基于置换法碳纤维束摩擦特性与改性
2020-03-02孟颜颜贺磊王贤达薛德波
孟颜颜,贺磊,王贤达,薛德波
(山东理工大学机械工程学院,山东淄博 255000)
复合材料具有强度高、质量轻、抗疲劳、耐烧蚀、可设计性强等优点,被广泛应用于航空航天、武器装备等领域[1-6]。为了探究碳纤维的摩擦机制,近年来一些学者进行了针对性的研究。潘月秀等[7]通过自制的实验装置研究了摩擦角度、磨损次数等对碳纤维束摩擦损伤的影响;A. Edward 等[8]为了定量分析碳纤维束在织造过程中的损伤,对织造过程中不同区域内采样并进行拉伸实验。另外一些学者对碳纤维束改性特性进行了研究。李张义等[9]研究经过气相、液相以及气液相相结合的方法表面处理后的碳纤维对复合材料磨损性能的影响;程燕婷等[10]采用低温等离子体技术对碳纤维表面进行改性处理以改善界面性能;国内外的许多学者配制上浆剂对碳纤维进行上浆处理,提高碳纤维的耐磨性和拉伸强度[7-10]。
以上研究工作为碳纤维束在织造过程中的磨损分析提供参考,但目前对复合材料三维正交织造钢针置换过程中纤维束摩擦磨损鲜有研究。笔者基于钢针置换工艺,进行摩擦力预测模型的建立以及碳纤维束磨损规律和改性的研究,其中摩擦力预测模型的建立能够为钢针置换机械化提供拉力参考,磨损规律和改性的研究能够宏观揭示碳纤维束磨损机制,提高了预制体质量,为工程化应用提供依据。
1 实验部分
1.1 主要原料
Z 向碳纤维:T700-6K,日本东丽株式会社;
钢针:直径1 mm,长350 mm,兴化市银龙不锈钢制品公司;
缝合针:直径1 mm,长300 mm,兴化市银龙不锈钢制品公司;
二甲基硅油:100 mL,配置成1 ∶100 (处理剂∶水)的水溶液,美国道康宁公司。
1.2 主要仪器与设备
拉力仪:NK-20 型,东莞耀锋电子设备有限公司;
万能试验机:AG-Xplus SC 型,岛津企业管理有限公司。
1.3 实验设计
(1)钢针置换摩擦力测试实验。
基于置换法的三维正交织造复合材料预制体成型过程如图1 所示。一侧使用拉力仪将钢针从预制体中拉出,另一侧使用缝合针携带Z 向碳纤维束将钢针逐根替换。
图1 置换法原理
(2)碳纤维束磨损实验。
不经过任何处理的Z 向碳纤维束作为对照组,经过蒸馏水和二甲基硅油均匀喷洒、静置的碳纤维束作为实验组,缝合针携带三种经过不同处理的碳纤维束穿过同一阵列孔进行多组钢针置换实验,针头处经过磨损的碳纤维束作为拉伸试样的原料。
1.4 性能测试
(1)摩擦力测试。
使用拉力仪水平匀速将钢针从预制体中拉出并记录摩擦力数值。
(2)拉伸断裂强力测试。
根据GB/T 3362-2005 制备磨损后的碳纤维束拉伸试样,其中连续摩擦次数分别为5,10,15,20,25,有效拉伸长度为150 mm 的碳纤维束各6 个试样,并在万能试验机上进行测试,测得拉伸断裂强力后取平均值。
2 结果与讨论
2.1 钢针置换摩擦力理论与实验分析
(1)钢针置换摩擦力理论模型建立。
由于纤维束宽度比导向阵列间隙距离大,故在压实力作用下纤维束向上弯曲翻折,钢针受到纤维束挤压并产生微小形变,其受力分析如图2 所示(图中q 为正向压力),以钢针变形逆向求出所受正压力进而推出摩擦力。

图2 钢针受力分析
每织造10层,进行压实一次,压实力为6 000 N。每织造10 层压实后受力状态为:
AB 段:

BC 段:

每织造10 层钢针受到的正向压力为:
对应抽拔导向棒时摩擦力fi为:

