近似密闭空间焊接的危害分析
2020-03-04
(云南化工设计院有限公司,云南昆明,650041)
1 前言
密闭空间[1]是指与外界相对隔离,进出口受限,自然通风不良,足够容纳一人进入并从事非常规、非连续作业的有限空间。气体保护电弧焊利用气体作为保护介质的电弧焊,一般以惰性气体作为保护介质的电弧焊方法,以焊丝作电极,以自动或半自动方式进行焊接。该焊接方法焊接成本低,生产率高,适用范围广泛。每年采用气体保护焊制作的设备数量较大,焊接过程产生的污染给焊工带来了不同程度的危害,尤其是密闭设备的焊接,更容易造成中毒安全事故。
本文采用CO2气体保护焊[2],下面就其污染作简要的介绍,其污染来自焊接区域,可分为化学污染和物理污染。
1.1 化学污染
化学污染分为两类:一类是有害气体,主要是一氧化碳和二氧化碳;一类是烟尘,其主要成分是三氧化二铁、二氧化硅和氧化锰等。
1.2 物理污染
物理污染包括:CO2气保焊高温电弧光产生的紫外线、红外线等。
2 案例背景
施工现场非标设备外形尺寸长6米、宽3.4米、高1.5米,设备材质为低碳钢,板厚5mm,设备内部焊接采用实心焊丝,焊接范围包括壁板、顶板、底板的拼接以及与加强方钢的焊接,设备内部有一名焊工,工作量较大。设备内部无通风,无照明,只有设备顶部开设两个直径400mm的人孔,以便进出,内部焊工配普通面罩进行焊接操作。经计算,本设备的表面积69m2,开孔面积为0.25m2,开孔面积的占比约0.36%,占比非常小,因此本案例设备内部焊接可视为在密闭空间焊接。
本文针对密闭空间CO2气体保护电弧焊的中毒危害进行分析,并得出量化结果。对保障生命财产安全,减少安全事故发生,意义较大。
3 案例分析
3.1 密闭空间焊接一氧化碳中毒分析
本案例采用实心焊丝CO2气体保护焊,由于现场的实际条件有限,无法做到及时记录。为了得到较为真实的数据,本文参考文献[3]的数据,因本案例只是近似密闭并非完全密闭,但实际容积与文献密闭空间的容积相当,故表1的数据参照文献[3]数据,并根据经验进行略微调整,具有一定的真实性。

表1 实心焊接设备内部成分变化
通过表1数据可知,设备内部温度随着时间继续在升高,氧气浓度在下降,下降缓慢,但一氧化碳的浓度增长最快,变化率达到58.45 mg/m3·min ~60.72 mg/m3·min。一氧化碳浓度随时间的变化见图1。

图1 设备内部一氧化碳浓度变化
资料显示,当氧气浓度不低于19.5%,不属于缺氧工作[4],根据表1数据变化可知,短时间内设备内部氧气充足。本文更关注一氧化碳的含量和变化,其原因是,一氧化碳属高度危害气体,在生产场所的浓度限制[5]不得超过30 mg/m3,而表1数据显示,五分钟时一氧化碳的浓度已达到303.6 mg/m3,其含量远远超过规范的要求。根据标准规定[6],当一氧化碳浓度达≥100cm3/m3-500 cm3/m3时,即浓度≥86 mg/m3-430 mg/m3,会对人体产生强刺激,该浓度的一氧化碳近似人类致癌物,实际危害或致残且为不可逆损害,后果不堪设想。
