储。对于印版辊第二次以及以后的入库作业,印版辊货位为特定货架,所以印版辊二次入库可按照首次入库时的入库记录信息回到该印版辊首次入库存放时的货架,印版辊入库作业流程如图1。
2.印版辊出库作业
在印刷机换置生产产品时需要换置相对应的印版辊。印版辊出库时,首先需要操作人员根据印刷机需要生产的产品要求将需要出库的印版辊信息依次输入到计算机控制系统的出库单上,并将出库单信息发送给系统命令程序,系统命令程序接收并读取出库单上需出库印版辊的信息进行库存查询,印版辊出库按巷道内就近出库、各巷道均匀出库、先入先出(FIFO)等原则选择首先出库的货位地址及相应的堆垛机,待程序排出印版辊批量出库命令后,操作人员可根据当时出库作业的特殊要求对出库排序作业命令进行印版辊出库作业的调整,操作人员可根据情况调整印版辊出库循序和各巷道堆垛机的作业次序,操作人员把调整好的印版辊出库作业命令信息逐条传送给对应的堆垛机PLC控制器。堆垛机会对系统程序的出库命令进行指定货位的印版辊进行出库,出库时,堆垛机会将印版辊从货架取出并运送到巷道口的出库平台上,由工作人员将印版辊从堆垛机上取下。堆垛机控制器会根据印版辊货架的位置信息判断需要运行的距离和货架的高度选择合理的运行速度和升降速度。当堆垛机完成一次印版辊出库作业命令后,控制器会向计算机控制系统程序反馈印版辊出库作业完成命令,并申请执行下一个印版辊出库作业,等待计算机控制系统确认并同意进行下一个出库作业命令。计算机控制系统程序接收到堆垛机的作业完成信息后,会向版库的数据库管理系统传递该印版辊的出库完成信息,并确认堆垛机的下一个印版辊出库作业命令。数据库管理系统会对接收到的印版辊出库完成信息进行出库记录,印版辊出库作业流程如图2。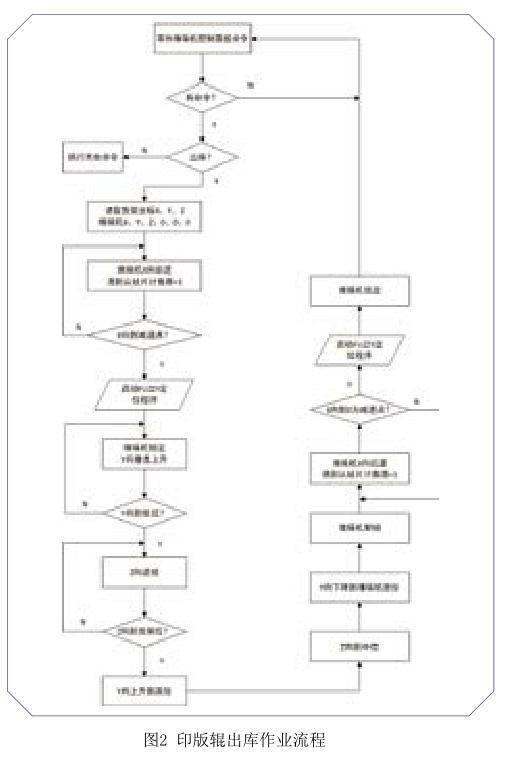
3.废版辊处理
印版辊在使用一定周期后,需要进行报废处理。对于使用寿命到期需要报废的印版辊,需先对废版进行出库作业,然后由操作人员在版库的数据库管理系统上对废版信息进行删除命令,将其全部信息从数据库中永久性删除后,所空出来的货架可由计算机控制系统程序来分配给未来第一次入库的新印版辊。
版库安全系统
计算机控制系统中在对于印版辊入库、出库作业任务运行设有完善的安全运行系统,对进行印版辊入库、出库作业的堆垛机设置相应的保护措施。如果堆垛机在入库、出库过程中发生运行系统故障,堆垛机控制器会及时向计算机控制系统程序反馈运行故障及其故障类别信息,计算机控制系统程序接收到故障信息后会自动发出安全命令使堆垛机PLC控制堆垛机立刻停止运行,在计算机发出安全命令时会同时进行相应故障的报警和对故障进行记录,在操作人员排除故障确认堆垛机可运行之前,计算机控制系统不会向已发生故障的堆垛机分配入库、出库任务的命令。同时,堆垛机控制器也会配有一系列的安全保护措施和故障处理能力,避免因运行故障造成安全事故。
堆垛机的运动定位控制
