多相喷涂制作毡体的实验与数值模拟研究
2020-03-28贾礼州朱立平余晓叶文建张建军袁竹林
贾礼州 朱立平 余晓 叶文建 张建军 袁竹林*
1 东南大学能源与环境学院
2 中材科技膜材料公司
0 引言
纤维毡作为一种常见的保温隔热材料,在使用过程中可减少大量能源消耗[1]。纤维毡的生产过程可以概括为:将纤维浆液倒入底部设有滤网的成型容器中[2],浆液中的单丝纤维在滤网表面沉淀,随着水分的流失,纤维相互缠绕打结形成毡体[3]。此方法生产毡体效率较低,个体的均匀性差异较大,性能难以保证。
有鉴于此,本文提出一种采用雾化器喷洒纤维浆液到滤网表面制作毡体的方法。该方法可通过控制喷洒量调节毡体尺寸,通过控制雾化器位置调节喷洒范围。本文采用实验方法验证雾化器喷洒纤维浆液制作毡体方法可行性,采用实验与模拟结合的方法探究雾化器高度、雾化角两个重要参数对喷洒浆液分布的影响,并通过探究雾化器的移动规律获得均匀性良好的毡体。
1 喷浆制毡方法实验研究
建立实验装置,采用实验方法验证雾化器喷洒浆液制作毡体方法可行性。在不同实验参数下制作毡体,分析雾化器高度,雾化器雾化角对毡体均匀性的影响。
1.1 实验装置
本实验中,浆液雾化方式采用压力雾化,以避免流道堵塞,增加实验可操作性。喷浆制毡实验方案(图1)为:
1)由空压机输出压缩空气,提供浆液喷洒所需要的动力,在空压机出口处设置压力计实时监控压力值,并根据实验具体需求调节压力供给。
2)将纤维浆液预置在一封闭性良好的压力容器中。压力容器设置上下两个接口,上接口与空压机相连,接收压缩空气,下接口与雾化器管道相连,浆液在压力作用下通过此接口输送到雾化器。
3)纤维浆液由雾化器喷洒到滤网表面,单丝纤维在滤网表面相互缠绕打结形成毡体,为增加滤网表面的液、固分离作用,在滤网下方增设真空抽吸装置。

图1 实验设计方案
本次实验中,虽然纤维浆液混合均匀,但由于单丝纤维易相互缠绕打结,浆液流经细窄通道时容易发生堵塞。因此选择一个通径较大,内部流动性好的雾化器非常重要。
旋流雾化器的内部两个S 形叶片可形成较大的流动通道,可最大程度上避免流道堵塞,且具有较高的喷洒均匀性[4]。
1.2 可行性实验
实验设备(图2)组装调试完毕后,准备实验材料进行可行性实验。雾化器位置固定,可行性实验的参数为:
1)纤维浆液浓度28%,搅拌至充分均匀;
2)雾化器高度30 cm;
3)雾化压力0.4MPa;
4)雾化器雾化角90°。

图2 实验设备图
实验过程中,空压机持续为压力容器增压,保持容器内部压力保持0.4 MPa。
实验过程中,由于滤网位于方形容器底部,容器的四壁限制了浆液的喷洒,喷洒在容器四壁上的纤维浆液流向底部,使毡体四周纤维产生堆积现象。在分析得到的毡体情况时可进行切除。
通过测试,雾化器喷洒浆液方法制作的毡体样本(图3)表面光洁平整,上下层面结构连续性良好,断面强度符合标准,没有出现纤维间难以缠绕交挂、难以结成毡体的现象。验证了喷浆制毡工艺的可行性。

图3 雾化器喷浆方法制作的毡体
1.3 实验研究雾化器高度、雾化角对毡体均匀性影响
雾化器喷洒浆液制作毡体的方法中,雾化器距离滤网的高度,雾化器雾化角两个参数(表1)对制作毡体的均匀性有着重要的影响。为探究影响规律,本实验选用市面上常用的雾化角为30°,60°,90°的雾化器进行探究。

表1 实验参数
此次实验共制作出五个毡体样本,测算每个毡体样本中心线处的厚度分布情况。
雾化角为60°的雾化器在不同高度喷洒得到的毡体厚度分布情况(图4):

