高强度弹簧钢热处理工艺研究
2020-03-23高蔚
高蔚


摘 要 高强度弹簧钢是一种具备良好机械性能的金属材料。在实际应用过程中,高强度弹簧钢除需要具备高强度来应对苛刻的工况环境,如何继续提高机械性能特别是强度,是本文研究的重点和难点。成分优化和热处理是改进高强度弹簧钢机械性能的最直接方法,本文通过研究加钼之后的高强度弹簧钢的热处理工艺,最大限度发挥钢中钼元素的有益作用,达到最佳合金化效果,获得机械性能优良的高强度弹簧钢。研究发现,回火温度對高强度弹簧钢抗拉强度的影响最大,回火时间的影响次之,回火温度越低,回火时间越短,抗拉强度越好。高强度弹簧钢采用970℃×10min淬火和350℃×0.5h回火工艺制度,抗拉强度达到1755MPa,延伸率达到4.5%。
关键词 弹簧钢;热处理;抗拉强度
中图分类号: TG161 文献标识码: A
AbstractHigh strength spring steel is a kind of good mechanical properties of metallic materials.In practical application high strength spring steel need to have high strength.Composition optimization and heat treatment process are direct method of improved mechanical properties.In this paper,by studying adding Mo and the heat treatment process to obtain the good mechanical properties.The study found that the tempering temperature and tempering time effect on the tensile strength of high strength spring steel is the largest, lower tempering temperature,the shorter the tempering time, the better the tensile strength.By heat treatment process 970℃×10min+350℃×0.5h,the tensile strength of high strength spring steel can reach 1755MPa,ductlity can reach 4.5%.
Key WordsSpring steel;Heat treatment process;Tensile strength
0 前言 高强度弹簧钢是一种具备良好机械性能的金属材料。在实际应用过程中,高强度弹簧钢除需要具备高强度来应对苛刻的工况环境,如何继续提高机械性能特别是强度,是本文研究的重点和难点。优化成分和热处理是改进高强度弹簧钢机械性能的最直接方法,本文通过研究添加钼之后的高强度弹簧钢的热处理工艺,最大限度发挥钢中钼元素的有益作用,达到最佳合金化效果,获得机械性能优良的高强度弹簧钢。
1 试验材料及方法
1.1 试验材料
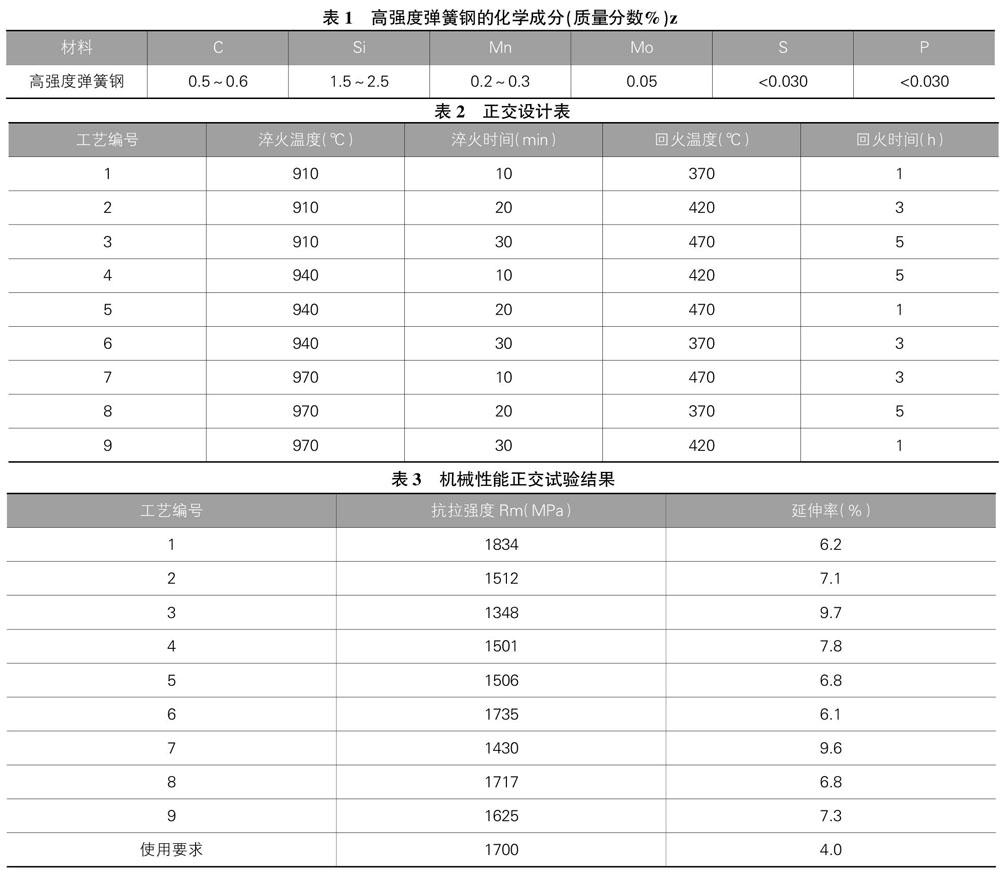