则抽拔每根导向棒的摩擦力预测模型为:
式中:x——压实后纤维层位置;
n——层数;
μ——钢针与纤维束摩擦系数;
E——钢针弹性模量;
I——钢针惯性矩;
W——钢针变形量;
l——压实后纤维层高度(l=10t,t 为层密度, mm/层);
h——压实板与织造层顶部高度。
(2)实验结果分析与验证。
使用拉力仪测得大量代表性试验数据后拟合出预制体摩擦力分布情况。设导向阵列为m 排n 列,由于织造工艺具有重复性和对称性的特点,故取预制体1/4 部分的摩擦力作为研究对象,图3 为210层(厚度107 mm)预制体摩擦力分布及区域划分。由图3 发现摩擦力具有数值分区呈现的特点:阵列角部区域的摩擦力普遍较大,中部区域的摩擦力普遍较小,依据该特点将阵列分为角部(A)、边部(B)、次边部(C)、中部(D)四个区域并做以下规定见表1,并取平均值作为每个区域的摩擦力值。
为进一步验证前述理论模型的准确性及适用性,分别选取预制体织造层数为210 层(厚度为107 mm),277 层(厚 度 为145 mm),300 层(厚 度为165 mm)的钢针置换摩擦力试验值对关系式(8)进行验证,结果见表2~表4。结果表明钢针置换摩擦力的试验值与理论值的总体误差较小,最大偏差率小于10%,验证了钢针置换摩擦力理论模型的准确性。
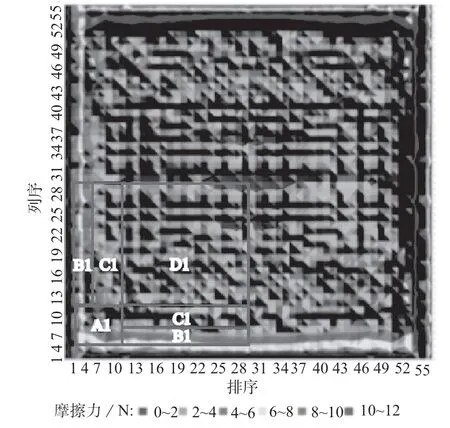
图3 210 层(厚度107 mm)预制体摩擦力分布及区域划分

表1 区域的量化规定
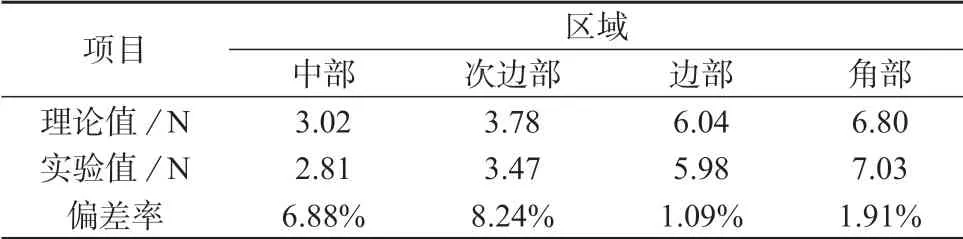
表2 210 层钢针置换摩擦力理论值验证
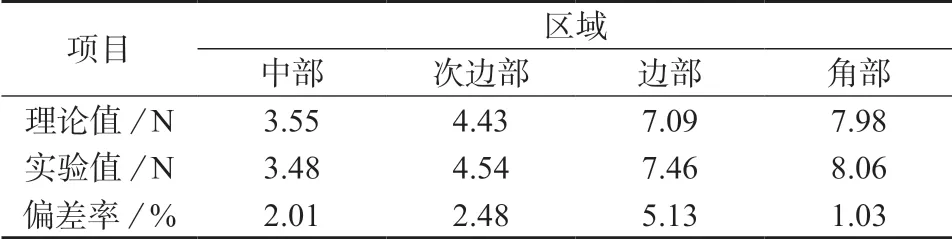
表3 277 层钢针置换摩擦力理论值验证

