制氢转化炉技术现状及发展趋势
2020-03-23张小筠
韩 健,张小筠
(中国石化工程建设有限公司,北京 100101)
近10年来,化石能源日益短缺,原油处理重质化趋势显著,尤其是重金属和硫等有害杂质含量显著增加,加之日益严苛的环保要求,煤、汽、柴油等石油产品正面临全方位的升级换代。为实现油品轻质化,脱硫和以提高油品质量为目的的多种加氢工艺实现了飞速发展,成为近10年来炼油工业的关键工艺技术。
加氢工艺的原料主要是氢气。随着该工艺的飞速发展,氢气的需求量也随之大幅度增加。各炼厂的副线产氢和回收炼厂气中的氢还不到氢气供给量的1/3,远无法满足全厂对氢气的需求,供给缺口主要由各种类型制氢装置来填补(约占 2/3 强),这也使得制氢技术得到迅速发展。
目前,全球炼油厂制氢装置主要采用轻烃水蒸气转化和部分氧化制氢技术,其中部分氧化法制氢的投资较大、产氢成本高、经济性较差,而烃类蒸汽转化制氢投资较少、生产成本低、经济性相对较高、技术成熟度高、操作相对安全稳定,在各大炼厂中占据主要地位。
1 烃类蒸气制氢转化炉
炼油厂广泛采用烃类水蒸气转化法制氢,其转化反应的原料基本产自炼厂气、天然气或石脑油等轻烃介质,在较高的温度和压力条件下,借助催化剂与蒸气发生转化反应,生成氢气和一氧化碳。烃类水蒸气转化反应是一个复杂的反应平衡过程,烃类先转化为甲烷,然后再与水蒸气进行转化反应。
制氢转化炉本质上是1台管式反应器,是整套装置的核心设备。这种反应器以转化炉的形式显现,炉内设置装填了催化剂的转化炉管,在炉膛内直接接受燃烧器火焰的辐射传热,以满足转化反应所需要的强吸热及高温等要求。原料混合气(轻烃和水蒸气)通过炉管内的催化剂床层进行反应。
原料混合介质进转化炉前,一般先经过转化炉对流段预热至500~650 ℃。转化炉出口合成气温度一般为820~870 ℃。合成气以及转化炉烟气的高温余热需通过发生蒸汽、加热余热锅炉给水、预热原料和预热空气等多种方式尽量回收。转化炉燃料气主要成分为PSA尾气,但由于其热值低,一般无法满足转化炉的反应热需求,仍要补充少量高热值燃料气。
由于转化炉的炉膛操作温度高达1 000 ℃,相较于一般炼油装置火焰加热炉,操作条件更为苛刻,且由于其炉型具有特殊性,在炉体结构、炉管材质、管道应力系统、炉顶热风道和管道吊挂系统、燃烧器布置、炉膛烟气流动分配和耐火材料等方面都要精心考虑,特殊设计。
2 制氢炉炉型
2.1 炉型简介
制氢炉主要在辐射炉膛中进行辐射传热,按其供热方式分类可分为以下4种。
2.1.1 顶烧炉