根据一氧化碳环境浓度以及接触时间长短的不同,对人体的影响也有不同,据资料显示,空气中的含量吸入时间和中毒显示症状见表2。
根据上述分析一氧化碳浓度变化率达到58.45 mg/m3·min-60.72 mg/m3·min,定义58.45 mg/m3·min为低变化率,60.72 mg/m3·min为高变化率,进行时间与浓度变化分析,如图2、图3所示。
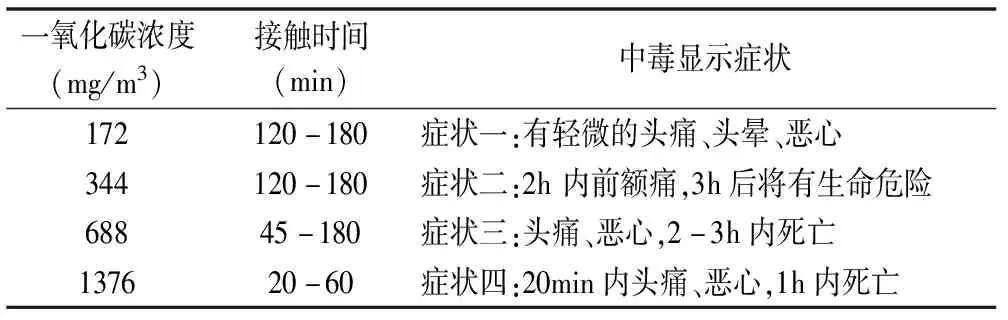
表2 一氧化碳中毒显示症状
注:cm3/m3与mg/m3的换算公式见文献6。

图2 低变化率时一氧化碳浓度变化
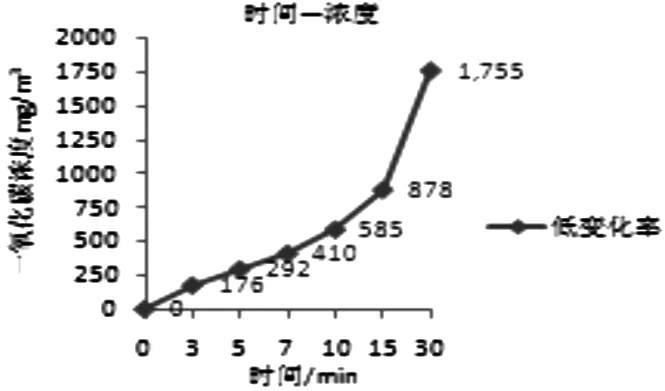
图3 高变化率时一氧化碳浓度变化
由图2和图3所示,3分钟就会出现中毒症状一的情形,6分钟就会出现中毒症状二的情形,12分钟就会出现中毒症状三的情形,24分钟就会出现中毒症状四的情形,由于一氧化碳在密闭空间内的增长非常迅速,存在潜在的中毒可能,长时间在密闭空间实施二氧化碳气体保护焊,危及生命安全,后果不堪设想。
3.2 密闭空间焊接金属粉尘中毒分析
二氧化碳气体保护焊过程当中会产生大量金属烟尘,包括其主要成分三氧化二铁、二氧化硅和氧化锰等。其中,氧化锰粉尘的危害最大,本文以烟尘锰为研究对象,阐述焊接金属粉尘中毒分析。
根据文献介绍[7],每米焊缝的焊丝用量为0.15kg/m。本设备焊缝的长度约125m,焊丝总用量为18.75kg。二氧化碳气体保护焊烟尘(锰)产生量[8]为8g/kg,经计算,本案例密闭空间内锰的总产生量约为150g。
资料显示,一般焊工一天按8小时工作计,角焊缝手工平焊64米,立焊为20米,共84米,每小时焊接长度约10米,可以简单推算本案例每小时的烟尘(锰)产生量为12g,即3.33mg/s。
据国外文献介绍[9],美国《WeLding joural》介绍,二氧化碳气体保护焊烟尘平均粒径为0.03μm。法国资料介绍,焊烟尘平均粒径为0.01-5μm。我国文献介绍[10],二氧化碳气体保护的烟尘颗粒一般小于1μm的尘粒占50%以上(重量百分比)综合以上说法,本案例取烟尘颗粒直径为0.03-1μm较为合理。
焊接烟尘的产生过程为热蒸发、氧化、冷却,液态金属和非金属物质蒸发的高温蒸汽被迅速氧化和冷却生成的烟尘粒子被称为“一次粒子”。一次粒子随着温度的降低,迅速有几十个或上百个聚集在一起形成所谓的“二次粒子”[11]。为了便于分析,本文设定焊接烟尘二次粒子的粒径为50μm。