图4 雾化器高度实验的毡体厚度分布
可以看到,旋流雾化器喷洒纤维浆液制作的毡体厚度分布,都有中部区域较薄,四周区域较厚的特点。且随着雾化器高度的增加,毡体的均匀度逐渐降低。
不同雾化角雾化器在30 cm 高度制作的毡体厚度分布情况(图5):
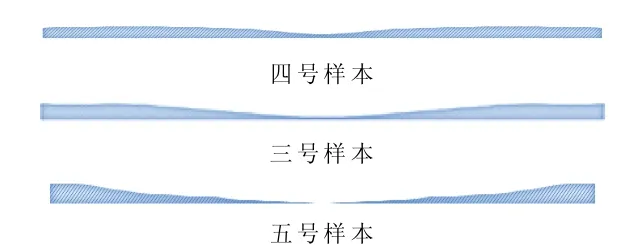
图5 雾化器雾化角实验的毡体厚度分布
可以看到,随着雾化器雾化角度的增加,毡体的均匀度逐渐减低。
1.4 实验结果分析
根据喷浆制毡方法的可行性实验,雾化器高度、雾化角对毡体均匀性影响实验,可得到以下结论:
1)采用雾化器喷洒浆液制作毡体的方法可行性的。该方法得到的毡体样本表面光洁平整,上下层面结构连续性良好。经测试,与现有工业生产方法制作的毡体相比,喷浆制毡方法制作的毡体断裂强度提高5.2%~6.4%,毡体透气率提高8%左右。
2)旋流雾化器喷洒浆液制作的毡体,存在中部区域较薄,四周区域较厚的均匀性问题。且对于同型号雾化器而言,在其他参数保持不变时,雾化器高度的越高,得到的毡体越不均匀。雾化器雾化角度的越大,得到的毡体越不均匀。
为解决喷浆制毡工艺毡体不均匀的问题,首先,可进一步探究雾化器高度,雾化角对毡体均匀性影响,用毡体厚度分布方差表征毡体均匀性,得到毡体厚度分布方差与雾化器高度,雾化器雾化角之间的关系式。其次,探索不同雾化角雾化器在喷浆过程中的移动规律,使浆液交替重复喷洒毡体不均匀的区域,制作出均匀性良好的毡体。
单纯由实验过程探索雾化器高度,雾化器雾化角对制作毡体均匀性的影响,以及探究市面常用雾化角雾化器在喷洒过程中合理的移动规律,所涉及的工作量巨大,且由于实验误差的存在,难以做到实验数据精确。因此本文采用实验和数值模拟结合的技术路线,建立喷浆制毡数值模拟平台,探索制作均匀毡体方法。
2 喷浆制毡方法数值模拟研究
利用Fluent 软件中压力-旋流雾化器模型进行雾化器喷浆模拟,将雾化后的浆液作为离散型颗粒处理[5],对旋流雾化器的高度,雾化角对制作毡体均匀性的影响进一步研究。建立雾化器移动喷浆制毡模拟平台,探究利用雾化器移动制作均匀性良好的毡体。
2.1 喷浆制毡模拟的实验验证
根据实验中使用的旋流雾化器参数,设置压力-旋流雾化器模型的初始数据。建立尺寸为1000 mm×1000 mm×800 mm 的立方体物理模型并划分结构网格,设定立方体底面为滤网表面,立方体四个侧面为容器壁面,雾化器位置在底面中心点的上部。模拟喷洒制作平均厚度为1 cm 的毡体。
首先对压力-旋流雾化器模型喷洒浆液的分布特性[6]与实际实验中的浆液分布情况(图6)进行对比分析,验证数值模拟的准确性。模拟雾化角为60°的雾化器在距离滤网高度为30 cm 的喷洒情况(图7)。

图6 模拟浆液喷洒情况

图7 滤网处毡体厚度分布云图
绘制实验方法和数值模拟方法得到的毡体厚度分布曲线(图8),可以看到两条曲线走向基本一致,实验毡体样本方差为0.210289,数值模拟毡体样本方差为0.299261,两组厚度分布数据的相关性系数达到0.92651。模拟结果与实验结果基本一致,数值模拟结果准确,可以进行进一步研究。

图8 实验与模拟方法得到的毡体样本厚度分布对比
2.2 雾化器高度,雾化角对毡体均匀性的影响
探究雾化器高度对喷洒均匀性的影响。由实验中的结论得知,雾化角小的雾化器有较高的喷洒均匀性,选用30°雾化角雾化器,在10 cm,20 cm,30 cm,40 cm,50 cm 的高度上进行模拟喷洒。统计滤网处浆液浓度分布情况(图9):

图9 毡体厚度分布曲线
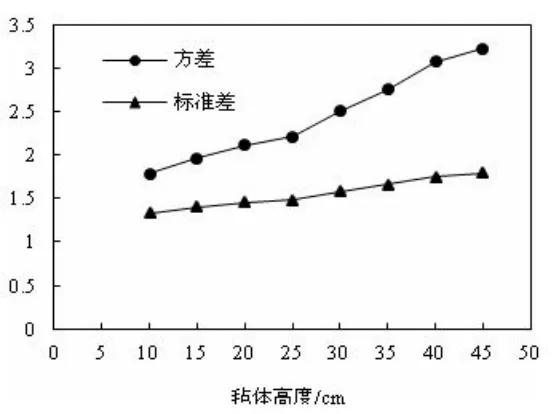
图10 不同雾化器高度下毡体厚度分布方差和标准差
每条浓度分布曲线的两个浓度高峰之间的区域为喷洒有效区。比较五条浆液浓度分布曲线,雾化器高度越高,有效区内浆液浓度差别越大,均匀度越低,与实验结论一致。继续对雾化器在高度15 cm、25 cm、35 cm、45 cm 进行喷洒模拟,以标准差和方差表示毡体均匀度(图10)。
毡体厚度分布方差与雾化器高度之间符合的关系式可以用式(1)描述