法国和德国多家专利商和工程公司【1】普遍采用顶烧炉型。该炉型采用多排转化炉管束垂直布置在炉膛中、燃烧器布置在辐射室顶部、转化管排在两侧的结构,火焰垂直向下燃烧,与炉管平行,对每排转化管束进行双面辐射传热。高温烟气在位于烟气下游引风机的负压作用下向下流动,通过炉膛下部转化炉管排之间的长形烟气隧道离开辐射室,进入位于辐射室底部端墙旁边的对流室,对对流段盘管进行对流传热。典型的顶烧炉结构示意见图1。

图1 顶烧炉结构示意
2.1.2 侧烧炉
侧烧炉【1】是另一种典型的转化炉型。该炉型的结构特点为:单排转化管束布置在狭长形辐射炉膛的中间,垂直放置;沿炉管不同高度设置多排燃烧器,布置在辐射室的侧墙;火焰附墙发散燃烧,对转化管束形成双面辐射;烟气上行,从位于顶部的烟道离开辐射室。对流室多设置在辐射室顶部,直接接纳高温烟气进行对流传热。大型装置的对流室考虑到结构及检修等原因,可放置在辐射室旁边,落地摆放,高温烟气通过长行程的高温烟道引入对流室。典型的侧烧炉结构示意见图2。
2.1.3 阶梯炉
阶梯炉的使用主要以美国多家公司【1-3】为典型代表。这种转化炉侧墙形似台阶,并且倾斜朝向炉膛中央,燃烧器布置在每层台阶上,燃烧产生的火焰沿附墙燃烧,依靠倾斜的炉墙与炉管进行辐射传热。该炉型转化管一般为双排或单排,以单排管双面辐射为主。其对流段位于辐射炉膛顶部,烟气向上流动,通常采用自然引风,不设置引风机。典型的阶梯炉结构示意见图3。

图2 侧烧炉结构示意
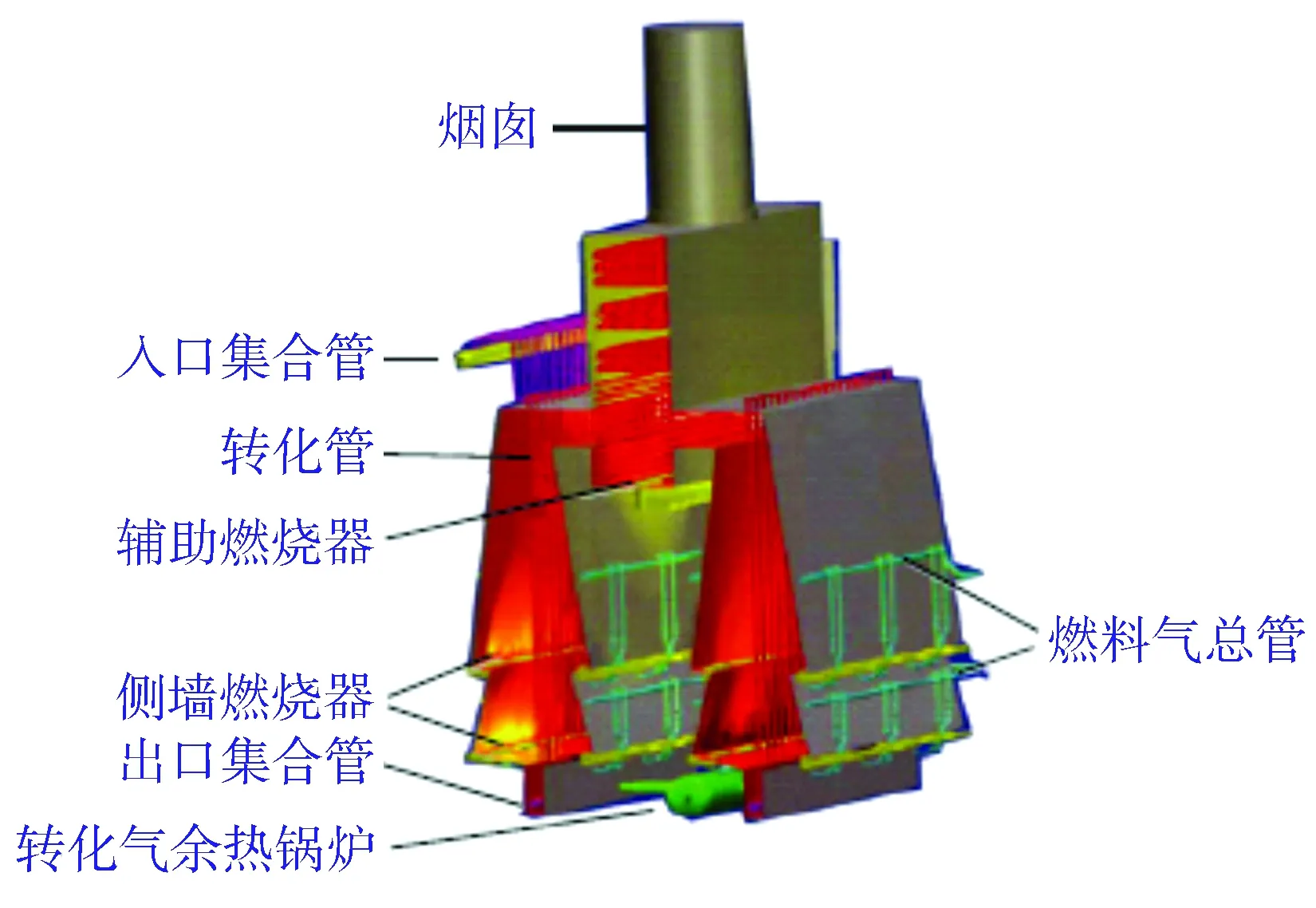
图3 阶梯炉结构示意
2.1.4 底烧炉
该炉型燃烧器位于辐射室底部,烟气向上流动。其在大型装置上应用不多。
2.2 炉型比较
2.2.1 传热方式
炉型的不同使得其供热方式存在差异。顶烧炉的燃烧器布置在炉膛顶部,火焰自炉顶垂直向下燃烧,烟气和转化管内介质垂直向下流动,因此产生了并流传热。侧烧炉和阶梯炉的燃烧器设置在炉膛侧墙或者贴墙的台阶上,产生的火焰直接附墙燃烧,形成一面大面积的辐射幕帘,对转化管进行辐射传热,其转化管内的介质垂直向下流动,而燃烧产生的烟气在炉膛中垂直向上流动,与介质流动方向相反,因此传热方式为错流传热。底烧炉的火焰燃烧方向和烟气流动方向均垂直向上,与转化介质产生逆流传热。
2.2.2 热强度及管壁温度
