Q370R钢制4000m3丙烯球罐建造技术
2020-03-30李云福郭春光
李云福 郭春光 王 林
(合肥通用机械研究院有限公司)
随着我国工业的持续快速发展,对丙烯的需求量逐年增加。 为使石油化工装置的经济性持续提高,常温储存丙烯的球形储罐(简称球罐)已趋于大型化、高参数方向发展。 近年来,基于材料技术、焊接技术、制造和安装技术的不断发展进步,国内对大型球罐的国产化能力有了极大的提高。笔者就Q370R 钢制4 000m3丙烯球罐建造技术进行了简要介绍。
1 球罐的概况
球罐本体采用 Q370R 钢板制造[1],主要设计参数如下:
公称容积 4 000m3
球罐内径 19 700mm
设计压力 2.16MPa
设计温度 -20/50℃
腐蚀裕量 1.5mm
装量系数 0.9
储存介质 丙烯
介质密度 575kg/m3
防震烈度 7 度(0.10g、第 1 组)
场地土类别 Ⅱ类
基本风压 400Pa
地面粗糙度 B 类
基本雪压 350Pa
球罐为四带十二支柱(62 块瓣片)混合式结构,分带角为赤道带 50°、温带 40°、极带 5×18°,纵环焊缝总长637 105mm, 球壳板名义厚度56mm,总体结构如图1 所示。 设计、 建造遵循 TSG R0004—2009 《固定式压力容器安全技术监察规程》[2],JB 4732—1995 (2005 年确认)《钢制压力容器——分析设计标准》[3],GB 12337—2014《钢制球形储罐》[4],GB 50094—2010《球形储罐施工及验收规范》[5]。 球壳板数量少、材料利用率高、能节省较多焊接材料、降低焊接工作量和产生缺陷的概率,提高球罐安全可靠性,维护、检修方便。

图1 球罐总体结构示意图
2 球罐本体建造材料
2.1 钢板
Q370R 钢板交货状态为正火, 强度较高、冲击韧性好、焊接性能稳定,是近年来球罐建造使用最为普遍的材料,较高强度调质钢板,具有更好的抗H2S 应力腐蚀能力。
按设计技术要求, 钢板应进行力学性能复验,抗拉强度 Rm不小于 520~620MPa、-20℃冲击吸收能量KV2≥67J、并增加在1/2 板厚取样冲击试验KV2≥60J。 62 块钢板100%复验结果为Rm最低548MPa、最高612MPa,-20℃按标准取样冲击吸收能量 KV2最低 176J、最高 252J,-20℃在1/2 板厚取样时 KV2最低 108J、最高 127J。
2.2 锻件
Q370R 钢板按分析设计,配套锻件为20Mn-MoD[6],供货状态为调质。 按设计技术要求,锻件应进行力学性能复验, 抗拉强度Rm不小于530~700MPa、-40℃冲击吸收能量 KV2≥60J。 锻件100%复验结果为Rm最低543MPa、最高625MPa,-40℃时 KV2最低 106J、最高 131J。
2.3 焊条
采用与Q370R 相匹配的J557R 高韧性低氢型焊条。 按设计技术要求,焊条应进行力学性能和熔敷金属扩散氢含量([H])的测定复验,抗拉强度 Rm不小于 530~650MPa、-40℃冲击吸收能量 KV2≥60J,按 GB/T 3965—2012[7]水银法测定,[H]≤7.0mL/100g。 焊条规格为 φ4.0mm,按批复验结果为 Rm最低 550MPa、 最高 597MPa,-40℃时KV2最低 88J、最高 105J,[H]最低 5.3mL/100g、最高6.4mL/100g。
3 现场安装组焊
3.1 球壳板坡口
球壳板坡口按设计要求为不对称的X 形(图2),外侧焊接环境相对较好,外侧焊接工作量也相对较大,制造单位火焰切割后坡口表面采用砂轮打磨出金属光泽, 彻底清除坡口熔渣与氧化皮,经 100%磁粉检测[8],Ⅰ级合格,并涂上可焊性涂料。