式中:D 为方差;h 为高度,m。
探究雾化器雾化角对喷洒均匀性的影响,对雾化角为30°、45°、60°、75°、90°的雾化器在30 cm 高度下喷洒模拟,得到的不同雾化角下雾化器喷洒的毡体均匀度曲线(图11)。

图11 不同雾化角下毡体厚度分布方差和标准差
毡体厚度分布方差与雾化角之间关系式可用式(2)描述

式中:D 为方差;α 为雾化角,°。
2.3 制作均匀毡体的雾化器移动规律
为制作出均匀性良好,厚度分布方差小于0.05 的1 cm 厚毡体,可使雾化器移动,浆液交替重复喷洒不均匀区域,弥补浆液喷洒的不均匀性。建立雾化器移动喷浆制毡数值模拟平台,探究雾化角不同的雾化器的制作均匀性良好毡体的移动规律。
由于雾化后的浆液呈液滴状,作为离散相分布在空气中,因此可近似为球形颗粒处理。通过实验测算雾化器出口的浆液浓度场和速度场,作为液滴初始位置和初始速度设定依据,不同时刻的颗粒初始位置是雾化器移动速度的函数。其次,采用拉格朗日方法计算跟踪离散雾化液滴。用直接模拟蒙特卡洛(DSMC)方法计算离散液滴相,以一定量的取样颗粒代替数量庞大的真实颗粒,通过跟踪计算每一个取样颗粒求解离散相雾化颗粒场[7]。当颗粒下落到设定高度时,被认为与滤网接触,颗粒动量衰减到零。颗粒下落结束后,滤网上划分的网格可定位每个颗粒的坐标,统计各网格中的颗粒数量及整体喷洒区域颗粒浓度分布后,得到颗粒在滤网上的分布方差。
颗粒运动主要受重力,曳力的影响。涉及的数学模型有:
力平衡方程:

FD(u-uP)为颗粒的单位质量曳力,其中:

式中:u 为流体相速度,m/s;up为颗粒速度,m/s;μ 为流体动力粘度,N·s/m2;ρ 为流体密度,kg/m3;ρp为颗粒密度,kg/m3;dp为颗粒直径,m;Re 为相对雷诺数;CD为曳力系数。
液滴在不同时间微元段内的位置为:

式中:S 为液滴位置。
雾化器移动喷浆制毡模拟平台建立完毕后,对市面上常见的雾化角为30°,60°,90°的雾化器在30 cm高度以不同移动速度喷洒浆液颗粒,并统计喷洒区域的颗粒分布方差(图12)。

图12 颗粒分布方差与雾化器移动速度关系

图13 不同雾化角的上限速度
经分析,喷洒浆液颗粒分布的方差随着雾化器移动速度的增加而增大,并到达一定值后增长幅度放缓。雾化角为30°,60°,90°的雾化器制作方差小于0.05的毡体,雾化器移动速度要分别小于0.05 m/s,0.02 m/s,0.01 m/s。
由图13 可以看到,制作厚度分布方差小于0.05的毡体,不同雾化角的雾化器有一定上限移动速度,对更多不同雾化角雾化器进行喷洒模拟。由此得到此上限速度Vmax与雾化角α 之间的关系为:

3 结论
本文通过对喷浆制毡工艺的可行性实验研究,雾化器高度,雾化角对毡体均匀性影响研究以及雾化器移动喷洒制作均匀毡体的研究,获得以下结论:
1)雾化器喷洒浆液制作毡体的方法是可行的。制作的毡体表面光洁平整,上下层面结构连续性良好。
2)雾化器高度对毡体均匀性的影响:对于同类型雾化器来说,其喷嘴高度越高,毡体中心区相对越薄,不均匀性越显著,毡体厚度分布方差与30°雾化角雾化器高度之间关系式:D=-0.0025h4+0.0421h3-0.2272h2+0.6138h+1.3555。其他雾化角雾化器高度与毡体厚度分布方差的关系,也可按同样方法求得。
3)雾化器雾化角对毡体均匀性的影响:对于同类型雾化器来说,其雾化角度越大,毡体中心区域与周围区域浆液浓度差越大,不均匀性越显著,毡体均匀度方差与30 cm 高度喷洒的雾化器的雾化角之间关系式:D=-0.0018α5+0.04α4-0.2987α3+0.98α2-1.1297α+2.3985。
4)喷浆制毡方法可以制作出均匀性良好的毡体。不同雾化角的雾化器移动速度小于其上限速度时,即可制造方差小于0.05 的1 cm 厚毡体。此上限速度与在高度30 cm 喷洒的雾化器的雾化角之间的关系为:Vmax=0.000002α3-0.000211α2+0.01072α-0.008。