“刀阵”式T梁钢筋绑扎胎卡具在铁路预制梁场的应用
2020-03-10牟明九
牟明九
(中铁一局集团有限公司, 西安 710054)
铁路后张法预应力简支T梁是铁路桥梁的一种主要型式,常以预制梁场集中生产的模式施工。预制梁场建设标准化程度相对高,对产品质量要求相对严格,预制梁场T梁钢筋绑扎施工劳动强度大、劳动力密集,施工管理和质量控制难度较大,为进一步规范钢筋绑扎作业,提高钢筋绑扎质量,须制定便于施工人员施工,便于控制钢筋绑扎精度的新型工装。
本文以临海东制梁场为例,讨论新型“刀阵”式钢筋绑扎胎卡具在铁路T梁钢筋绑扎上的实用性。临海东制梁场位于浙江省台州市临海市长甸二村西侧,场地利用规划货场,梁场中心里程DK 142+000,占地约99亩,长320 m,宽150 m。承担828孔简支T梁的预制任务。
1 钢筋绑扎胎卡具现状
传统的铁路T梁钢筋绑扎胎卡具制作较为简单,功能不完善,虽经多次改进,仍存在卡槽精度低、梁体底腹部钢筋绑扎无定位卡具、梁体底腹部钢筋定位胎具有局限、梁体顶部主筋垂直度差等普遍性问题。
1.1 开槽精度低
传统胎卡具常使用氧气乙炔气割、电焊热熔、砂轮打磨等工艺成孔。人工操作存在施工难度大、施工效率低、加工精度差、槽口加工外形粗糙等问题,加工误差难以满足槽口定位偏差≤2 mm的验标精度要求。且钢材在受热后易变形,常出现加工过程中钢材弯曲报废的现象,一次性加工成型率低。
1.2 梁体底腹部钢筋绑扎无定位卡具
在梁体底腹部钢筋绑扎过程中,仅设置底部箍筋卡具对其进行定位,腹部钢筋无定位卡具。
施工人员在绑扎梁体腹部钢筋时,需根据钢筋间距制作量尺,提前在竖向凳筋上标记钢筋绑扎位置,然后根据记号,在多人协助下完成绑扎作业。该胎卡具施工工艺繁琐,施工效率低下,且存在以下问题:
(1)水平通长钢筋的定位,不能满足间距20 cm,且误差≤15 mm的验标要求[1]。
(2)无法满足竖向凳筋垂直度≤1%的要求。
(3)梁体腹部钢筋厚度偏差较大,保护层厚度不满足验标要求。
(4)不能满足预应力孔道定位网片横向偏差 ≤4 mm的验标要求[2]。
(5)施工人员工作强度大,工作效率低。
1.3 梁体底腹部钢筋定位胎卡具有局限
随着简支T梁生产技术的不断成熟和施工经验的长期积累,研究出了采用插管固定来解决腹部钢筋绑扎问题的胎卡具。绑扎过程中,在胎卡具一侧设置立柱,根据水平通长钢筋的位置在立柱上安装φ24 mm钢管,使用φ20 mm的钢管,将一半穿入槽管中,另一半外露,实现定位水平通长钢筋的目的[3]。
目前,该工艺在国内各T梁场使用最多[4],但在使用过程中,仍存在一些局限性。
(1)钢管无法定位水平通长钢筋的位置,仅能定位水平通长钢筋的横向间距。
(2)梁体腹部钢筋的侧向弯曲大、无法满足竖向凳筋垂直度误差≤15 mm的要求[5]。
(3)水平钢筋的腹部厚度无法有效控制,钢筋定位网孔道呈曲线布置,无法满足预应力孔道偏移 ≤4 mm的验标要求[6]。
