SK85 热轧卷板头部拉窄原因分析及改进
2020-03-29朱永宽李利利徐细华
李 磊,朱永宽,李利利,徐细华
(新钢热连轧厂,江西 新余 338001)
近期客户反映优钢SK85 热卷坯料宽度精度控制不稳定,有时存在头、尾宽度拉窄现象,头、尾部宽度波动大,严重影响客户使用。我们加强技术研究,从原料加热、粗轧宽度控制、精轧负荷分配和活套控制、张力控制和温度控制多个方面查找原因,提出头部拉窄的控制措施,加强宽度精度控制,提高产品质量。
1 热轧SK85生产头部拉窄现象和产生机理
热轧带钢事故SK85 在精轧生产的过程中,由于SK85 含碳量高,在加热、粗轧、精轧轧制时,对温度的敏感性特别大,轧制稳定性差,另外中高碳钢在控制轧制时断面收缩率比普通钢材轧制要大如图1,含碳量越大,断面收缩率越大[1]。在精轧过程中,由于轧制头部穿带,连轧机架的秒流量匹配需要连轧机架间保留的微张力作用而产生拉钢,使带钢头部10m ~50m 出现拉窄现象如图2。
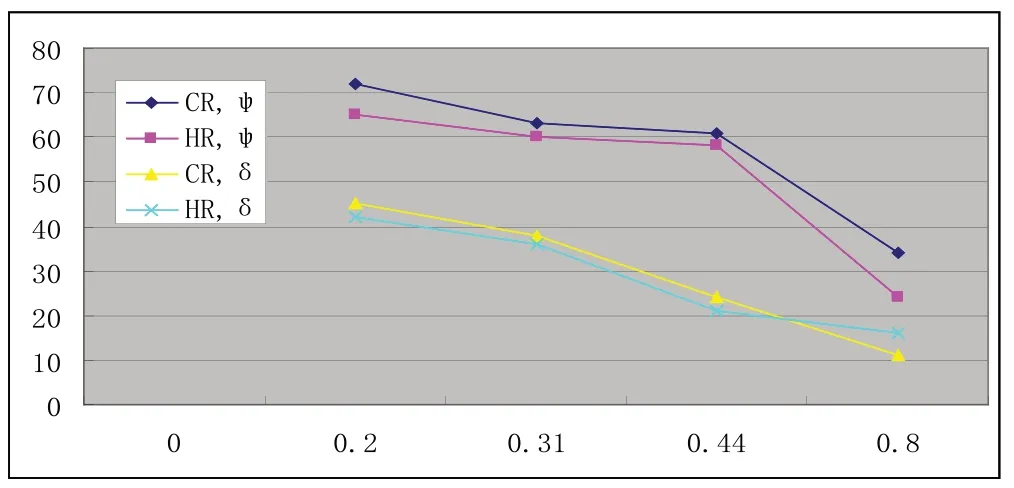
图1 含碳量对控制轧制(CR)和普通材轧制(HR)对性能(伸长率和断面收缩率)的影响
2 热卷SK85头部拉窄的原因
2.1 带钢头部拉窄主要原因
在连轧过程中,带钢头部主要是因为穿带失稳,轧制机架间张力的变化,使带钢在张力作用下拉窄。
2.2 带钢在轧制过程出F7 对中线所延伸出来的问题
2.2.1 对照国际标准:带钢出精轧机头尾失控长度标准
带钢头部镰刀弯或者跑偏长度在30m 以内,跑偏量小于30mm;带钢的尾部镰刀弯或跑偏量10m 以内,跑偏量小于30mm。
2.2.2 带钢在精轧机的跑偏失控引发的问题
恐怕许多钢厂把这些都忘记了吧,到操作台上对这些监控画面关注极少。这是热连轧机目前在国内论文及教科书上是空白,监控和识别是当前最现代化的创新核心技术;高端的自动化系统的维护,不是更换极限或者扫扫灰尘[2],更高端的维护是自动化的功能维护和优化;当前国内几乎所有的产线,该项功能自开工验收以后,基本已经被封锁,极少关注。
2.2.3 热轧带钢出F7 跑偏状况的说明
实际真实情况是怎样的呢?请看实例1:2.5×1250mm 优质中高碳钢SK85 轧制时的曲线。

图2 轧制SK85 带钢轧制中心线偏离情况
当带钢头部镰刀弯或跑偏量90mm,带钢头部在卷取机咬钢以后才回到中心线附近,带钢头部失控长度160m;当带钢的尾部镰刀弯70mm,带钢尾部失控长度大约80m;这些跑偏的带钢楔形、板形可能都会存在问题,有些高端产品则不能接受,需切除才能交货,这会该产险带来大量的成本损失。
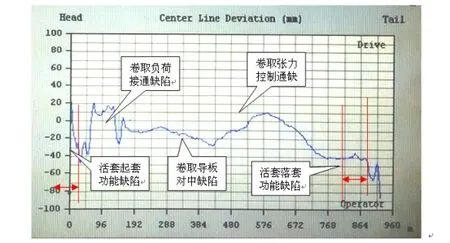
图3 带钢SK85 中心线偏差和操作控制情况
2.2.4 带钢头部跑偏于轧制参数和轧制模型控制关系
