发动机外购铸件的质量控制
2020-03-24夏万芝
夏万芝


摘 要:铸件质量影响整个发动机的内在和外在,随着各主机厂对发动机质量要求不断提高,排放标准不断升级,轻量化需求不断拉动以及铸造面临的环保问题、能耗问题等,外购铸件质量需要更深入、更精细的管理,从进厂检验、装试、零公里、售后故障等针对不同的质量问题进行原因分析、措施制定整改、效果验证。
关键词:铸铁件;铸铝件;质量控制
中图分类号:TU7 文献标志码:A 文章编号:2095-2945(2020)09-0113-02
Abstract: The quality of castings affects the internal and external parts of the whole engine. With the continuous improvement of engine quality requirements of main engine factories, the upgrading of emission standards, the continuous driving of lightweight demand, the environmental protection and energy consumption problems faced by casting, etc., the quality of purchased castings needs more in-depth and finer management. This paper analyzes the causes, formulate measures and verify the effect of different quality problems in terms of incoming inspection, assembly test, zero kilometer, after-sale failure and so on.
Keywords: iron castings; aluminum castings; quality control
目前云内发动机铸件除缸体、缸盖两大件属自制,其余所有中小铸件(如壳体类、齿轮室类、支架类、进排气管类等)都通过外购满足装机需求,由于铸铁件制造行业进入的门槛较低,部分供应商在铸造环节从铁水熔炼、造型、制芯、清理都缺乏规模化、专业化、高效化生产,工艺设备与管理水平参差不齐,机加工的加工设备、工艺工装、检测设备达不到要求。随着近两年云内轻量化不断推进,铸铁件已实现批量切换成铸铝件,目前除非道路等一些项目,飞轮壳类、齿轮室类、支架类等大部分已实现轻量化,铸铝件质量轻,如:D30飞轮壳铸铁件为20kg,轻量化铝件仅7.6kg,无论从外观、性能、机加工的一致性和稳定性及产能都大大提升。针对目前铸铁件和铸铝件存在的较为典型的几类质量问题,从进厂检验-现场装试-零公里-售后进行分析。
1 铸件质量控制过程
1.1 进厂检验和装试
铸件进厂检验主要涉及铸造、机加工。目前铸件相关的质量问题典型的有三大类:机械性能不合格(通常抗拉强度不合格),气孔(砂孔)、裂纹,机加工由于各供应商的设备保证、工艺控制、检验手段及检测设备保证能力差别较大,同一产品不同供方对尺寸、形位公差的控制存在差异,但部分非关键尺寸在许可范围内对装试不会造成影响。现场装试过程质量问题点较为分散,较共性的质量有以下几类:三漏问题、外观质量不达标、裂纹(特别是如链条式罩盖等薄壁件)、气孔。
1.1.1 抗拉强度控制
铸件进厂检验按批次进行机械性能抽检,铸铁件和铸铝件抽检都存在抗拉强度偏低的情况,直接导致批量报废,特别是铸铝件开发初期各供应商都普遍存在抗拉强度低的问题,目前云内铸铁件主要牌号为HT250和HT300,铸铝件主要牌号A380和ADC12,部分供应商习惯于用单铸试棒抗拉强度作为毛坯验收的依据,很少对铸件本体性能进行试棒抗拉强度检测,实际上以我个人经验,单铸试棒抗拉强度与本体试棒抗拉强度非线性关系,近一年来,通过督促供应商不断整改,目前已趋于稳定。
1.1.2 气孔控制
气孔缺陷在进厂检验和现场装试经常发生,通常需要全检,云内对气孔的位置、大小已根据实际情况进行标准制定,供应商参照云内标准对气孔进行控制,铸铁件气孔表现多為分散型、铸铝件气孔表现多为密集型针孔。
1.1.3 裂纹控制
裂纹主要针对薄壁件,特别是链轮室盖裂纹,往往三漏的产生一部分就是裂纹造成的,通常以下几个环节都可能导致裂纹:人工敲击浇冒口,清理抛丸过程中摆放方式不正确容易造成裂纹,产品变形后人工校正整形过程中敲裂,另外,供应商发货物流转运、仓库堆码流转、生产现场转运都有可能导致裂纹的产生,杜绝裂纹产生难度较大,要求供应商及云内生产现场加强控制才能减少问题的发生。
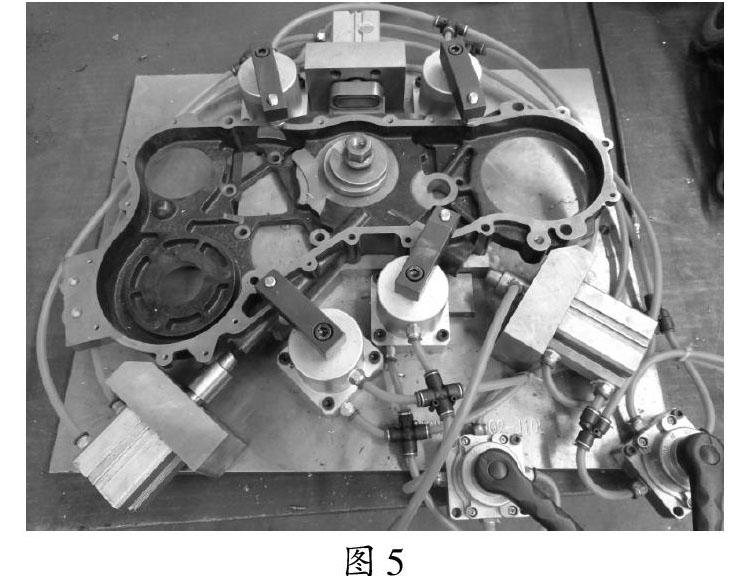
1.1.4 三漏控制
三漏问题一直是外购铸件老生常谈的问题,气孔、砂眼、裂纹等都有可能导致三漏,主要表现在试车、零公里和售后故障,三漏返修成本高,质量损失大,针对三漏问题加大对供应商考核力度和加强内部监控的同时,督促供应商重视试漏工序,完善试漏工装。目前,所有供应商都经云内确认试漏工装(如图5),三漏项次已明显减少。
1.1.5 外观质量控制
随着各大主机厂对外观质量要求不断提高,铸件磕碰露底、锈蚀油污,色差较大,毛刺飞边、铸铝件霉斑等都成为控制重点,只有各个环节加强控制,才能很好解决外观质量问题。
1.2 零公里和售后
铸件在零公里和售后出现的项次较少,主要是个别飞轮壳类在主机厂与变速箱连接尺寸漏加工、攻深不够,螺孔错位装不上,支架类偶尔干涉。
2 结束语
伴随着发动机铸造业规模化、专业化、精确化、绿色化、智能化的发展,也给铸件质量提出新的要求,铸件的质量管理是一个循序渐进的过程,提高铸件的一致性和稳定性是提升发动机质量的重要组成部分。
参考文献:
[1]贾丹枫.论铸造工艺中出现的缺陷及质量控制[J].文摘版:工程技术,2015(46):22-23.
[2]樊自田,吴和保,董选普.铸造质量控制应用技术[M].机械工业出版社,2015:12-14.
[3]陈钰传,于以鹏.铸造工艺常见的问题及质量控制分析[J].军民两用技术与产品,2016(12):265.
