不同5xxx系焊丝对5182-H111组织和性能的影响
2020-03-18郝玉喜姜丕文金文福于建明
邓 鑫,郝玉喜,姜丕文,金文福,于建明
(辽宁忠旺集团有限公司, 辽宁 辽阳111003)
5xxx系铝合金属铝镁系不可热处理强化铝合金,需通过固溶强化或加工硬化方式来提高其综合性能,具有良好的延展性和耐腐蚀性能[1],被广泛应用于航空航天及船舶制造业[2-3],焊接方法多采用MIG焊及TIG焊。随着汽车、船舶、航空航天等制造业的飞速发展,5182-H111铝合金应用广泛,但关于采用不同牌号焊丝焊接5xxx系铝合金的研究却鲜有报道。本研究预采用3种不同牌号5xxx系焊丝对5182-H111铝合金进行半自动MIG焊接,旨在探究不同5xxx系焊丝对5182-H111焊后接头组织和性能的不同影响,为航空航天及船舶制造业提供理论依据。
1 试验材料与方法
1.1 试验材料
试验采用5182-H111板材,尺寸为300mm×150mm×6mm,焊丝选用与母材成分相容性较好的ER 5183、ER 5356和ER 5554,直径均为Φ1.2mm。母材及焊丝化学成分见表1;母材的屈服强度为125MPa,抗拉强度为273MPa,延伸率为26.5%,母材显微组织如图1所示。
1.2 试验方法
焊接试板在焊前需开单边35°坡口,留1mm钝边,选用福尼斯TPS 5000半自动焊机对试板进行焊接,焊接间隙为1.2mm,保护气体选用高纯氩(99.99%),气体流量为22L/min;焊接工艺参数见表2。此外焊前使用气动碗刷将待焊部位30mm处打磨至露出金属光泽,以除去母材表面氧化膜,并使用酒精擦拭后吹干。

表1 母材及焊丝化学成分
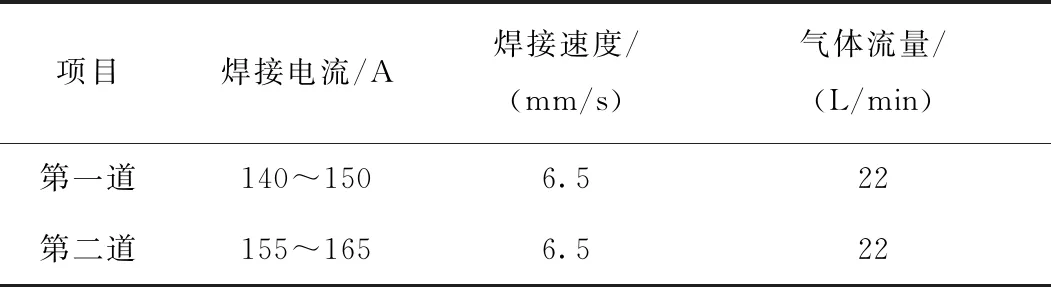
表2 焊接工艺参数
对焊接试板进行拉伸试验时,选用岛津拉伸试验机,加载速率为10mm/min,每块焊接试板取2个拉伸试样,检测结果按照GB/T 2651-2008标准进行判定,检测数值取平均值作为最终试验结果。选用岛津弯曲试验机进行弯曲试验,每块试板取2个正弯及2个背弯试样进行弯曲试验,压头直径为Φ40mm,弯曲试验结果按照GB/T 2653-2008标准判定。使用FV-810型维氏显微硬度计根据标准ISO 9015-2011对焊缝进行维氏硬度检测,距离焊缝正面2mm处开始,沿焊缝中心两侧各40mm,每隔2mm打一个硬度测试点;使用蔡司光学显微镜对焊缝进行显微组织观测。
2 试验结果及分析
2.1 焊缝宏观及射线检测
图2为试板焊接后的外观形貌,图3为接头50倍粗晶形貌。焊缝外观形貌可见焊缝正面鱼鳞纹清晰均匀,无凹坑及表面气孔存在,无焊缝超高现象;背面适度熔透,无熔深过大及根部凹陷等缺陷,焊缝成型良好,射线检测结果良好,无重大冶金缺陷;此外从焊缝粗晶形貌图中可观察到焊缝内部气孔数量极少,无夹杂等缺陷。
2.2 接头力学性能
对使用3种不同焊丝焊接的试板进行接头力学性能检测,每块试板取2个拉伸试样,试样断裂形貌如图4所示,拉伸检测结果见表3。根据图4可看出,3种不同焊丝所焊接的5182-H111试板在进行拉伸性能测试时,均在焊缝位置断裂。拉伸试验结果表明,使用ER 5183、ER 5356焊丝所焊接头抗拉强度差别不大,焊接接头系数均大于标准要求(1.0),满足ISO 15614-2 2005《铝及铝合金的弧焊》标准要求;而使用ER 5554焊丝的焊接接头抗拉强度最低,约为242.02MPa,不满足ISO 15614-2 2005《铝及铝合金的弧焊》标准要求;此外使用ER 5183焊丝的焊接接头延伸率最高,约为28.40%,使用ER 5554焊丝的焊接接头延伸率最低,约为16.9%。
由对比可知,使用ER 5356焊丝的焊接接头可获得更高的力学性能,抗拉强度与延伸率均接近于母材实际拉伸性能。

