浅谈油门拉线支架落料模具设计
2020-03-30刘永华李民房洪杰
刘永华,李民,房洪杰
(1.中国机械工程学会,北京 100048;2.烟台南山学院,山东 烟台 265713)
模具是工业生产中的基础工艺设备,是一种高附加值的技术密集型产品,也是高新技术产业的重要领域,其技术水平的高低已成为衡量一个国家制造水平的重要指标。图1为某企业正在生产的油门拉线支架,材质为Q235-A,材料厚度为4.5mm,预计产量为1万件/月,需要设计一套模具满足批量生产。

图1 油门拉线支架零件图
1 工艺分析及方案确定
1.1 工艺分析
该零件属于冲裁件,在冲压工艺性能好、模具设计合理的条件下,冲裁件能够批量生产,从而提高生产效率,节约生产成本。根据图1中零件图的技术参数,对该零件的工艺进行了分析:(1)该冲裁材料为Q235-A是普通碳素结构钢,冲压性能好;(2)零件结构相对较简单,属于简单的落料件;(3)零件周边圆精度要求较高,从经济技术方面考虑拟采用IT9级。
1.2 方案确定
方案的确定要依据改零件的工艺,冲裁件的工艺包括工序、组合、顺序等,合理的冲裁工艺方案,能够提高生产效率,节约成本。因此,进行模具设计前,先确定零件的加工方案,尽可能一次成型,避免工序复杂化。根据图1的零件图,该工件无孔,不需要冲裁,只是一个简单的落料工序就能生产成型,因此,确定该零件生产需要设计一套落料模具,一次冲裁成型,便于机械化操作,生产效率高。
2 凸凹模结构设计及尺寸计算
2.1 凹模结构的设计及轮廓尺寸计算
凹模按结构可分为整体式凹模和组合式凹模(镶拼结构),在该油门拉线支架冲裁模具设计中,选用整体式凹模。整体式凹模广泛应用于冲裁中小型冲压件的模具及尺寸精度要求比较高的模具中,它的特点是:凹模工作刃口强度较高,由于制件厚度达到4.5mm,属于较厚工件,因此,选用下出料方式出料,凹模用螺钉和销钉固定在下模座上,确保安装和拆卸简便,稳定性好。
整体式凹模轮廓尺寸的确定:模具在工作过程中,凹模承受的力有冲裁力和侧向挤压力。因此,凹模的轮廓尺寸要考虑零件的厚度,还要考虑凹模孔口刃壁间距离,一般设计模具时,按照经验公式来确定。
凹模厚(高)度:H=k×S
式中,S为垂直送料方向的凹模刃壁间最大距离(mm);k为系数,考虑板料厚度的影响。
已知S=185.5mm,(根据文献[3],k=0.20~0.24)取k=0.20,代入公式,得:H=0.20×185.5≈ 37mm,H取值45mm,则垂直于送料方向的凹模宽度B=S+(2.5-4.0)H,带入数值得B=185.5+2.5×37=278mm,取B=280mm。
送料方向凹模长度L=S1+2S2
式中,S1为送料方向的凹模刃壁间最大距离(mm);S2为送料方向凹模刃壁至凹模边缘的最小距离(mm);已知S1=55mm,根据文献[3],得S2=55mm,代入公式计算得:L=180mm。
综合各方面因素,考虑到安装、送料的便利,综合各方面因素,取凹模周界B×L=280mm×180mm×45mm。
经设计,凹模的结构示意图2所示。
