钢结构工业厂房施工技术及质量控制
2020-03-11吴丽
吴 丽
(陕西建工机械施工集团有限公司,陕西 西安 710032)
0 引言
近几年,钢结构开始被广泛应用在建筑行业中,针对其所开展质量管理工作的复杂程度也与日俱增,实践证明,质量控制能够为钢结构厂房的施工管理提供保障,因此,要想使施工管理水平得到提升,关键是选择正确的施工技术,明确质量控制要点,在此基础上以项目施工管理提出的要求为依据,完成后续工作。
1 钢结构工业厂房的概述
1.1 优点
钢结构厂房的用途相对广泛,例如,仓库、工厂、办公楼等,其中,应用频率最高的领域,为大跨度单层建筑施工,这主要是因为钢结构厂房所需钢构件,在施工开始前就已经制作完成,施工时运至施工现场,现场拼装并焊接后,就可以投入使用,施工效率较高[1]。除此之外,钢结构的造价相对低廉且自重较轻,经济效益十分突出。
1.2 不足
钢结构厂房的不足,主要体现在三个方面,分别是钢材腐蚀、钢屋面较易被破坏、厂房基础失稳。导致钢材被腐蚀的原因,主要是部分钢材需要裸露在空气中;导致钢屋面被破坏的原因,主要是节点应力集中;导致厂房基础失稳的原因有两个:一个是所施加压力超过承载能力;另一个是路面存在软土、斜坡。
2 项目概况
陕西凝远新材料科技股份有限公司承建某车间项目,施工对象为单层门钢结构厂房,使用年限为50年,安全等级为2级。首先,主车间厂房的跨度为105 m,长度为140 m,檐口高度为13 m,用钢量约为1 000 t;其次,箱涵核废料集装箱的堆棚跨度为33 m,长度为44 m,檐口高度为16 m,用钢量约为124 t;最后,成品堆场的跨度为97 m,长度为127 m,柱顶标高为11 m,占地面积为12 000 m2,用钢量约为225 t。其中,主结构选择Q345B钢为主要材料,地脚螺栓选择Q235B钢为主要材料,屋面檩条是高频焊檩条,高强度螺栓是大六角摩擦型螺栓,墙面檩条是热镀锌钢,最终选择315型的彩钢单板作为围护结构[2]。在对项目进行施工的过程中,相关人员关注的重点主要落在两方面,分别是施工技术和质量控制,结合实际情况,归纳出了相应的经验,希望能够为其他从事相关工作的人员提供帮助(图1为施工现场图)。
3 钢结构工业厂房施工技术
3.1 三维建模
相关人员可以利用BIM技术,建立钢结构三维模型,提高校核设计图纸的精确度。实践证明,通过建立三维模型的方式,碰撞校核构件,可以提高复核设计的合理性,避免在实际施工过程中,出现安装碰撞的情况,需要注意一点,只有经过确认的模型,才能为现场施工提供指导。另外,相关人员还可以对钢结构节点图进行转化,生成加工数据所需信息,为提高钢结构构件加工精度奠定基础。
3.2 吊装钢结构
钢结构通常具有比其他结构更短的施工工期,所拼装钢结构具有经久耐用、便于维修、抗震性良好等优点,在实际应用的过程中,只需要定期对其进行保养和维护即可。在吊装钢结构前,施工人员应对预埋螺栓进行校核处理。复测螺栓轴线、标高和栓距,放出轴线,详细记录相关数据,处理预埋件油污,在完成上述工作后,方可对钢结构进行吊装。一般来说,钢结构的吊装流程如下:首先,安装钢柱,其次,安装系杆,最后,吊装钢梁。现阶段,较为常见的吊装方法为斜吊,将吊点设置在钢柱1/3处,综合利用旋转法和滑行法完成吊装。而钢梁吊装的方法,以悬空吊装为主,在钢梁吊装完成后,施工人员方可对屋架缆进行设置,用来固定第一榀/第二榀,在此基础上,借助松紧缆索,校正垂直度。
3.3 螺栓预埋
在对基础混凝土进行浇捣前,施工人员需要再次核查螺栓大小、长度、标高和位置,再固定预埋螺栓,利用黄油、塑料制品,包裹螺栓丝口,避免混凝土浇捣导致螺栓丝口被污染的情况出现。在浇筑混凝土的过程中,施工单位应选派经验丰富的人员,通过实地监察的方式,避免预埋螺栓位置改变、既定标高改变等问题发生,待浇筑环节告一段落,及时清理螺栓杆、螺栓丝口,为后续施工提供便利。
3.4 安装钢柱
钢结构施工,不仅可以提高施工效率,还能够提高厂房质量。研究结果表明,影响钢结构质量的因素,主要是螺栓精度、钢柱质量,如果所安装钢柱存在质量不达标的情况,钢结构质量自然会受到影响。上文中提到,安装钢柱的方法以吊装为主,在此过程中,施工人员应对钢柱捆绑是否扎实引起重视,对已经被吊装起来的钢柱,需要拧紧螺栓并进行吊设处理,只有这样才能避免钢柱松动的情况出现。
