35CrMo钢组织遗传消除工艺研究
2020-03-11林伟强蔡荣盛
林伟强,蔡荣盛
(泉州轻工职业学院 恒安智能工学院,福建 泉州 362200)
35CrMo钢中含有较高的合金元素,分布在铁素体基体上,强化了铁素体,也提高铁素体的再结晶温度。另外,大锻件的加热速度受截面尺寸的限制,只能缓慢升温,这为片状奥氏体充分发展提供了条件,故使得35CrMo钢大锻件具有遗传倾向,即晶粒难以细化[1]。本文通过对船用长轴类大锻件的热处理工艺研究,介绍35CrMo钢锻件消除组织遗传的热处理工艺。
1 研究对象
某船用中间轴锻件如图1所示,下料重量为6t、拟采用8t的35CrMo八角钢锭锯切开料锻造,拟采用倒棱、滚圆、内凹V型砧多次分段拔长等特殊锻造工艺方法进行[1]。

图1 某船用中间轴锻造现场
船用锻件尺寸较大,锻造过程复杂,晶粒细化的程度直接影响锻件质量。本文研究船用大型锻件的锻造工艺,基于DEFORM软件进行模拟对比,最后金属金相实验验证,研究35CrMo钢的组织遗传消除工艺。
2 仿真及实验
本文所研究的中间轴的化学成分见表1[1]。

表1 35CrMo钢主要化学成分
该中间轴经镦粗、拔长等粗加工工艺后的尺寸如图2所示,可以看到中间轴尺寸较大,热处理时很难受热均匀,但作为船舶的重要零部件,其晶粒度要求不小于6级。经过粗加工热处理工艺后(热处理工艺如图3所示),进行Deform软件仿真模拟(如图4所示),可以看出锻件平均晶粒度在267μm左右。
锻件经常规正火+调质热处理(热处理工艺如图5所示[1])后,做金相实验,检测显示晶粒度为4.0级~5.0级,如图6所示。进行Deform软件仿真模拟,结果显示平均晶粒度在255μm左右,如图7所示。
锻件采用临界区高温侧正火热处理后(热处理工艺见图8[2]),做金相实验,检测结果显示晶粒度为7级,达到使用要求,如图9所示。进行Deform软件仿真模拟,结果显示平均晶粒度在115μm左右,如图10所示。
3 分析及讨论

图2 某船用中间轴粗加工
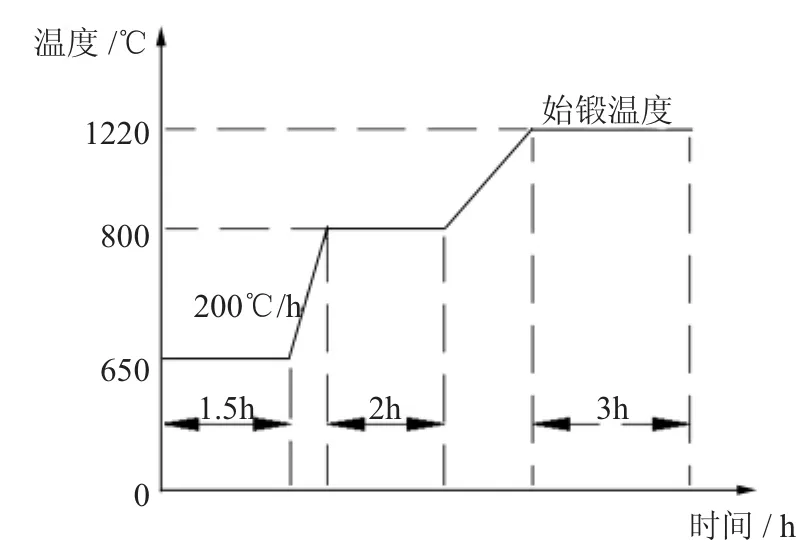
图3 某船厂冷钢锭加热规范
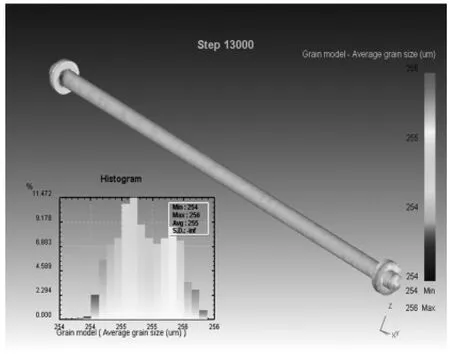
图4 某船用中间轴粗加工仿真模拟

图5 正火+调质热处理工艺
研究结果表明中速(200~300℃/分)加热至Ac1~Ac3区间高温域停留,而后升温至Ac3以上奥氏体化,可消除35CrMo组织遗传现象[3]。对35CrMo钢大锻件,采用临界区高温侧正火热处理可以消除组织遗传现象,原因主要是在临界区高温侧保温,有利于粒状奥氏体形成和 组织回复再结晶,正火后又可发生残余奥氏体分解以减少针状奥氏体的非自发核心,从而减弱组织遗传[3]。
4 结论
通过实验验证得知,采用临界区高温侧正火热处理可以有效消除35CrMo钢组织遗传现象,细化晶粒。

图6 正火+调质热处理后晶粒度
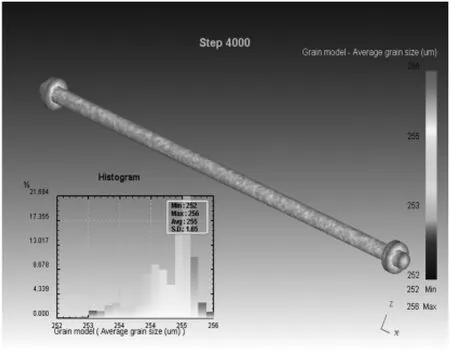
图7 正火+调质热处理仿真模拟

图8 临界区高温侧正火热处理工艺
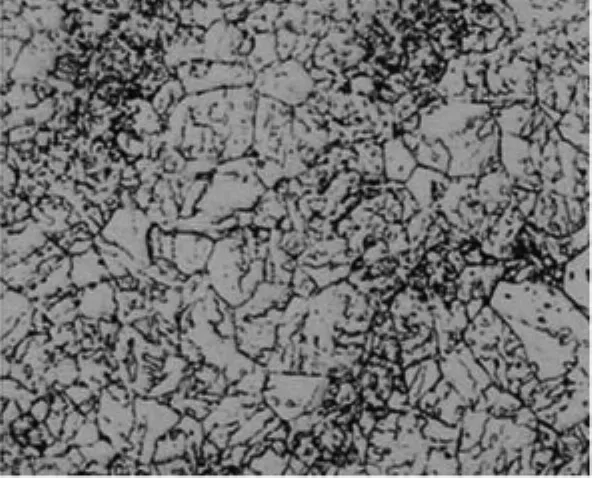
图9 临界区高温侧正火热处理晶粒度

图10 临界区高温侧正火热处理仿真模拟