带钢头部失控长度缺陷:反映出精轧厚度模型设定偏差较大,导致带钢在穿带过程出现秒流量误差,反映是活套起套建立张力过程出在较多的失控现象,观察显示带钢头部失控长度达80m;卷取机咬钢负荷建立功能缺陷,导致带钢在150 米左右出现明显的厚度、宽度的拉窄,严重是会影响产品质量,该现象在其他钢厂带钢轧机同样存在;带钢在卷取建张以后带钢位置偏离中心线15mm ~20mm,可能来自卷取侧导板标定偏差[3];卷取建张以后张力控制不稳定,带出的是带钢随着张力的波动而跑偏,较好的状况图2 中部好于图3;小套控制过程功能缺陷,导致带钢尾部失控长度较长,该功能缺陷导致带钢尾部长度失控达150m,该现象可能导致更多的甩尾;可以将在精轧机穿带过程的建立张力的过程,一直到完成建张过程的临界点,作为分界点,分别分为头部穿带过程的失控区、张力稳态区以及尾部抛钢过程的失控区;将穿带过程的头部失控区域等分成七个部分,各个分布的跑偏状况分别对应到七个轧机的跑偏趋势,穿带过程造成的头部跑偏所对应的机架从开始到结束,分别对应到F7、F6、……、F1;将抛钢过程的尾部区域等分成七个部分,各个部分可以分别对应精轧机F1、F2、……、F7 的跑偏状况;根据各个机架的跑偏状况,可以较好地判断轧机的跑偏,在过程实际带钢在穿带或者抛钢过程的观察,进一步地验证带钢跑偏状况[4],这样可以更加有效地调整和纠正带钢的跑偏。
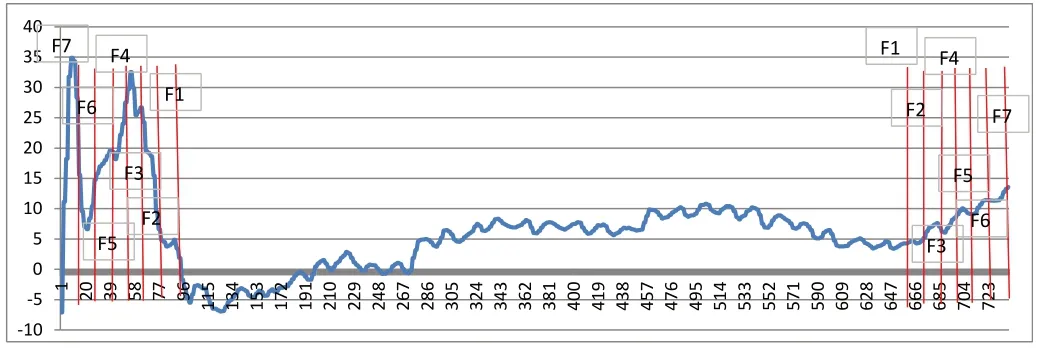
图4 各个机架对带钢SK85 轧制宽度的影响
3 热卷SK85头部拉窄防止措施
(1)合理控制中间坯宽度和粗轧立辊短行程控制。
(2)合理分配精轧机负荷和张力参数,动态调整参数以及引入自学习和反馈控制。
(3)根据不同的厚度和宽度,细化开轧终轧温度参数,保证轧制稳定和客户使用要求。
(4)“自稳”与“失稳”控制。
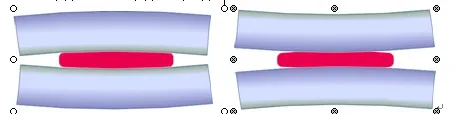
图5 带钢在轧机中自稳与失稳情况
带钢在出现中浪趋势时,出现失稳现象,一旦失去活套张力,带钢会出现跑偏现象,严重时会造成废钢,因此在轧制极限规格时,严禁中浪(见上图5);出现带钢中浪时,带钢的头部极易出现撞击、上漂、折叠等问题可能导致废钢。
(5)带钢的楔形与带钢的对中特性。
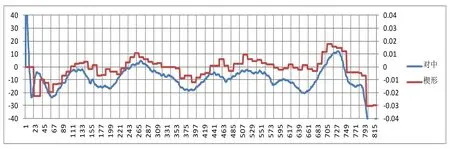
图6 SK85 带钢在精轧机出口的楔形与带钢中心线的关系
上图6 是实际两侧精轧机的楔形与带钢对中曲线的关系,测试结果显示,即使带钢出现0.03mm 的楔形时,带钢的对中偏移量达到30mm,可见楔形的出现可能导致带钢的跑偏重要因素。
4 结论
(1)带钢的头部拉窄与带钢在精轧机架中跑偏失控关系很大,带钢头部失控长度缺陷:反映出精轧厚度模型设定偏差较大,导致带钢在穿带过程出现秒流量误差,反映是活套起套建立张力过程出在较多的失控现象。
(2)合理控制中间坯宽度和粗轧立辊短行程控制、合理分配精轧机负荷和张力参数,动态调整参数以及引入自学习和反馈控制、通过“自稳”与“失稳”控制.
调整活套张力等措施可以明显地减少带钢头尾的失控长度,改善带钢的轧制稳定性。
