唐钢自润滑镀锌板产品开发
2020-03-09何惠彬王海涛薛力强王凯飞
何惠彬,谷 田,王海涛,王 浩,薛力强,王凯飞
(河钢唐钢高强汽车板有限公司,河北 唐山 063000)
镀锌钢板由于其耐腐蚀性和良好的涂层性能而广泛用于家用电器、汽车与建筑行业。但由于涂层的柔软表面和形状的高摩擦系数,模塑性能很差。因此,将润滑油施加到镀锌板的表面上以改善冲压和成形性能。冲压完成后,使用脱脂剂去除工件,表面覆盖油渍[1]。但涂料润滑油导致了许多问题:生产过程不断增加,用于脱脂的脱脂剂会污染环境,当进行复杂的冲压时,即使涂有润滑剂,工件的表面仍易于压制,划痕会影响表面质量和耐腐蚀性。
镀锌自润滑钢板可直接冲压成型,表面无润滑油,且不会出现冲压擦伤等问题,后续可直接进行应用或喷涂,节约了制造成本并且降低了环境污染[2,3]。
1 自润滑镀锌钢板生产工艺
唐钢高强汽车板有限公司镀锌线辊涂机为立式涂机,烘干方式为感应加热烘干,并配有3 台变频冷却风机和3 台定频冷却风机。
辊涂机涂覆方式有顺涂和逆涂两种,逆涂方式的涂层厚度调节范围宽,涂覆后带钢表面光滑、质量优良,因此生产自润滑产品时优先采用逆涂方式。
辊涂机涂覆膜厚主要与药剂粘度、提液辊转速比、涂敷辊转速比、提液辊与涂敷辊间压力、涂敷辊与带钢间压力等参数有关。提液辊转速比一般控制在50%~90%之间,涂敷辊转速比一般控制在80%~130%之间,涂敷辊转速越快,膜厚越厚。涂布辊和液体提升辊之间的压力与薄膜厚度成反比,压力越高,膜厚越薄。涂布辊和带材之间的压力对薄膜厚度的影响较小,但是太大的压力会缩短涂布辊的寿命[4]。
自润滑镀锌钢板生产工艺参数设定如表1 所示。

表1 工艺参数设定表
2 自润滑产品工艺性能
2.1 动摩擦系数
采用摩擦磨损试验仪对自润滑涂层进行摩擦系数测定,摩擦系数越小,涂层的润滑性越好。在样板上选取2 个点,测试过程中针头在样品表面往复运动,检测结果如表2 所示,动摩擦系数良好。
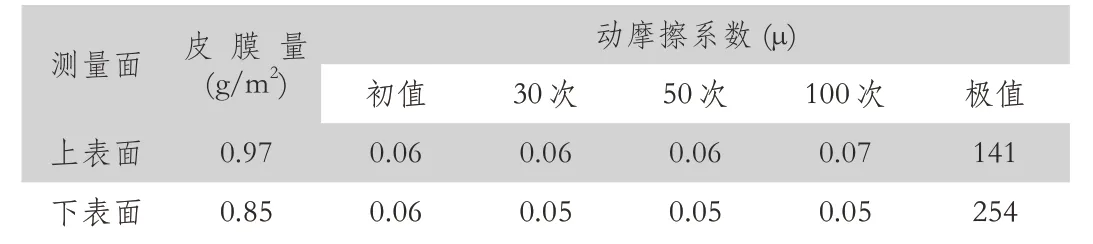
表2 动摩擦系数