图2 球壳坡口型式和尺寸示意图
3.2 球壳板现场验收
为避免组装后出现问题,影响工期,造成不必要的经济损失,球罐安装前,现场严格按设计图样和设计技术要求对球壳板曲率、 几何尺寸、坡口表面质量、球壳板厚度和超声检测[9]进行检测,结果均满足设计技术要求。
3.3 球罐组装技术
组装工艺和组装后瓣片之间间隙精度是保证球罐组焊质量的前提。 本项目球罐组装采用分片散装法,其优点是效率高、速度快、组装应力小。 组装时,上极带和上温带采用外部组装方式,赤道带和下极带采用内部组装方式,使用脊背式工卡具调整球壳板的间隙和错边量,点焊固定后工卡具可起到防止焊后变形的作用。 组装后几何尺寸检测结果见表1。

表1 球罐组装后几何尺寸检测结果 mm
3.4 焊接工艺评定
按 NB/T 47014—2011[9]标准相关规定,对厚度56mm 的Q370R 钢板分别进行立焊、横焊、平+仰焊3 种位置的焊接工艺评定,评定合格后的工艺参数为焊条直径4.0mm,平焊、横焊焊接电流140~180A,立焊、仰焊焊接电流130~160A。 不同焊接位置下的焊接线能量见表2。
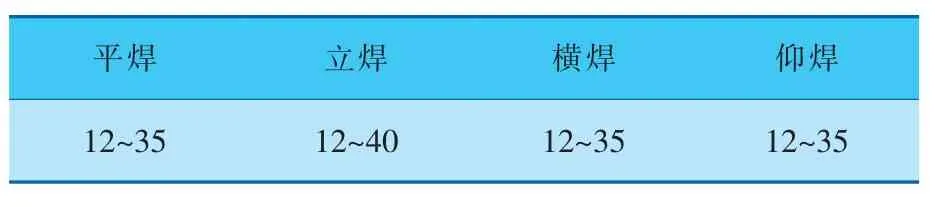
表2 各种位置下的焊接线能量 kJ/cm
3.5 球壳板焊接顺序
为使球罐焊接有利于减少焊接变形和残余应力,焊接时安排12 名焊工同步对称施焊,各焊工的焊接速度力求一致。 施焊顺序为先焊纵缝后焊环缝,外部焊缝全部焊完后,进行内部清根,并经渗透检测[9]合格后再焊内部焊缝;极板的纵焊缝从中间向两边焊。 具体焊接顺序为:赤道带纵缝外侧、温带纵缝外侧、上极带纵缝外侧、下极带纵缝外侧、上环缝(大小两条)外侧、下环缝外侧、赤道带纵缝内侧、温带纵缝内侧、上极带纵缝内侧、下极带纵缝内侧、上环缝内侧、下环缝内侧。
3.6 球壳板施焊要点
控制焊前预热温度、焊接层间温度及焊后消氢处理等措施以避免焊接冷裂纹的产生。 按设计技术要求:预热温度不低于100℃;层间温度不低于焊前预热温度; 消氢处理, 后热温度 200~250℃、保温1h,使扩散氢充分溢出。 焊工应严格按焊接工艺规范进行,不得在非焊接位置任意起弧或息弧。 焊道终端应将弧坑填满,每一层焊道焊完后,应将焊渣清除干净,并采用砂轮将焊瘤打磨至与焊层齐平后,方可进行下一层焊道的焊接,每一焊道宽度不大于16mm(焊条焊芯φ4mm的4 倍),每一层焊道的厚度不超过3.5mm,并对质量进行跟踪检测,及时纠偏和记录。 多层焊各层间的接头错开50mm 以上。 外侧焊接后采用碳弧气刨法清焊根时,进行不低于100℃预热,刨槽宽窄均匀呈U 形,彻底清除缺陷和定位焊,并渗透检测[8]Ⅰ级合格后方可进行内侧施焊。
3.7 焊缝表面的形状尺寸及外观要求
按设计技术要求, 焊缝表面不得有裂纹、咬边、气孔、弧坑及夹渣等缺陷,且不得保留熔渣与飞溅物。 焊缝表面须采用砂轮打磨消除焊波;球罐焊缝余高应严格控制,焊缝表面须磨平;具体操作时,焊缝外表面焊缝余高为0.0~1.5mm、内表面焊缝余高为0.0~0.5mm,并不低于母材;对接焊缝打磨至与母材圆滑过渡,表面不得有急剧的形状变化,角焊缝与母材呈凹面圆滑过渡。
3.8 焊后球罐几何尺寸检测
焊缝内外表面采用砂轮打磨消除焊波,严格控制焊缝余高,打磨至与母材圆滑过渡。 对焊后几何尺寸和外观质量进行全面检测, 实测结果(表3)满足设计技术要求。

