三边型面连接在连续采煤机上的应用
2020-03-26张小峰
张小峰
(中国煤炭科工集团 太原研究院有限公司, 山西 太原 030006)
0 引言
三边型面连接也称等厚形三面型面连接,属无键连接,是轮毂与轴沿光滑非圆表面接触而构成的连接,具有拆装方便、自动定心、抗振性好、疲劳强度高、传动精度高等优点。在相同直径情况下,三边型面连接剪切强度是渐开线花键的2倍,疲劳寿命高35%左右。该连接方式非常适用于空间受限、传递扭矩大,可靠性高的场合,在国外许多重型设备上已广泛运用,德国已制定相关标准。
由于加工制造、检验检测等方面的原因,我国机械行业未重点关注三边型面连接的应用。随着我国煤机装备水平的不断发展,高端煤机需要传动减速器的功率体积比越来越大,三边型面连接的优势逐渐显现。我国首台连续采煤机的研制过程中,技术人员通过技术攻关,成功在截割减速器上箱体和下箱体的连接上运用了三边型面连接(图1),提高了上、下箱之间连接安装的便利性和可靠性。

图1 连续采煤机截割减速器三边型面连接结构
1 结构设计
1.1 曲线设计
三边型面连接廓形曲线为等值三边曲线,按图2所示的坐标可建立三边型面连接的参数方程如式(1):
3e1sin(3φ)cosφ
(1)
式中:d1为等距直径,mm;d2为最大直径,mm;d3为最小直径,mm;e1为偏心量,mm。
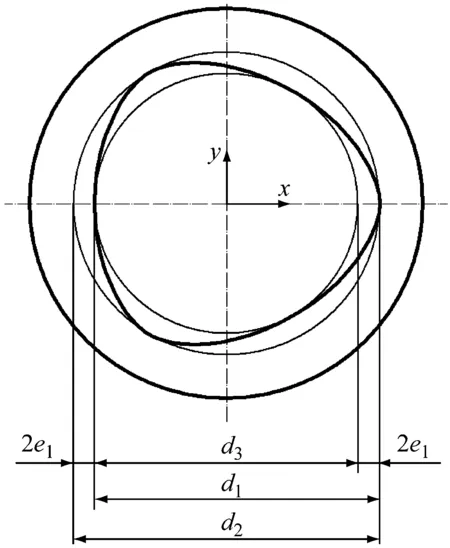
图2 三边型面连接廓形
我国目前尚未制定三边型面连接的相关标准,设计时可参考选用表1中提供的DIN32712的数据。表1数据不满足要求时,可按插值法选取参数值。
连续采煤机截割减速器上箱体和下箱体之间的连接筋宽度仅为80 mm,故选择d1为60的一组数据进行设计,代入式(1)可得式(2),利用二维设计软件中的公式曲线功能可绘制精确的二维图形。

6.75sin(3φ)cosφ
(2)
1.2 结合长度设计
三边型面连接主要失效表现为工作面压溃或磨损,其强度计算一般按挤压强度计算,其工作面的最大压强应满足式(3):
(3)
式中:T为传递的转矩,N·mm;lt为结合长度,mm。
传动轴单向旋转,静载荷pΡ=1.1p0,轻冲击pΡ=1.0p0,较大冲击pΡ=0.75p0;传动轴双向旋转,轻冲击pΡ=0.6p0,较大冲击pΡ=0.45p0。p0为基本压强,钢和铸钢p0=150 MPa,钢件淬火后p0=200 MPa。

表1 三边型面连接参数值 mm
连续采煤机截割减速器三边型面连接处为单向传动,冲击剧烈,故pΡ=0.75p0=112.5 MPa,该处传递扭矩T=3 360 N·m,代入式(3)可得:
lt≥59.9 mm
选取1.5的安全系数,确定结合长度设计为90 mm。
1.3 配合选取
三边型面连接推荐采用间隙配合,优先采用基孔制,其中H7/g6、H7/h6、H7/k6是推荐使用的配合。当传递扭矩时,轴和孔之间可产生微小角位移,从而实现以间隙配合装配,以过盈配合工作。连续采煤机截割减速器三边型面连接处属于盲装,故选取H7/k6的配合。
2 加工检验
2.1 工艺流程
连续采煤机截割减速器三边型面连接包括三边型面连接轴和三边型面连接齿轮,需求量小,精度要求高,可选择利用卧式数控加工中心加工,工艺流程为:
1) 编程,根据卧式数控加工中心型号,编写与式(2)相符合的数控方程(切削软性材料验证程序正确性)。
2) 粗加工,选用普通柱状铣刀粗加工,长度方向可接刀加工,需保证加工一周后重新找正。
3) 精加工,精加工采用高速小切削量加工模式,保证表面粗糙度达到1.6 μm,且长度方向必须一次成型,普通柱状铣刀长度不足时,需订购高刚度的加长铣刀(避免精加工产生锥度)。
4) 渗硬氮处理,常规轴和孔加工方法是半精加工后淬火处理,然后磨削,但三边型面连接一次成型才能保证高精度,因此不采用磨削,实践中用精加工确保表面粗糙度达到1.6 μm,再渗硬氮处理,取得较理想的效果。
5) 抛光。
6) 检验。
2.2 测量方法
检验三边型面连接采用两种测量方法:
1) 普通量具(如游标卡尺、内径百分表等)检验,测量等距直径d1,只有测量处的等距直径d1全部符合要求才表明工件合格,该方法易于操作,但精度较差。
2) 三座标检测仪检验,在其轴和孔上任意测量一些点,然后将测量值带入式(1)进行验算,这种测量方法精度高。
实际操作时可先采用第一种方法进行初检,然后利用第二种方法抽检,这样既能保证批次的质量,也能控制检测成本。
3 实际验证
国产连续采煤机采用的三边型面连接结构在实验室试验时经受了超载25%的试验(图3),目前国产连续采煤机已累积使用近百台(图4),截割减速器三边型面连接轴和连接孔均未出现影响生产的故障,使用寿命可达百万吨过煤量。
图3 连续采煤机截割减速器加载试验

图4 连续采煤机截割减速器井下工作实景
4 结论
三边型面连接在连续采煤机截割减速器上的成功应用,表明国内也已可经济可靠地加工制造三边型面连接轴及与之匹配的孔。因此,国产高端机械设备设计过程中可合理选择应用型面连接,降低长传动轴的安装难度,提高连接的可靠性和使用寿命。