3.5 焊接钢结构
完成组装后,施工人员方可对钢结构进行焊接。通常情况下,钢结构的焊接方法,以二氧化碳气体保护焊接为主,由于焊接质量直接关系到钢结构的稳定性,因此,施工单位应落实持证上岗的制度,保证施工人员能够以焊接工艺规程所提出的要求为依据,完成操作,焊接过程中,施工人员应重点考虑焊缝强度,如表1所示。
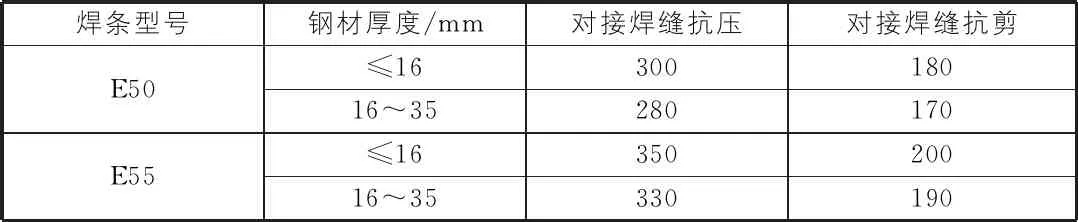
表1 焊缝强度设计值
焊接工作的内容,包括端板焊接、部件对接焊接,施工人员应保证母材和引弧板焊接牢固,在实际焊接的过程中,先要封住母材、坡口内垫板的连接处,再通过逐层累焊的方式,填满坡口。在对每道焊缝进行焊接后,施工人员应及时清理焊渣与杂物,修补在焊接过程中发现的夹渣、气孔等质量缺陷,统一交由检测单位,通过超声波探伤的方式,对焊接质量进行检测,二级焊缝的探伤率为20%,一级焊缝的探伤率为100%[3]。
4 钢结构工业厂房施工质量控制
4.1 重视前期质量
钢结构厂房施工需要应用到大量构件,在起始阶段,严格审查设计质量,为基础工程的有效性提供保证,具有突出的现实意义。通常情况,单层钢结构厂房的基础采用独立基础,需要在独立基础施工时预埋地脚螺栓,另外,在对基础工程进行施工时,要想保证施工质量,施工人员应严格控制顶面标高、混凝土轴线、螺栓位置和数量,预埋地脚螺栓时借助钢板模具对螺栓孔进行定位,提高定位的精准度。除此之外,需要施工人员引起重视的内容,还包括:周密制定构件进场、实施工程全技术指导、强化现场管理等,目的是营造良好氛围,为施工的顺利进行奠定基础。
4.2 施工质量控制
在施工过程中,施工人员应严格按照施工方案进行施工,及时指出方案的错误和漏洞,联合设计人员,对方案进行更正,避免带来不必要的问题。另外,施工人员应做到了解并熟悉每道工序的内容,对进场前材料的质量进行抽检,按照工艺评定完成焊接施工,根据母材强度选择焊接材料,对于全熔透焊缝,施工人员应在完成超声波探伤的前提下,根据设计方案,测量并检查焊脚的尺寸和质量。
4.3 全面审核图纸
钢结构厂房施工所不可或缺的环节,即为图纸审核,换言之,要想对技术应用水平进行提升,以施工技术应用所提出的要求为依据,落实图纸审核工作很有必要,只有这样才能通过对比图纸审核的方式,提高质量管理的有效性。除此之外,在落实图纸审核工作的过程中,相关人员往往能够做到及时发现并解决质量问题,施工质量管理所取得的效果,自然能够得到保障。
4.4 进行竣工验收
无论是制作钢结构的构件、预拼装钢结构的构件还是安装钢结构的构件,严格控制质量都很有必要,竣工验收的内容,包括检查构件安装、出具证明文件等,只有保证钢结构在刚度、强度、抗震性等方面的表现,均能够达到项目要求,其耐用性才可以得到保证。如果在验收过程中,发现有质量不达标的构件存在,相关人员应立即将其返工,避免此构件投入使用,带来不必要的问题,在完成钢结构厂房的施工后,相关人员还需要出具竣工报告。要想保证竣工验收的有效性,以下内容需要引起相关人员的注意:第一,审查施工组织设计,在此基础上,为施工提供技术指导,施工组织设计是否完善,往往会直接影响到施工的进度和质量,因此,相关人员应加大审查组织设计的力度,包括持证上岗的情况,施工计划详细与否,新技术的具体应用等,保证施工顺利完成;第二,定期面向施工人员展开培训,调查研究表明,多数参与钢结构厂房施工的人员,在业务能力、文化素质等方面,均处于较低的水平,只有加大培训力度,才能避免设计要求被误解的情况出现,另外,这样做还能够使施工人员具有更高的专业水平,对施工的热情与积极性,自然也会得到激发。
5 结语
通过对上文中讨论的内容进行分析能够看出,拓展钢结构应用范围的关键是严格控制施工质量、把控施工进度并优化施工技术,具体来说,就是以技术应用管理提出的要求为依据,明确影响施工质量的因素,结合实际情况制定管理对策,使施工技术的应用水平得到提升,为钢结构工业厂房的推广奠定坚实基础。