炉型和传热方式不同,其热强度和管壁温度分布也有差异。顶烧炉的燃烧区域位于辐射段顶部,该区域辐射传热能力非常强,局部热强度和管壁温度均处于高值,导致顶部转化管设计壁温较高(见图4)。侧烧炉和阶梯炉沿着侧墙垂直高度方向均匀布置数排燃烧器,产生了一面均匀的幕帘辐射源,对转化管在全高度方向产生均匀传热,有效避免了长度方向的管壁温差,从而降低了设计壁温(见图5),使转化管设计厚度减薄,节省高合金用量;或在相同设计壁温情况下,提高侧烧炉和阶梯炉的平均热强度,降低传热面积,减少转化管数量。而小型化底烧炉的顶部热强度低,底部热强度高,炉管高度方向的壁温温差较大,尤其是炉底处的炉管壁温,是所有炉型中最高的,对炉管寿命十分不利,必须配置数量较多的炉管,扩大传热面积,才能达到控制热强度不超标的目的,因其高合金炉管用量大,因此,大型化制氢转化装置均不设置底烧炉。

图4 顶烧炉热强度和管壁温度分布

图5 侧烧炉热强度和管壁温度分布
顶烧炉辐射传热在炉顶处相对较多,在反应强度最高处提供所需的热量,沿转化管高度方向的放热曲线与反应吸热曲线相吻合,与转化反应动力学匹配。但其沿炉膛高度方向的温度无法调节,在操作末期或催化剂积碳时,会导致顶部反应逐渐迟缓、传热速率变慢、介质温度和管壁温度均升高,因此其设计壁温应考虑一定裕量。
侧烧炉和阶梯炉可以根据需要调节沿炉管长度方向受热的负荷,对不同工况的适应情况较好。
2.2.3 内部结构
上述典型的顶烧型制氢炉,通常其转化管高度和炉膛高度很高,约达14 m,高温烟气的流动路径直接影响了炉膛辐射传热的均匀性、转化炉管热强度的均匀性以及管内反应的均匀性。尤其是大型化的转化炉,其配套的对流段通常落地设置在辐射炉膛的一端下部。高温烟气如果没有良好的流动分配,燃烧器火焰产生的高温烟气会向对流段所在端墙的方向倾斜偏流,使整个炉膛温度沿炉膛的高度和长度方向分配不均匀,炉管管壁温度不均匀性及管内反应不均匀性大大增加。
为了尽可能地导流高温烟气沿炉管垂直方向平行流动,顶烧炉通常在炉膛内部设置多排高温烟气隧道。隧道位于炉底板之上、相邻2排转化管之间,高度2~4 m。隧道侧墙一般采用带有若干烟气流通孔洞的花式侧墙导流高温烟气,或者采用花式侧墙结合烟道内部阶梯式导流板的方法导流高温烟气均匀垂直向下流动,防止发生偏流。
侧烧炉和梯形炉的对流室一般设置在辐射段顶部,烟气垂直向上流动,不需要设置高温烟气隧道。
2.2.4 外部结构
各炉型的外部结构特点比较如下:
1) 顶烧炉内容纳的转化管密度较大,呈矩形布阵,结构紧凑,占地小,适用于大型化装置。侧烧炉和阶梯炉是多个单独的辐射室并排布置,每个辐射室中转化管呈一字形排列,在转化管数量相同时,这2种炉型的占地面积较大。
2) 顶烧炉的燃烧器数量相对较少,全部设置在辐射炉顶,同时,入口集合管、上尾管等(包括其对应的弹簧吊架、转化管吊架等)也布置在炉顶,导致顶部管线及炉管构件密集庞杂,工程设计非常复杂。侧烧炉的燃烧器数量较多,全部设置在辐射侧墙,燃料管线、阀门及热风道等布置较多,但炉顶比较宽松。