试验材料是高强度弹簧钢1炉,高强度弹簧钢添加强碳化物形成元素钼,材料化学成分见表1,经精炼重熔、铸造、锻造、热轧、冷轧制成规格为3mm×1200mm×1000mm的钢冷轧带材。
1.2 试验方法
1.2.1 热处理试验
将冷轧带材截成适当尺寸,在其表面涂抹抗氧化涂料进行热处理。使用SX-G36123型节能箱式电炉进行淬火,淬火冷却液为普通淬火油,采用井式回火炉进行高温回火,回火后空冷。
图1 片状拉伸试样图
1.2.2 机械性能测试
热处理后将冷轧带加工成片状拉伸试样进行机械性能测试,拉伸试样如图1所示。机械性能测试设备为三思纵横电子拉力试验机,试验依据GB/T 228.1-2010《金属材料 拉伸试验 第一部分:室温试验方法》进行。
2 试验方案
2.1 热处理正交试验方案
采用正交试验法开展热处理工艺摸底试验,摸清影响因素的主次关系,同时得到优水平优组合。
高强度弹簧钢的热处理工艺路线是淬火+高温回火,分别开展淬火工艺和回火工艺试验,选取淬火温度、淬火时间、回火温度和回火时间作为正交试验因素。淬火温度选取910℃为基准水平,每增加 30℃设置一个水平,设置三个水平。淬火时间选取10min为基准水平,每增加 10min设置一个水平,设置三个水平。回火温度选取370℃为基准水平,每增加 50℃设置一个水平,设置三个水平。回火时间选取1h为基准水平,每增加 2h设置一个水平,设置三个水平。代入L9(34)正交设计表后得到正交设计表见表2。
3 试验结果与分析
3.1 正交试验结果
高强度弹簧钢经热处理后测试材料的机械性能,包括抗拉强度和延伸率,具体试验数据见表3。
由表3可以看到,在所选择的水平区间内,延伸率可以满足使用要求,因此接下来主要针对抗拉强度进行数据分析。
3.2 极差分析
为了确定影响因素的先后次序以及各个影响因素的水平大小,以下采用极差分析的方法以抗拉强度为对象进行正交分析。绘制抗拉强度的极差分析表,见表4。
对于高强度弹簧钢抗拉强度来说,热处理四个参数对其影响程度从主到次依次为:回火温度、回火时间、淬火温度、淬火时间。较优的工艺组合是A3B1C1D1。对于抗拉强度来说,回火温度和回火时间是比淬火温度和淬火时间更主要的影响因素。
3.3 方差分析
极差分析不能区分某因素各水平所对应的实验结果间的差异究竟是由水平改变引起的,还是由实验误差引起的,往往分析的结论粗糙一些,而且因素主次关系对于热处理工艺研究比较重要,因此通过方差分析对其进行验证。
根据方差分析的计算过程,将正交试验数据代入计算过程中的各个公式進行计算后的结果列入方差分析表。
从表5可以看出,对于高强度弹簧钢来说,由FC>FD>FA>FB可以判断这四个因素对抗拉强度的影响程度依次C>D>A>B,因素C和因素D对抗拉强度有显著影响,而因素A和因素B相对影响不显著。以上分析与极差分析一致。
综合以上分析,方差分析各因素的显著性同级差分析结果一致,可以证明试验误差没有对试验结论造成影响,极差分析结果可信。
3.4 水平趋势分析
合金在正交试验下的最优热处理工艺,其水平仅在正交试验选取的水平范围内,有一定局限性,通过考察水平的趋势,探寻在正交试验中没有选取而可能更好的水平。淬火工艺沿用正交试验最优淬火工艺。分析回火温度和回火时间对抗拉强度的影响规律。通过极差分析k值进行回火温度和回火时间影响规律分析。
