煤矿主提升机平衡尾绳更换工艺的改进
2020-03-06李福固
李福固 姬 冬
(1.山东兖矿技师学院,山东 邹城 273500;2.兖矿集团兴隆庄煤矿,山东 兖州 272102)
兖矿集团兴隆庄煤矿主副井四部提升机均采用瑞典引进的HSVE2.8×6型塔式六绳摩擦式提升机,平衡扁尾绳规格为155×26,挂绳长度为435m。根据《煤矿安全规程》规定,摩擦式提升机平衡钢丝绳报废标准为四年,并必须同时更换全部钢丝绳。原两条平衡尾绳同时更换的施工方法参与人员多,作业环节多,不利于安全管理,必须进行改进以适应高产、高效的要求。
1 原施工方案存在的问题
原施工方案是两条平衡尾绳同时更换,这种方法存在着较多的缺点,主要如下:
(1)施工时,四部旧尾绳车和两部新尾绳车同时运行,两边空间狭小,且还必须有司机和排绳人员,易引发安全事故。
(2)原施工方案中两条尾绳同时更换的目的是可节省时间,其实却非如此。除新旧绳车再加上提升机共7部车要按同一指令,同时、同步、同速运行,非常困难,若有一部车出现故障,就必须全部停止作业,实践证明,这样更加拖延时间。
(3)入井人员多。多部绳车同时启动运行,司机、排绳人员比单绳依次更换方法多一倍,不利于施工管理,更不利安全。
(4)信号、电话传送容易混乱。原施工方案信号联系需向多个绳车发送信号,易使信号工出现错误。
(5)使用设备材料多,井下各绳车同时运行前就要先对其进行固定,使用的手拉葫芦、钢丝绳套、圆木等各种固车用具就多,浪费设备材料。
2 新方案施工前准备工作
准备好用来缠新绳的两部特制绞车,在距特制绞车20m处用三角架把新绳辊撑起,并在地面标上标记。把新尾绳拖到特制绳车上并紧固好,这时尾绳拉起,在标有标记处,用红漆在尾绳上划上标号,开启绞车到20m标记处用同样方法在尾绳上划好标记,并依次标记,以便记录所缠新尾绳长度,新尾绳缠够一定长度时,再留有一定余数。以同样方法再把新尾绳缠到第二部特制绳车上。
在更换新尾绳的前一班将新旧绳车运往-270水平更换尾绳车专用巷道,并排好间距固定妥当。
3 新方案施工步骤
该方案采取单绳依次更换的方法,先以旧绳带新绳过尾绳保护架,然后一端新绳就位紧固好后,开始带新绳,新绳另一端安装到位后,撤除2段旧绳。以3A车为例,施工步骤如下。
(1)将3A车A斗放在-270水平位置,停车闭锁。用(400cm20cm7cm)木板和12#工字钢在-270专用巷道水平位置3A车两箕斗处搭好工作平台,并固定好。
(2)将新尾绳绳头拖经平台圆木上方,绳头朝下和B斗侧旧尾绳用2副板卡卡到一起,并紧固(如图1所示)。
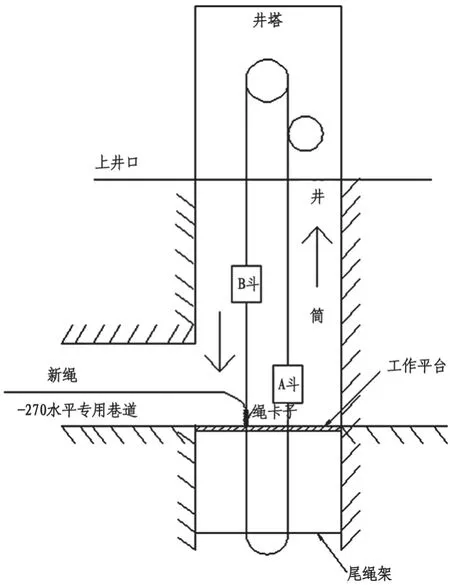
图1 更换尾绳示意图
(3)B斗以0.3m/s速度下行,新绳车同步放新尾绳,直到新尾绳绳头露出A斗侧平台5m左右停车闭锁。
(4)将新尾绳绳头用特制的墩卡卡住,墩在工字钢上,撤离人员。
(5)A斗以0.5m/s速度下落至平台上方合适位置停车闭锁,用2只5T葫芦挂在A斗底部把旧尾绳拉起,松弛后,在桃形环处用气割割断旧尾绳。
(6)将割下的桃形环上的旧绳段取走后,把新绳头穿过桃形环并紧固好4付板卡。
(7)A斗以0.5m/s速度上行,新绳车同步放绳。待B斗底部下行至平台位置处停车闭锁。
(8)此时应检查井筒尾绳有无反转和尾绳架处垂弧是否合适。
(9)一切正常后,用2个5T葫芦挂在B斗底部把旧尾绳拉起,旧尾绳松弛后,在桃形环处用气割割断旧尾绳,将割下的桃形环上的旧绳段取走。
(10)把截好合适长度的新绳头穿过B斗底部桃形环,并紧固好4付板卡。同时其他施工人员在A斗侧将新旧绳用1付板卡卡住,紧固好。气割此处旧尾绳,同时拴好引绳将其牵到缠旧绳绳车上,准备撤A斗底部旧绳。
(11)B斗以0.5m/s速度上行,旧绳车同步撤旧绳。等A斗底部到达工作平台位置时停车闭锁。将2个5T葫芦连同旧尾绳全部撤出。
(12)B斗侧以0.5m/s速度反勾,待下方旧绳头落至工作平台处时停车闭锁。拴好引绳将其牵到缠旧绳绳车上,准备撤B斗底部剩余旧绳。
(13)B斗继续0.5m/s速度下行,旧绳车同步撤旧绳,待B斗全部撤完后连同2只5T葫芦一同撤出平台。
(14)至此一条新尾绳更换完毕,详细检查各联接装置,卡子等。检查无误后,用相同工艺更换第二根尾绳。
4 结语
改进后的施工方案最大程度避免了双绳同时更换存在的设备多、配合复杂的问题,减少施工人员12人,极大提高了施工的安全可靠性,节省施工时间4h左右,而且换绳工艺简单,适应了煤矿高产、高效、安全生产的要求。