3) 顶烧炉的所有燃烧器全部设置在辐射室顶部,所有转化管全部从炉顶板伸出,这会造成燃烧器、转化管拆卸法兰以及转化管由于热膨胀伸出顶板脖颈部位的周围环境温度非常高,导致高温区叠加,如果各高温部件的外保温设置不合理,其环境温度甚至会高于50 ℃,使得检维修条件较为恶劣;由于上尾管、燃料气管线等占用大量炉顶空间,使得检维修和操作人员调节燃烧器和阀门也有一定难度。侧烧炉和阶梯炉的燃烧器均布置在侧墙,这样可使该处产生的高温与转化管顶部的高温环境分开,因此,其检维修操作条件较好,但由于燃烧器数量较多,点火操作时间较顶烧炉更长。
3 管系
3.1 管系流程
在制氢转化装置流程中,反应原料一般先经过对流室的原料预热段,利用辐射段出口的高温烟气进行预热,然后经过对流转辐射转油线到达转化炉顶,由炉顶阁楼处的入口集合管将原料分配至各上尾管,再经上尾管进入转化管顶部,下行途经催化剂发生转化反应;转化合成气从炉管底部流出,经下尾管进入下集合管。下集合管将转化合成气输送至转化气余热锅炉,利用转化气的高温发生蒸汽。
某些出口操作温度较高的制氢炉没有下尾管,转化管直接与下集合管相连接。
3.2 管系要件
3.2.1 转化管
转化管是转化炉的核心部件,由于在炉膛内直接被高温火焰辐射加热,因此必须采用耐高温且具有抗高温蠕变性能的高合金材料。转化管采用离心浇铸制造工艺,其早期的材质主要为HK40,后来又逐渐发展为HP40Nb及加注微合金,这些年又出现了一系列新的改进型钢种,改进的终极目标是尽可能提高管材的高温力学性能以适应不断提高的管壁温度要求。
3.2.2 下集合管
下集合管是转化炉的重要部件,有热壁、冷壁和冷热壁结合3种形式。热壁集合管既要承受转化气的高温(800~900 ℃),又要承受转化气的压力(2~4 MPa),还需吸收高温热膨胀,故在长期高温条件下容易破裂。国内目前较少采用该形式。而冷壁集合管的内壁采用耐高温的衬里材料,可使外壁温度仅处于200~300 ℃之间。该型式的集合管不仅热膨胀量大幅减小,而且壳体材质也可采用低合金钢,这样不仅可以大大延长使用寿命,还可降低材料费用的投入。国内有代表性的是中国石化工程建设有限公司开发的直插式冷壁集合管技术和中国石化洛阳工程公司开发的一种烃类蒸汽转化炉转化气出口系统【4】。
4 发展趋势
4.1 顶烧炉型的变革
