S45C 钢零件镀锌后表面生锈分析
2020-03-09李英奎
张 瑞,李英奎,方 圆
(南京钢铁股份有限公司,江苏 南京 210000)
S45C 钢主要用于冷床辊道连接的连接件,用户使用地区靠近沿海,因此对成品的耐腐蚀性能要求较高,防锈方式为表面镀锌处理。某厂对一批S45C 钢零件表面镀锌后,发现成品表面存在坑点,在冷床上装配使用后快速的腐蚀生锈,发生快速生锈的零件比例较小,占比约1%,生锈的零件需要进行更换,对该厂的生产效率产生了较大的影响[1]。
镀锌产品快速生锈的原因较多,零件在镀锌前表面未清理干净或表面存在凹坑,在电镀过程中异物遮挡处和凹坑处镀层无法完全覆盖,易在这类地方发生腐蚀,造成电镀产品无法起到防锈作用。在电镀过程中,电镀质量不过关,如镀层有缺陷、电镀后未进行钝化处理等,在此类缺陷处易发生腐蚀,造成电镀产品起不到防锈作用。电镀产品对储存有一定要求,如在腐蚀性气氛或高温高湿环境中会对镀层产生破坏,造成电镀产品起不到防锈作用。
对该厂的生产过程进行经现场调查,零件的加工工艺路线为圆钢下料——中心掏孔——表面车削——零件清洗——电镀锌。客户将130mm 规格圆钢带锯下料成20cm 长的料段,将料段的心部钻孔掏空,表面由外向内车削成椭圆形,对车削完的零件,客户使用防锈油涂抹,放入铁框内在厂房内摆放,现场做好零件的防锈,避免了零件表面锈蚀后产生锈坑,影响电镀表面质量;客户将车削完的零件用铁框运输到电镀厂,电镀前对零件进行清洗,现场观察零件表面清洗干净,表面无杂物等,电镀过程无异常。对电镀完的产品进行表面检查,发现个别电镀产品表面有坑点,从现场取一个电镀后表面有坑点的成品试样,笔者对其进行理化检验和分析。
1 理化分析
1.1 宏观检验
成品表面坑点的宏观形貌见图1,可见镀锌成品表面有明显的坑点,坑点分布较为分散,从零件形状为椭圆状,用户对圆钢的车削量较大,坑点对应的位置在圆钢的内部近表位置。

图1 成品表面坑点件
1.2 化学成分分析
在材料的横截面上取样后,在光谱和碳硫分析仪上测试其化学成分,结果见表1,对比双方签订的技术协议,可见化学成分符合技术协议的要求[2]。

表1 成分分析
1.3 低倍检验
从成品的横截面剖开,取低倍薄片进行热酸腐蚀后观察,低倍组织致密、均匀,未见任何宏观缺陷,在坑点对应圆钢内部位置观察组织致密,无缺陷。低倍检测的图片见图2。