表4 300 层钢针置换摩擦力理论值验证
2.2 Z 向纤维束磨损与改性分析
(1)最大拉伸断裂强力数据分析。
钢针置换过程中发现Z 向碳纤维束随摩擦力大小及连续置换次数而呈现不同的磨损状态,为了定量研究钢针置换过程中的碳纤维束磨损,转为研究Z 向碳纤维束拉伸断裂强力与摩擦力以及置换次数的关系,如图4 所示,并将最大断裂强力与摩擦力的关系进行了线性拟合处理,线性拟合后的关系式见表5。
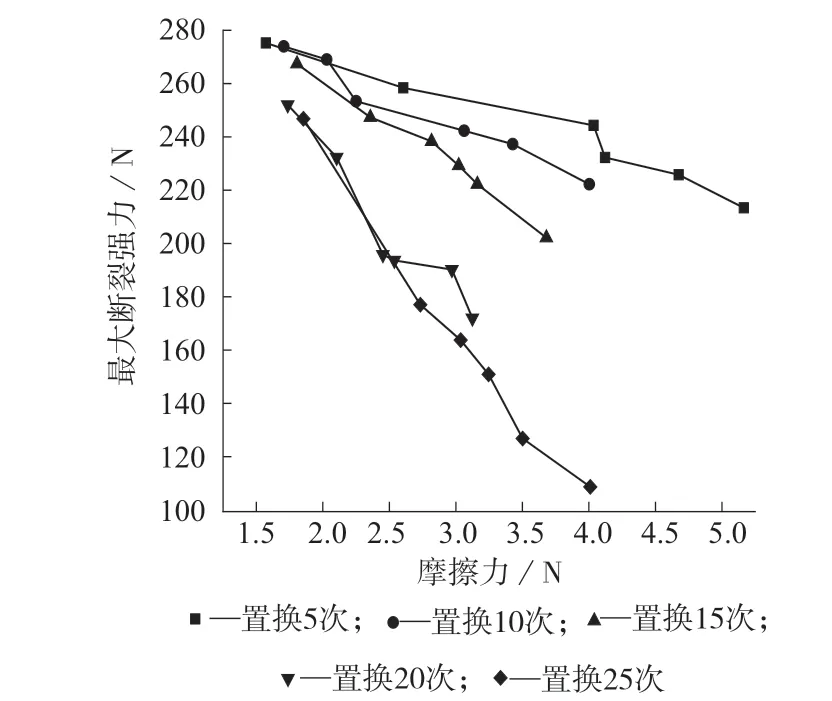
图4 不同置换次数下最大断裂强力与摩擦力的关系
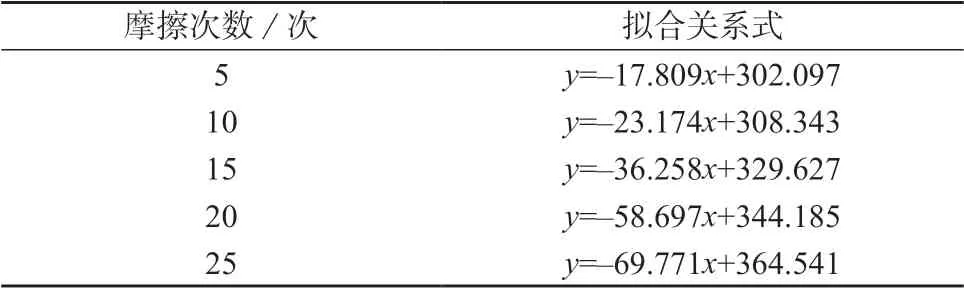
表5 不同置换次数下最大断裂强力与摩擦力拟合关系式
图4 和表5 显示Z 向纤维束最大断裂强力随摩擦力增加而减小,摩擦次数较多时,Z 向纤维束最大断裂强力变化较大、较快;摩擦次数较少时,变化趋势逐渐平缓。为了获得Z 向纤维束最大断裂强力与摩擦力、置换次数的普遍规律,对表5 直线方程的斜率k/截距b 与置换次数y 的关系分别进行指数函数和一次函数拟合分析,拟合结果如式(9)、式(10):

综上,不同连续置换次数下,Z 向纤维束最大拉伸断裂强力与摩擦力的变化关系为式(11),通过该拟合模型调整连续置换次数以满足预制体抗拉强度要求。

式中:Z——最大断裂强力;
x——摩擦力;
y——置换次数。
(2)表面改性实验数据分析。
图5 显示三种碳纤维束在进行钢针置换后拉伸断裂强力情况:未经处理的碳纤维束拉伸断裂强力最小,二甲基硅油处理的碳纤维束拉伸断裂强力最大。这是因为经水处理或二甲基硅油处理的碳纤维涂覆了1 层均匀的涂层,表面光滑度高,使得所受摩擦力较小。二甲基硅油处理的碳纤维束在表面形成的剂膜较厚,提高了碳纤维束的物理抱合力和化学结合力,导致耐磨性提高,使碳纤维最大断裂强力增大了21.14%。

图5 三种纤维束拉伸断裂强力分布情况
3 结论
(1)钢针置换摩擦力规律性分区呈现,摩擦力分布由大到小为:角部、边部、次边部、中部;钢针置换摩擦力与织造层数和层密度成正相关,依据力学分析建立了钢针置换摩擦力预测模型,与实验值的偏差率小于10%,为钢针置换机械化提供拉力参考。
(2) Z 向纤维束最大断裂强力与钢针置换摩擦力成负相关;连续摩擦次数较多时,Z 向纤维束最大断裂强力变化较大、较快,连续摩擦次数较少时,变化趋势逐渐平缓;依据实验数据分析建立了Z 向纤维束最大断裂强力与摩擦力关系的拟合模型,通过该拟合模型调整连续置换次数以满足预制体抗拉强度要求。
(3)水溶性二甲基硅油是理想的碳纤维表面处理剂,有效解决了碳纤维束摩擦磨损问题,最大断裂强力增大了21.14%,使得连续置换次数增大,增强了预制体连续性和稳定性。