(4)钢筋绑扎成型后,须将钢管全部拆除,拆除难度大,且常有损坏情况发生。
(5)施工人员要重复抽查大量定位钢管,劳动强度非常大。
1.4 梁体顶部主筋垂直度差
传统胎卡具梁体顶部主筋的定位采用角铁开槽固定方式,无防侧倾措施,在施工中不能有效控制钢筋垂直度。由此导致在进行梁体顶部钢筋与梁体腹部钢筋连接时,梁体顶部钢筋无法顺利进入模板锯齿槽与梁体腹部钢筋连接,施工人员只得强行弯曲避让连接钢筋,施工难度大,连接质量较差。
2 新型钢筋绑扎胎卡具设计
2.1 设计思路
根据传统钢筋绑扎胎卡具存在的问题,设计需解决胎卡具开槽精度、水平通长钢筋定位准确度及顺直度、竖向凳筋的垂直度、梁体顶部主筋的垂直度、钢筋腹部厚度、预应力孔道定位网安装位置的准确度等问题。
2.2 设计原理
“刀阵”式T梁钢筋绑扎胎卡具分为梁体底腹部钢筋胎卡具和梁体顶部胎卡具两部分,通过采用激光切割成孔、“刀式”横向定位齿及限位锯齿板等措施,实现钢筋定位精准、工艺便于施工的目的,使钢筋绑扎各项指标满足规范要求。提高钢筋绑扎的精度,减少施工人员的劳动强度,提高工作效率。
3 “刀阵”式T梁钢筋绑扎胎卡具应用
3.1 胎卡具开槽
“刀阵”式T梁钢筋绑扎胎卡具采用激光切割工艺,在配件制作过程中,激光切割机按照输入的设计参数将各部件一次性加工成型,其加工精度高、质量稳定、效率快且连续性好。通过对比,激光切割工艺较传统人工切割工艺具有明显的优势。
(1)制作精度高,激光切割的精度可达到1 μm。
(2)工作效率高,仅4 h便能完成1片T梁胎卡具所有配件的制作。
(3)切割一次成型,开口受热均匀,钢材不会因受热而变形。
(4)连续施工、差异性小、切割质量稳定。
切割工艺效果对比如图1所示。
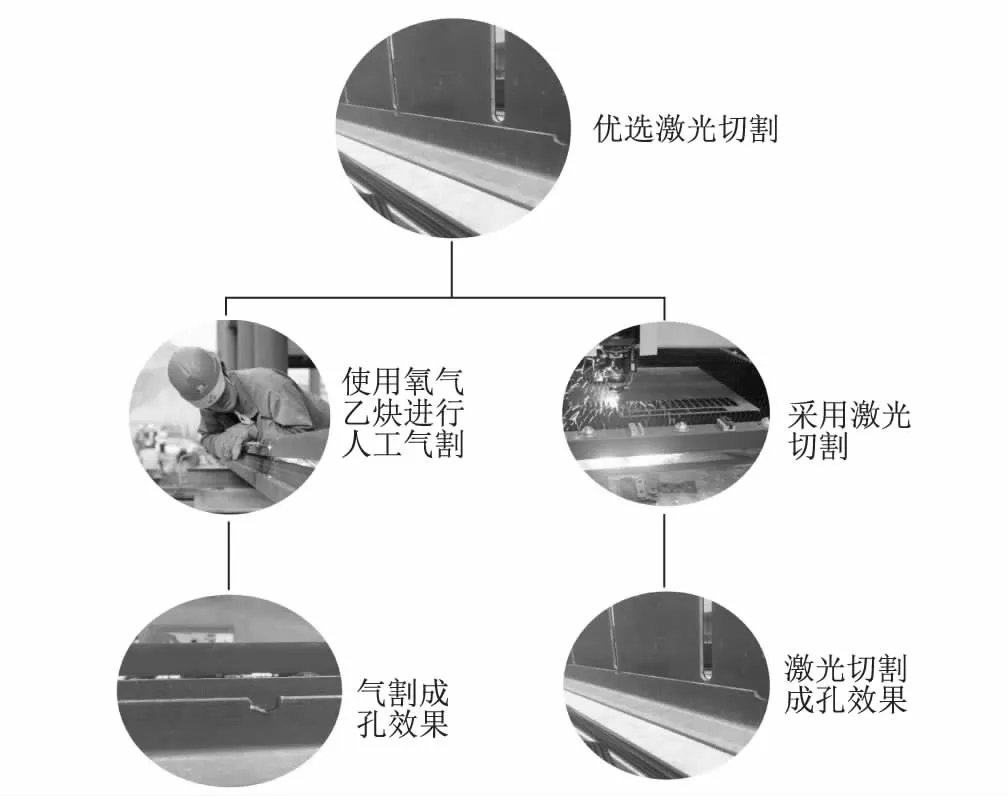
图1 切割工艺效果对比图
3.2 “刀式”横向定位齿
“刀阵”式T梁钢筋绑扎胎卡具创新设置了“刀式”横向定位齿,顺桥方向每隔3 m设置1个立柱,采用宽20 cm的槽钢以保证刚度,在立柱上设置“刀式”横向定位齿。横向定位齿按设计图纸中水平通长钢筋的间距(20 cm)进行布置,由10 mm厚钢板激光切割制成,宽5 cm,长72 cm。在横向定位齿上部,按照水平通长钢筋的位置及尺寸设置定位孔,同时在定位齿末端设置止挡。绑扎钢筋时,水平通长钢筋卡入卡槽内,竖向凳筋与水平通长钢筋搭接绑扎。
为保证横向定位齿不会对钢筋吊装产生阻碍,在定位齿根部和立柱上的对应部位开孔,使用φ22 mm高强度螺丝将定位齿和立柱铰接,定位齿可围绕螺丝旋转,然后在定位齿末端焊接角钢进行止挡。定位齿在重力作用下保持水平,当钢筋起升时,定位齿被底部钢筋托起,钢筋顺利脱离胎卡具。
“刀阵”式T梁钢筋绑扎胎卡具有以下优点:
(1)精确定位水平通长钢筋在梁体的空间位置,保证了间距20 cm,误差≤15 mm的验标要求。
(2)竖向凳筋与水平通长钢筋搭接绑扎,使其垂直度得到有效控制,满足误差≤15 mm的验标要求。