图2 低倍
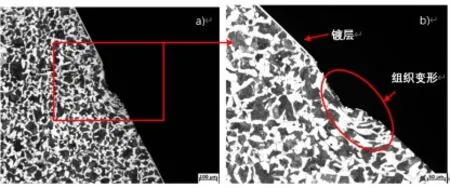
图3 腐蚀后斑点凹坑处组织形貌 (a100×/b200×)
1.4 金相检测
在镀锌表面坑点处用线切割取横截面金相试样,经过粗磨、细磨、抛光和侵蚀后,分别在显微镜下观察,结果见图3,坑点深度0.04mm,正常处镀层清晰可见,坑点附件镀层破损,坑点底部存在组织变形。
1.5 扫描电镜检测
对镀锌表面坑点扫描电镜观察,结果见图4,缺陷处的镀层与正常处对比,呈破裂状,坑点整体形貌未观察到流线形,该处的坑点无法起到防锈作用。
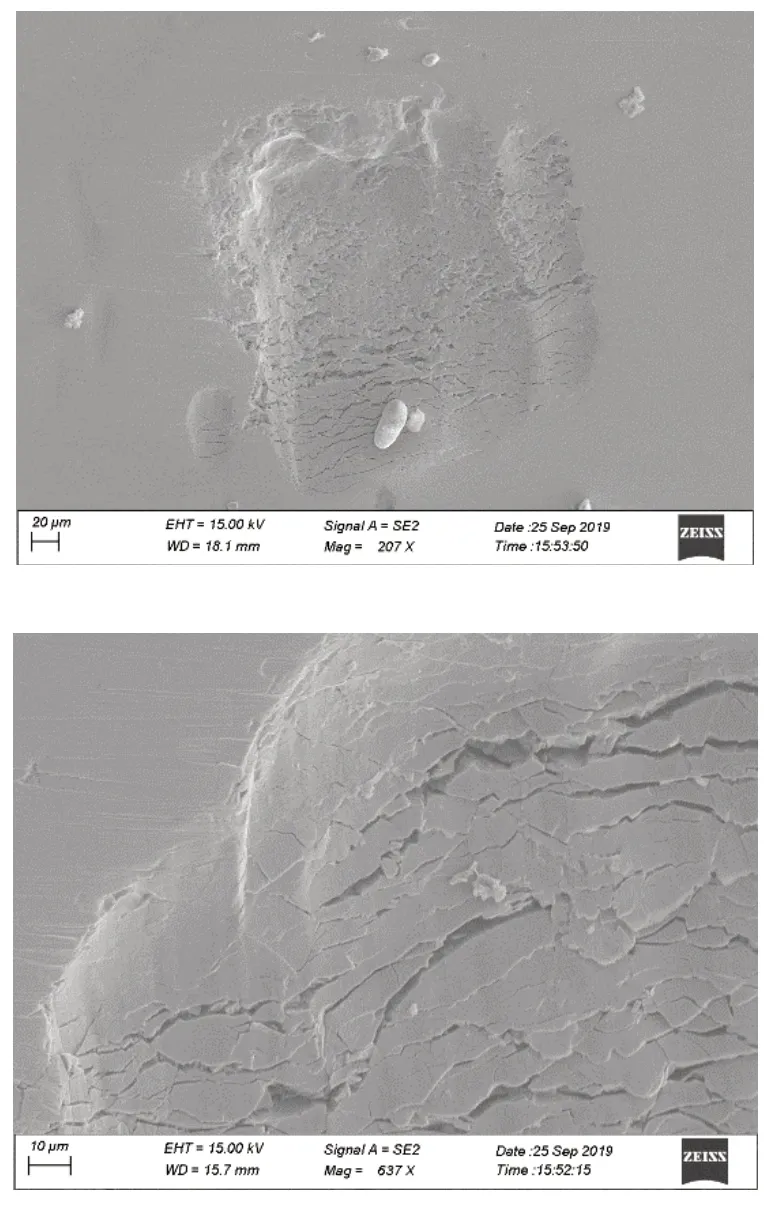
图4 坑点扫描电镜观察
2 分析和讨论
(1)从化学成分分析,材料符合技术协议要求。
(2)从试样最大规格位置进行低倍检验,低倍上未发现宏观组织缺陷,重点对坑点对应圆钢内部的位置观察,观察得出组织致密均匀,未发现缺陷,该圆钢为130mm,查询为320mm ◊480mm 铸坯轧制,压缩比达到11.6;对坑点处金相组织观察,无裂纹,基体无夹杂物,说明该坑点为后期用户加工过程中产生的。
(3)通过金相和扫描电镜观察,零件表面的电镀层厚度较为一致,镀层均匀,同时电镀产品使用生锈的比例较低,说明客户的电镀工艺无异常。
(4)通过低倍检验观察,排除了原材料内部的缺陷,成品镀件上的坑点是在用户加工过程中产生的;通过对镀层进行金相和扫描电镜观察,排除了电镀工艺的异常,由此推断镀件上的坑点是在零件车削后到电镀前这一过程产生的。通过金相观察,在金相检测坑点的底部存在组织变形,说明该处受到外力碰撞;通过扫描电镜对坑点进行形貌观察,坑点形貌非流线状,坑点不是镀锌后碰撞产生而是镀锌前存在坑点,该坑点处镀层不能完全覆盖。重点找出车削到电镀前零件表面产生坑点的原因。
(5)在现场跟踪客户加工时,客户机加工车削厂和电镀厂不在一个厂区,需要将零件从车削厂转运到电镀厂。在车削到镀锌前有两个地方可能发生碰撞坑点,一个是零件车削过程中刀具抖动,撞击零件表面产生坑点;另外是零件在车削后转运到电镀厂的过程中发生碰撞,零件表面产生坑点,和用户沟通对车削完的零件进行表面检查,从而进一步确定坑点产生的原因。
3 解决措施
与用户交流,用户在车削完表面未发现坑点,零件需要从,使用铁框汽车转运,坑点为用户使用铁框从车削厂转运到镀锌厂转运零件,在转运过程中发生碰撞产生的,该处坑点在后续镀锌时未能镀上,从而造成成品表面生锈。建议客户在铁框内部贴上软垫后进行转运,转运过程中对零件加固,防止颠簸抖动。用改进后的方式转运零件,零件在镀锌后未发现表面有坑点,产品使用防锈效果良好。
4 结论
镀锌后生锈的原因是零件在运输过程中碰撞产生坑点,该处镀锌时镀层无法覆盖完全,从而无法起到防锈作用,通过加强转运过程零件的防护,杜绝碰撞坑点的产生,解决了S45C 钢零件镀锌表面生锈的问题。