目前国际上的制氢转化炉仍以顶烧炉和侧烧炉为主导,尤其是顶烧炉,各大专利商和工程公司均将其作为大型化发展方向中的基础炉型。在各自开发的顶烧型专利炉中,炉膛内部无一例外均设置了烟气流程曲折、结构复杂、体积庞大(高约3 m,宽约1 m,长约10 m)的砌砖烟气隧道。虽然各专利炉的烟气隧道结构各具特色,但归结起来都是通过隧道侧墙开孔数量的设置及形式变化,达到均匀分配炉膛内的高温烟气流动、防止发生烟气偏流和避免炉管受热不均匀的目的。但烟气隧道的设置带来了诸多工程应用上的劣势,如耗费大量耐高温的高强度耐火砖和预制块;需要大量特殊加工的异型耐火砖;详细工程图纸异常复杂;砌砖墙、建隧道只能现场施工,无法实现真正意义上的整炉模块化交付,增加了高温操作条件下砖墙塌陷的风险;检维修施工难度大等。
半个世纪以来,高温烟气隧道已成为众多顶烧转化炉专利商的标准配置,但至今鲜有相关报道或新发明专利可对其隧道进行有效改进乃至提供根本的解决方法。如何创造性地优化甚至取消高温烟气隧道,同时又能保证烟气的均匀流动,或将是未来顶烧炉型的变革发展方向。
4.2 制氢炉的大型模块化
在运输条件允许的前提下,将转化炉钢结构(含管系、衬里和烟气隧道等)以最大化尺寸分割成若干片、块或组件,在工厂预制、现场拼装,有利于减少施工周期、保障机械设备加工制造精度和炉管系统的安装质量,而模块化的最高水平是制氢转化炉的整炉模块化。
如前所述,国内的制氢转化炉仍以顶烧炉为主,其炉型方正,体量过大,运输条件往往超限,而模块化制造又较为复杂,因此目前仍以现场制造施工或制造厂分片模块化制造(见图6)、现场拼装为主,大量的管系拼接以及炉内耐火材料仍需现场安装。但国际上有些大型顶烧制氢炉项目,在满足最大运输条件限制下,将顶烧炉分为若干大模块和若干炉顶雨棚分模块,实现了最大化模块制造和运输(见图7,来源于转化炉供货商ITT S.p.A.网站http://ittki.it/?page_id=784)。

图6 顶烧制氢炉分片式模块化

图7 顶烧制氢炉大型模块化
侧烧炉由于其辐射段宽度较小,适于分段式模块化制造(见图8),但国际上鲜见侧烧制氢炉整炉模块化的工程案例。欧洲某公司有整炉大型模块化的案例(见图9),但其出口管系包含下猪尾管及出口集合管,推测现场仍需要进行下部管系拼接以及外部钢结构和保温箱等散件施工。

图8 侧烧制氢炉分段式模块化
由中国石化工程建设有限公司总承包的某制氢装置正处于详细工程阶段,其转化炉采用侧烧炉型。此制氢装置突破性地采用整炉模块化技术,将运输条件允许范围内的制氢炉本体钢结构,入口管系,转化管系,管系吊架,出口冷壁集合管,内、外衬里材料,燃烧器,热风道等制氢炉配件全部纳入整炉模块范围内,在工厂预制并组装,经海、陆运输至现场土建基础之上,几乎不需要现场管系拼装,仅有少量的钢结构散件、仪表和燃料管线需要现场施工,预期可实现更高水平的整炉模块化。

图9 侧烧制氢炉整炉大型模块化