(3)精确定位水平通长钢筋间距,保证了钢筋的厚度,使保护层厚度得到有效控制[7]。
(4)保证了钢筋的纵向线性,无侧向弯曲,使预应力孔道定位网安装的偏差满足误差≤4 mm的验标要求。
3.3 限位锯齿板
梁体顶部限位锯齿板有效解决了传统胎卡具主筋垂直度不满足验标要求的问题,施工人员在绑扎梁体顶部主筋时,可直接将钢筋安装入槽,钢筋在卡槽的束缚下竖向均匀分布,不会出现侧倾,为其他钢筋的绑扎起到骨架支撑作用,绑扎成型后骨架整体性好,绑扎质量明显提高。在钢筋吊装时,锯齿槽宽度与钢筋预留2 mm空隙,保证垂直起升时,钢筋骨架顺利脱离锯齿槽。
3.4 钢筋绑扎
绑扎时,施工人员可提前将水平通长钢筋放置在定位齿上,改变传统先固定竖向凳筋再绑扎水平通长钢筋的工艺,在绑扎梁体底腹部钢筋骨架时,可不需要多人配合,1人即可独立完成绑扎,有效减小了施工难度。通过“刀式”横向定位齿、限位锯齿板等定位措施,有效提高了主要钢筋骨架的定位精度,保证了钢筋间距、底腹部厚度、侧向弯曲和垂直度,钢筋绑扎的整体性明显提高,钢筋绑扎过程如图2所示。

图2 “刀阵”式钢筋绑扎胎卡具钢筋绑扎过程图
3.5 钢筋吊装
在静止状态下,横向定位齿在自重及后止挡的作用下保持水平,施工人员可在横向定位齿上安装绑扎通筋。起吊时,随着起重机的起升,钢筋脱离横向定位齿卡槽,定位齿被全部脱起,起重机继续起升直至钢筋骨架脱离胎卡具,横向定位齿自动归位,完成吊装,施工人员可重新绑扎下一个梁体钢筋,其吊装过程如图3所示。

图3 “刀阵”式钢筋绑扎胎卡具吊装过程图
4 “刀阵”式T梁钢筋绑扎胎卡具效益分析
4.1 质量效益
“刀阵”式T梁钢筋绑扎胎卡具使钢筋绑扎一次性验收合格率明显提高,通过对100片T梁的钢筋验收情况统计,得出其钢筋绑扎检查合格率统计结果,如表1所示。

表1 钢筋绑扎一次性验收合格率统计表
由表1可知,“刀阵”式T梁钢筋绑扎胎卡具对钢筋垂直度、主筋横向位置、梁体顶部主筋间距与设计位置偏差、箍筋间距及位置偏差、梁体钢筋厚度等的质量控制有明显提升,能有效保证钢筋绑扎质量。
4.2 工期效益
“刀阵”式T梁钢筋绑扎胎卡具投入使用后,钢筋绑扎施工由原来的每孔梁需14人绑扎6 h,减少至每孔梁需11人绑扎5 h,减少了用工人数,提高了工作效率,为临海东制梁场顺利完成制梁任务起到了促进作用。
4.3 经济效益
根据浙江地区劳务用工情况,梁场钢筋绑扎工工资按300元/天计,单孔T梁钢筋绑扎节约29工时,折合产值362元。临海东制梁场T梁生产任务共828孔,共可节约成本30万元。
5 结束语
“刀阵”式T梁钢筋绑扎胎卡具通过激光切割成孔、“刀式”横向定位齿、限位锯齿板等措施创新,对T梁钢筋绑扎胎卡具的功能性和便利性进行了优化,提高了梁场钢筋绑扎施工的标准化水平,其精准、科学、便利的特点,提升了梁场的质量、经济和工期效益。随着我国工业生产水平的不断提高,梁场在生产工装的应用上,将持续革新,向自动化、机械化、科技化的发展方向快速推进。