表3 球罐组焊后几何尺寸实测值 mm
4 焊后无损检测
按设计技术要求,焊缝表面的形状尺寸及外观检查合格后,方可进行无损检测。 从事无损检测的人员,需持有有效期内相应类别的“特种设备检验检测人员合格证”, 无损检测应在焊接结束 24h 后进行。 按照 JB 4732—1995 (2005 年确认)[3]要求,无损检测必须由持有相应类别的Ⅱ级或Ⅲ级资格证的人员担任。
球壳对接接头焊后 (整体热处理前) 进行100%衍射时差法超声检测 (TOFD), 按 NB/T 47013.10—2010[10]标准Ⅱ级合格;再进行 100%超声检测, 技术等级不低于 B 级, 按 JB/T 4730.3—2005[8]标准 I 级合格;球罐整体热处理前和水压试验后,分别对制造和安装过程中球壳板上的所有焊接部位 (包括球壳板对接焊缝的内、外表面、与球壳板焊接形成的角焊缝、工卡具清除后的焊迹部位及其热影响区) 进行表面100%的磁粉检测 (内表面应采用荧光磁粉), 按JB/T 4730.4—2005[8]标准Ⅰ级合格。
5 整体热处理技术
焊后整体热处理是为了消除球罐组装和焊接的残余应力, 改善焊接接头和热影响区的组织和性能,降低硬度、提高塑性和韧性,进一步释放焊缝中的有害气体,防止焊缝的氢脆和裂纹的产生。
现场采用内燃法进行球罐整体热处理,按设计技术要求,热处理温度为610℃±15℃、恒温时间2.5h。 温度处于400℃以上时,升降温速度宜控制在 50~80℃/h 和 30~50℃/h; 温度达到 400℃以下时方可自然冷却。 整体热处理工艺曲线示意如图3 所示。 共布置测温点61 个(含产品焊接试板3 块3 个点),基本均匀布置,间距不超过4.5m,距人孔和球壳板焊缝边缘200mm 以内及3 块产品焊接试板上均设置测温点。 实际热处理温度控制为596~625℃, 在400℃以上升降温过程中,相邻两测温点的温差均小于112℃, 满足不大于130℃的设计技术要求; 保温层外表温度最高53℃,满足不高于60℃设计技术要求。 热处理过程中,升温膨胀支柱向外移动,降温收缩支柱向内移动, 热处理过程温度每变化100℃调整一次支柱底板位移约14mm。

图3 整体热处理工艺曲线
6 产品焊接试板
焊工由安装单位的检验部门指定,采用与施焊球壳板时相同的条件和焊接工艺。 试板焊后焊缝应经外观检查合格后,再经 100% TOFD 检测[10]和 100%磁粉检测[9]合格,并与球罐一起进行整体热处理。 试板的拉伸和弯曲试验的试样制备、试验方法等按 NB/T 47016—2011[11]标准规定。试验数据见表4,满足设计技术要求(-20℃冲击吸收能量平均值大于34J)。

表4 产品焊接试板的力学性能和弯曲性能
7 水压试验和气密性试验
球罐整体热处理后,按 GB 50094—2010[5]依次进行水压试验和气密性试验。 水压试验过程中检查无泄漏,无可见变形,无异常响声,结果为合格;气密性试验过程中检查无泄漏,结果为合格。
球罐在充放水过程中, 进行基础沉降观察,每个支柱基础测量了沉降量。 放水后,实测基础沉降差不大于5mm(允差为不大于12mm),相邻支柱沉降差最大为1mm(允差不大于2mm)。
8 结束语
介绍了Q370R 钢制4 000m3丙烯球罐总体结构及建造过程中关键质量控制点,严格按设计技术要求和相关标准要求实施产品的制造及现场安装作业,确保球罐的质量达到设计技术要求和应遵循标准要求,保证球罐产品的高质量。 该项目丙烯球罐交付使用至今运行良好,保障了企业的正常生产。