在堆垛机入库、出库作业中,沿巷道的水平行走以及货叉的垂直升降是作业的重点,印版辊的入库、出库作业需要精确的定位以保证印版辊不受到损伤。同时为了提高入库、出库的作业效率,需要堆垛机有高效、精准的定位。堆垛机结合使用齐偶校验和相对寻址两种方式来进行快速定位,堆垛机上安装有检测装置和认证器(认证器和认证片重合时,为堆垛机正确停止位置),在每个货列靠前位置设置有认证片,当检测装置检测到经过几个货列(认证片),将要达到预定货列时,堆垛机开始进行减速,此后堆垛机低速运行直到堆垛机检测到要求货列的认证片后,堆垛机上认址器与认址片完全重合,堆垛机停止前行,达到要求作业货列位置(例:堆垛机需要对第五货列上货架的印版辊进行入库,当堆垛机检测装置检测到经过第四货列后开始减速,检测到第五货列时停止前行)。本文设计使用雙模FUZZY控制器,构成闭环控制系统,定位时间为5s,定位精度为5mm,堆垛机入库、出库时间存在空载、重载两种状态,考虑到两种状态时堆垛机的惯性,设置了堆垛机空载运动速度和重载运动速度。使用两种运动速度可以避免重载时发生过冲现象或空载时浪费不必要的时间,保证入库、出库作业的效率。
版库数据管理系统
根据现实生产要求,印版辊版库数据管理系统使用在线、离线操作两种操作方式:
1.在线操控
数据库在线操控使用Visual Basic语言和Structured Query Language兩种语言共同完成的,在线操控是控制版库的全自动运行,在线操控可在线填写入库、出库信息;可以进行数据库数据的修改、添加和删除;可以根据货架位置查看印版辊信息,相反也可以根据印版辊信息查询印版辊存放的货架位置。
2.离线操控
数据库的离线操控是在Microsoft Access关系数据库管理系统下进行操控作业的,Access可以组织储存大量的数据信息,方便操作人员进行查询、记录和统计。同时使用Word文字记录和Excel的数据记录系统共同完成离线操控,满足操作人员版库计算机控制系统在单机自动运行或手动运行时进行操控。
印版辊版库设计的特殊性
由于印版辊自身的特殊性,印版辊版库和普通用途的立体库存在差异,特殊性为:
①印版辊的存储使用较为复杂,印版辊在印刷使用后,需二次入库继续存放,当印刷生产需要时再出库,直到印版辊寿命到期需要报废,不同印版辊同周期内因使用次数不同在版库的存放时间也不相同。
②相对于普通用途的立体库,印版辊因自身材质原因和表面质量的要求,对版库内的温度和湿度有特定的要求。
③印版辊作为生产印刷的印品,印版辊表面有清晰的产品图案,为保证印刷产品的质量,印版辊表面不能有任何划碰和破损。
④印刷生产换置新产品,需要换置对应的一批印版辊,在被换置的印版辊入库的同时,还需要对将要使用的印版辊成批出库,这样对印版辊版库的出库效率有较高要求。
因印版辊的特殊性要求,在印版辊版库设计时需要做到以下几点:
①印版辊版库操作系统的设计应简便易学,方便操作人员的使用。
②版库内的电气、湿度和温控系统要满足印版辊的特殊环境。
③堆垛机在入库、出库作业过程中水平移动和垂直升降要匀速,堆垛机的停位要精确,避免印版辊受到划伤或磕碰。
④堆垛机的入库、出库时间应尽可能短,保证印刷生产快速换版,不影响生产效率。
作者单位:陕西金叶印务有限公司