表3 粉尘沉降速度[12]
3.2.1 密闭空间焊接烟尘锰的浓度计算
查表3可知,粉尘粒径50μm时,沉降速度为0.075m/s,本案例非标设备高度1.5m,为了便于计算,取焊接平均高度为0.75m,即焊接烟尘锰10s内即可全部沉降,可换算为每秒产生的烟尘锰,沉降量为其十分之一,下面对焊接烟尘锰的悬浮量的数学模型进行推导,其中设焊接时间为T,单位s;悬浮量为Y,单位mg,计算如下:
Y1=3.33-0.1×3.33=0.9×3.33;
Y2=(0.9×3.33+0.33)-0.1×(0.9×3.33+0.33)=0.92×3.33+0.9×3.33;
Y3=0.92×3.33+0.9×3.33-0.1×(0.92×3.33+0.9×3.33)=0.93×3.33+0.92×3.33+0.9×3.33;
以此类推可知:
Yn=0.9n×3.33+0.9n-1×3.33+…+0.92×3.33+0.9×3.33;
不难看出,Yn的数学模型是以0.9×3.33为首项,公比为0.9的等比数列,Yn即为该数列前n项和,经整理Yn的值为29.97×(1-0.9n),通过带入数值,当n≥100时,Yn的值基本稳定在29.97,可以理解为当焊接的时间≥100s时,焊接烟尘锰的悬浮量趋于稳定在29.97mg,此时密闭空间的焊接烟尘锰浓度为0.979 mg/m3,具体变化见表4。
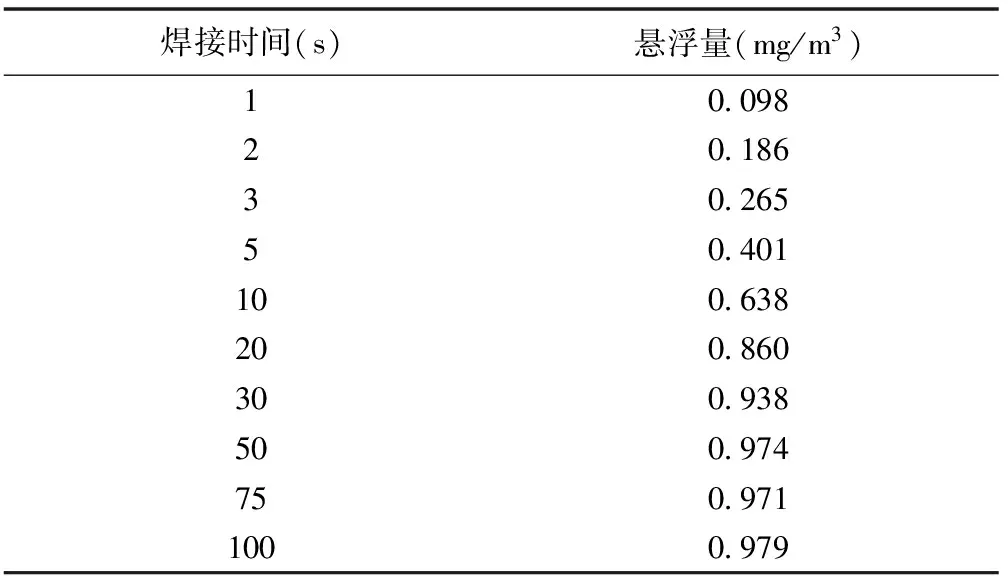
表4 密闭空间烟尘锰浓度
锰主要通过呼吸道和胃肠道吸收,锰在血液中,以二价的形式与血液中β1球蛋白结合成不牢固的结合物,分布到全身。慢性锰中毒是锰的主要职业危害,多见于锰铁冶炼、电焊条的制造与电焊作业的工人,其中电焊工是锰中毒的高发人群,锰中毒一旦发生,很难治愈。
标准规定[13],锰及其无机化合物在工作场所空气中化学物质容许浓度为0.15 mg/m3,本案例中当焊接时间达到2s时,密闭空间烟尘锰浓度就超过了标准值,很显然会对焊工造成一定伤害。应用神经行为学方法检测,在车间锰尘(烟)超过1mg/m3时,曾发现工人手的稳定度和记忆力的下降,本案例中焊接时间超过100s时,烟尘锰的浓度基本达到1mg/m3,焊工长时间在烟尘锰的浓度超标的环境中施焊,对身体的伤害是巨大的,并且是不可逆的。
4 结论
(1)通过实际案例分析得知,密闭空间实心焊丝CO2气体保护焊过程中会产生诸如一氧化碳、烟尘锰等对人危害较大的有害物质,并且均超出或大大超出标准限值,长时间施焊,极易造成安全事故。
(2)密闭空间施焊是非标设备制作过程中不可避免的焊接操作,施焊前应积极做好安全防护和密闭通风措施,避免造成意外。本文计算和分析的结果,对密闭空间施焊能够起到一定的借鉴和参考作用。