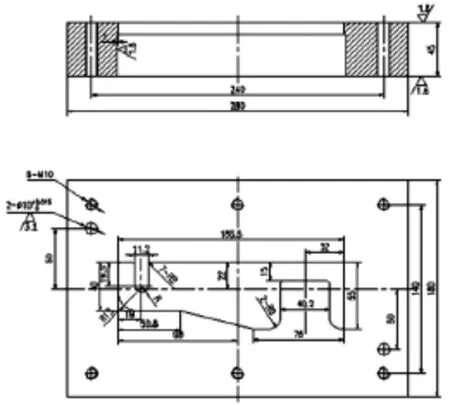
图2 凹模结构示意图
2.2 凸模结构设计及长度计算
凸模高度主要根据模具结构,并考虑修磨、操作安全、装配等需要来确定。当按冲模典型组合标准选用时,则可取标准长度,否则应该进行计算。计算公式如下:
H=h1+h2+h3+h
式中,h1为凸模固定板的厚度(mm),其值取凹模厚度的70%~80%;h2为固定卸料板厚度(mm);h3为导料板厚度(mm);h为增加长度(mm),它包括凸模的修磨量、凸模进入凹模的深度△(0.5mm~1mm,现取1mm)、凸模固定板与卸料板之间的安全距离(一般取10~20mm)等。现取h=20mm。
油门拉线支架模具设计中采用的是卸料板与导料板一体的刚性卸料板,且因为制件厚度较大,刚性卸料板厚度可与凹模厚度一致,所以凸模长度H>h1+h2+h3+h=20mm+25mm+20mm=65mm,取凸模长度为70mm。
经设计,凸模结构示意图3所示。
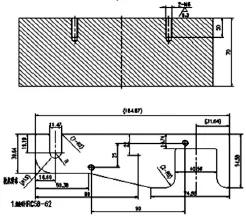
图3 凸模结构示意图
3 模具装配结构设计及分析
3.1 模具其他结构设计与分析
(1)模架结构。模架采用中间导柱模架,这种模架的导柱在模具中间位置,以凹模周界尺寸为依据选座位模架规格。上模座H上模取50mm,上下模垫板厚度H垫取20mm,上下固定板厚度H固取20mm。
(2)导向零件。导柱、导套结构选择滑动导柱导柱导套数量选择两副。导柱d/mm×L/mm分别为φ40×200;φ45×200。导套d/mm×L/mm×D/mm分别为φ40×115×45,φ45×115×60。
(3)支承零件。模具中的支承支持零件有上模座、下模座、模柄、上垫板、下垫板和凸模固定板。
上、下模座:其规格可根据相关资料查得,上模座厚度为50mm,下模座厚度为60mm;周边尺寸根据凹模周边尺寸B×L=180mm×280mm来设计。
模柄:中、小型模具一般都通过模柄将上面固定在压力机滑块上。
选用压入式模柄,其固定段与上模座孔采用H7/m6过渡配合,模柄的尺寸需根据压力机模柄孔尺寸相关数据,选择尺寸为Φ50×75(mm×mm)的压入式模柄。
上、下垫板:在凸模固定板和上模座之间加一块淬硬的垫板,其周边长度为B×L=180mm×280mm,其厚度为20mm。
凸模固定板:选择方形固定板周边长度为B×L=180×280mm,其厚度一般为凹模厚度的60%~80%。凸模固定板与凸模一般为过渡配合(H7/n6或H7/m6),压装后将凸模端面与固定板一起磨平。
3.2 模具工作过程分析
根据图4模具装配图所示,模具工作时,上模与压力机滑块一起做上下运动。在冲裁前,顶料块与凸模、刚性卸料板与凹模一起将材料压紧,上模随滑块继续下行,凸模进入凹模前,导柱已经进入导套,从而保证了在冲裁过程中凸模和凹模之间间隙的均匀性。凸模进入凹模就材料冲下,在上模上行时,通过顶料块将工件从凹模中顶出。
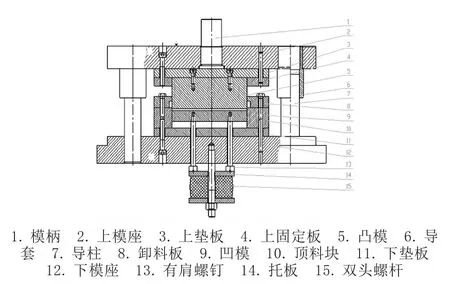
图4