2.2 耐腐蚀性能
试验条件参照GB/T10125–1997《盐雾腐蚀试验方法》进行中性盐雾(NSS)试验,腐蚀介质采用为 5%的NaCl 溶液,采用连续喷雾的方式。以指定的时间为一个周期,从盐雾箱中取出样品板,立即用去离子水冲洗表面残留的氯化钠溶液,并检查镀锌涂层板腐蚀面积占总测试面积的百分比,估计涂层对盐雾的抵抗力。分为平面部72hrSST 后白锈面积、平面部96hrSST/120hrSST后白锈面积、8mm 杯突部48hSST 后白锈面积三种方法进行综合评定,评定结果合格,试验结果如表3 所示。
2.3 耐热黄变性能
涂层变黄的耐热性是指在特定温度环境中放置涂层时,表面变色、薄膜剥落,所需的机械性能和其他保护性能,要有较好耐热性越好,变化越小。在测试耐热性之前,通过使用精密色度计测量自润滑涂层表面的色坐标L,A,B 来测量镀锌板上自润滑涂层的耐热性。将其放置在200°C 的恒干燥箱中20 分钟,取出自润滑涂层的样品冷却,根据测量自润滑涂层表面的色度坐标L',A',B'。然后可以利用公式计算出优良差△E 的变化。根据△E 值判断涂层的耐热性,△E 越小,涂层的耐热性越好,检测结果如表4 所示。
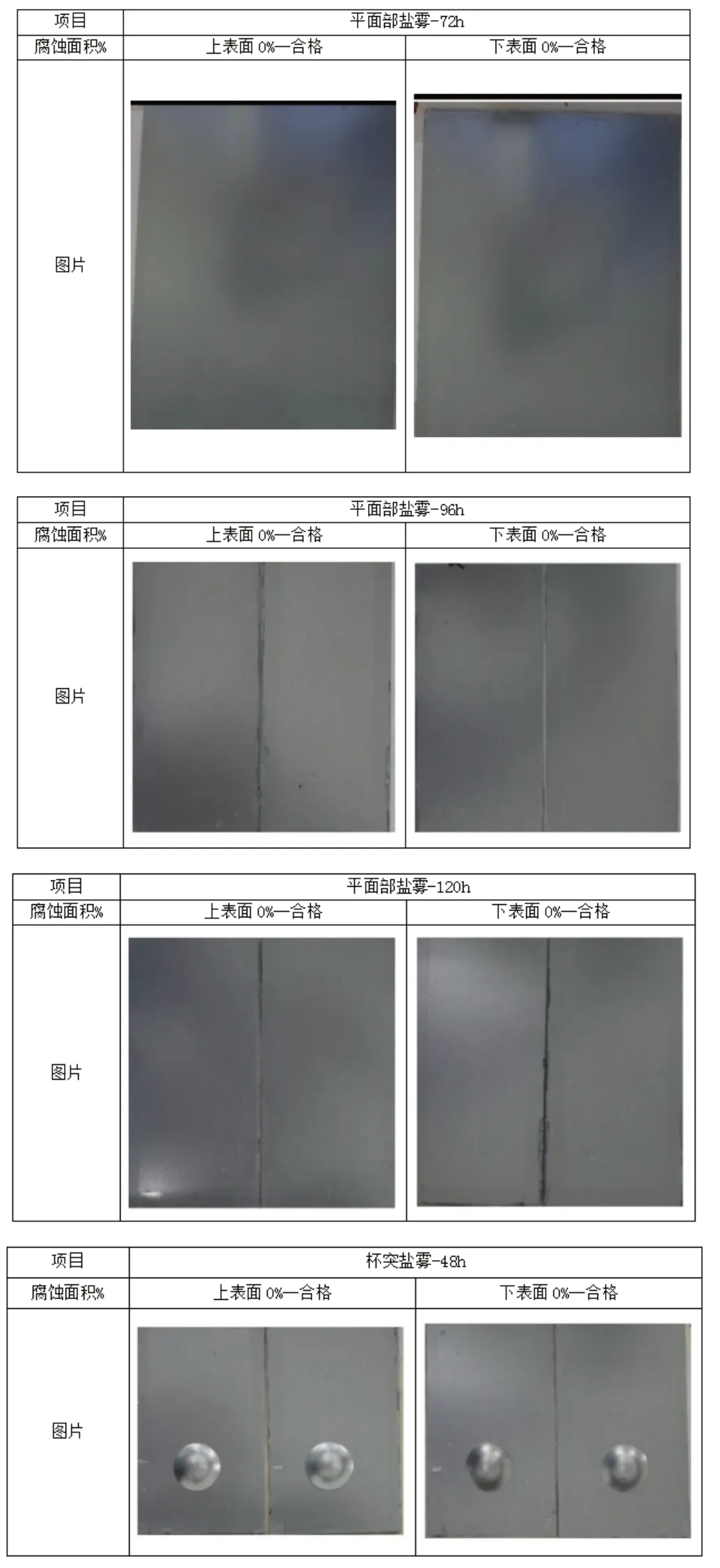
表3 耐蚀性试验结果
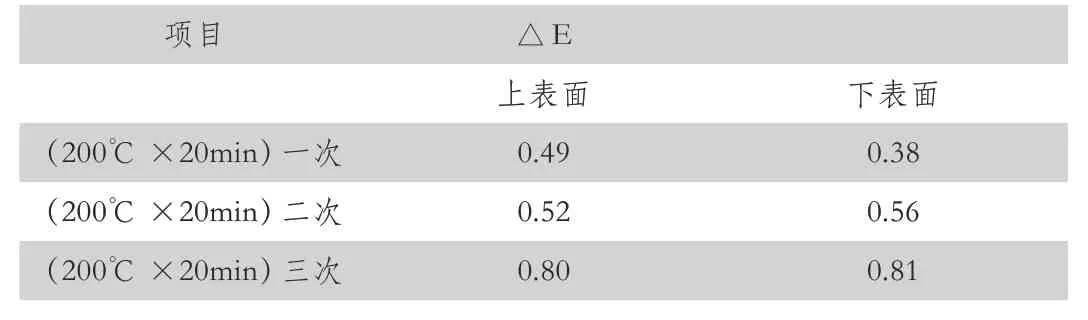
表4 耐黄变试验结果
△E 分别为0.49/0.38、0.52/0.56、0.80/0.81,均小于3,耐黄变合格。
2.4 涂装性能
自润滑液经烘烤固化后,在成膜后的镀锌板上涂装聚酯粉末,之后采用百格法进行测试,测试结果合格,如表5 所示。
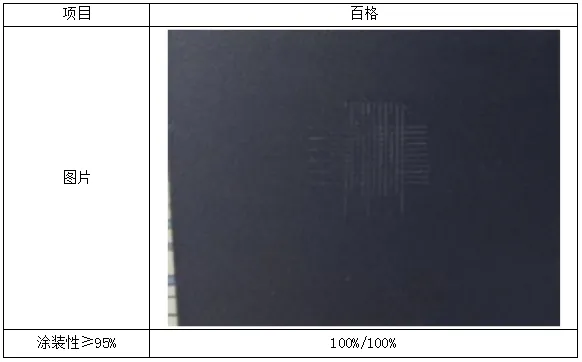
表5 涂装后性能测试结果
3 结论
通过试验和机组试生产及研究,唐钢高强汽车板成功开发了自润滑镀锌产品,产品的钝化膜、盐雾测试、耐黄变、涂装性能等检测结果均合格,拓宽高强汽车板的产品结构,与国内外先进钢铁企业又缩短了差距。