表3 拉伸性能检测结果
2.3 接头弯曲性能
对试板进行弯曲性能检测,每块试板分别取2个正弯及2个背弯试样,接头弯曲性能见表4,试件弯曲形貌如图5所示。弯曲试验结果表明弯曲角度为180°时,3种不同焊丝所焊试板的正弯、背弯性能良好,均未出现开裂。
2.4 接头显微硬度
图6为3种不同焊丝所焊接头的显微硬度分布曲线图。从图中可看出,使用3种不同焊丝焊接的5182-H111铝合金接头硬度在焊缝区及热影响区硬度值均有所下降,焊缝区硬度最低[4],热影响区宽度很窄。3种焊丝中,使用ER 5356焊丝焊接试板焊缝区硬度最高为85.5HV,使用ER 5554焊丝焊接的焊缝硬度最低为71.3HV。

表4 弯曲性能检测结果
分析原因为,5182-H111为不可热处理强化铝合金,焊前经过了加工硬化处理,热敏感性较低,造成热影响区宽度很窄;此外ER 5356比ER 5554含有更多的Mg,焊接冶金反应时在基体析出更多的Al-Mg强化相,抑制了晶粒的生长,使得焊缝组织相对致密、晶粒细小,因此焊缝硬度较高;而热影响区位置则由于受热,晶粒发生长大,因此较母材硬度略有降低。
2.5 金相显微组织
图7~图9分别为3种不同焊丝ER 5183、ER 5356、ER 5554所焊接的5182-H111铝合金接头显微组织形貌。铝合金弧焊接头包括焊缝区、熔合区及热影响区。可观察到3种焊丝焊后接头组织形貌相近,焊缝区由于焊接热输入较大,冶金时间极短,结晶区间大,促进了焊缝区的凝固和结晶并有利于柱状晶的生长,因此在焊缝中心形成了方向性不明显的等轴晶;熔合线区则出现了向焊缝区生长且彼此生长方向平行但垂直于熔合线的典型柱状晶组织,由于5xxx系焊丝与5182-H111铝合金的主要成分均为Al、Mg,在焊接过程中发生成分互溶,造成熔合线未能清晰可见。此外在熔合线附近位置出现了很窄的细晶区,这是由于5182-H111焊前经过了加工硬化处理,焊接时在热输入的作用下,晶粒出现了回复和再结晶现象,生成了较细小的等轴晶粒;而热影响区则由于受热使得晶粒与母材相比发生了粗化。
此外,3种不同焊丝所焊接头焊缝区析出α(Al)相的晶间液态金属发生了共晶反应,生成了β(Mg2Al3)强化相;可看出使用ER 5356焊丝所焊接接头焊缝区的β(Mg2Al3)相较多,这是由于ER 5356焊丝中含有更多的Mg,在发生焊接冶金反应时,随着焊缝温度的降低,形成了更多的低熔点共晶物所致;而ER 5554焊丝所焊接头焊缝区的β(Mg2Al3)强化相则最少。同时,由于焊丝成分中Si的存在,在焊缝区也形成了少量Mg2Si杂质相。
3 结论
ER 5356、ER 5183焊丝所焊接头抗拉强度满足标准焊缝系数,即大于1.0,而使用ER 5554焊丝所焊接头标准焊缝系数仅为0.949;3种焊丝所焊接头弯曲性能良好,均未出现开裂现象;所焊接头硬度均在焊缝区存在最低值,ER 5356焊丝所焊接头焊缝区较其他两种焊丝所焊接头硬度值最高,为85.5HV;由于ER 5183与ER 5356焊丝较ER 5554焊丝含有更多的Mg元素,因此所焊接头焊缝区存在更多的β(Mg2Al3)强化相。