在正交试验水平区间,回火温度对抗拉强度有显著影响,随着回火温度的升高抗拉强度显著降低。随着回火时间延长抗拉强度降低。因此优化工艺的因素选取原则为在正交试验最优工艺基础上,选取稍低的回火温度和尽可能短的回火时间。
3.5 热处理优化试验
参照水平趋势分析,选择比正交试验最优工艺的回火温度稍低的370℃所处的区间作为重点考察区间,同时选择比其回火时间1h尽可能短的0.5h所处的区间作为重点考察区间,具体见表6。
在重点考察区间进行试验,优化效果最好的试验结果见表7。可以看到回火工艺优化后的抗拉强度全部可以达到1700 MPa之上,最高的可以达到1755MPa,同时延伸率也可以达到4%以上。
3.6 强化机理分析
碳含量对高强度弹簧钢强度有巨大贡献,据推算,铁素体中每溶解1%碳原子,大约相当于强度提高440MPa[1]。如下面公式所示,根据钢的强化机制,屈服强度由五种强化机制决定,其中碳含量:
σys=σFe+σsss+σL+σppt+σρ
对固溶强化、晶界强化、第二相强化和位错强化四种强化机制均有重要影响。随钢中碳含量的上升,对强度、硬度等提高有利,而对钢的塑性和韧性不利,因此碳的含量也不能过高,目前已经有许多新研制的高强度弹簧钢的碳含量上限已达0.80 %甚至更高[2]。
合金经淬火后获得两种亚稳相,即马氏体和残余奥氏体。这种不稳定性包括碳原子在体心立方马氏体点阵中的过饱和固溶:马氏体中位错或孪生亚结构的应变能;马氏体板条或片的相界的界面能以及在淬火组织中不可避免地要存在的残余奥氏体。过饱和固溶的碳原子提供了形成碳化物的驱动力;而不稳定的残余奥氏体则提供了回火时转变为铁素体和渗碳体的驱动力。因此,淬火钢回火时,进行着马氏体的分解;渗碳体及特殊碳氮化物的形成及聚集长大。
马氏体的分解包括碳原子的偏聚,固溶体中合金元素形成预析出物以及碳原子和合金元素向碳化物中的过渡。同时具有体心立方点阵的马氏体逐步向体心立方的铁素体转变,在较高的回火温度下,合金元素显著地影响其分解,碳化物形成元素强烈地推迟马氏体的分解,在含碳化物形成元素的钢中,这个过程移向比200℃更高的温度,并且渗碳体型碳化物的形成总在一定温度下形成,在含强碳化物形成元素的钢中渗碳体形成速度较慢,这是由于马氏体中仍然固溶着较多的碳。而形成特殊碳氮化物的钢,碳从马氏体中析出温度将显著地提高,因此,在合金钢中马氏体分解终了有可能延续到300℃。
高强度弹簧钢淬火后含有或多或少的残余奥氏体,残余奥氏体随淬火加热时奥氏体中的碳及合金元素的增多而增多,由于钼元素的加入改变残余奥氏体分解的温度、速度,从而残余奥氏体回火时的转变随回火温度、时间的不同而不同,钼元素的加入增加了残余奥氏体量,推迟了奥氏体转变的孕育期,残余奥氏体转变为a相与碳化物的机械混合物,因此可使硬度和强度升高。
4 结论
研究加钼高强度弹簧钢的热处理工艺,发现回火温度和回火时间是影响抗拉强度的最大因素,回火温度越低,回火时间越短,抗拉强度越好。
通过热处理工艺的优化,高强度弹簧钢可以获得优良的机械性能。高强度弹簧钢采用970℃×10min淬火和350℃×0.5h回火工艺制度,抗拉强度达到1755MPa,延伸率达到4.5%。
参考文献
[1]机械工程手册编辑委员会,机械工程手册册第11篇. 北京:机械工业出版社,2002.
[2]祖荣祥,等.弹簧钢的合金化研究. 北京:钢铁研究学报,第九卷第一期,1997
