大型薄壁件摇枕铸件开发及工艺优化
2020-02-24张严叶海定
张严 叶海定
摘 要:通过某型摇枕的试制,分析了砂型重力铸造中大型薄壁件产品产生缩松、裂纹、冷隔等缺陷的原因,针对平均壁厚为8mm而壁厚差较大的大型铸件,在铸造工艺上促使铸件顺序凝固,采用多浇道,高温快速充型的方式,保证铸件浇注质量,提高铸件品质。
关键词:低压铸造;大型薄壁;壁厚不均;缩松
一、产品介绍
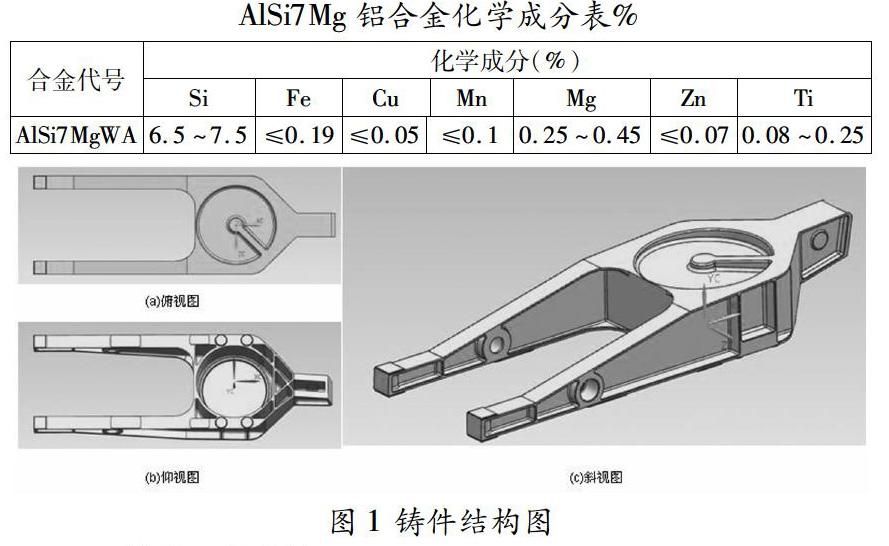
我公司采用低压铸造方法生产一种大型铝合金铸件,该铸件材质为AlSi7Mg,合金成分见下表。该铸件轮廓尺寸1579mm×525mm×252mm,总体重量为47kg。最薄壁厚8mm,最厚壁厚60mm,壁厚不一,存在多处热节。且铸件造型复杂,四周相较于产品表面呈凹字型,最深空腔深200mm。结构图件图1。
二、铸造工艺设计
考虑到产品的结构尺寸及外观轮廓,采用平做平浇的方式进行生产。上、下分型,外轮廓采用泥芯拼接成型。
(一)浇注系统设计
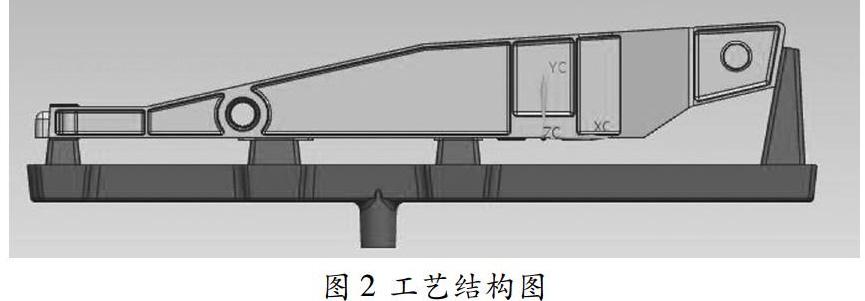
铸件属于大型薄壁件,热节分散,长度较长。采用多浇道,大流量的浇注方式。铸件设置7个内浇道,1个直浇道,直浇道贯穿铸件首尾,形成有温度梯度的温度场。为了保证产品内部质量,壁厚较厚的位置采用激冷措施,放置冷铁,浇注前涂刷激冷涂料。工艺结构图如图2所示。
铸型上下分析,因外部轮廓采用泥芯拼接而成,因此在设计时需充分考虑泥芯定位的问题,为了防止泥芯偏离,芯头间隙取0.5mm,泥头定位采用多点定位的方式,加大芯头定位深度。
(二)制芯与造型
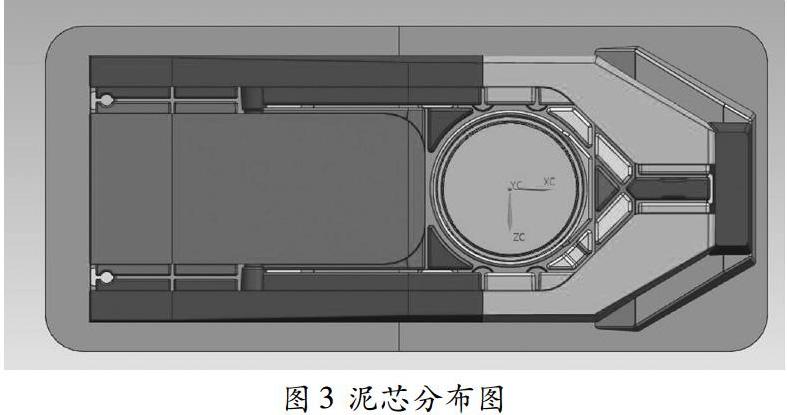
根据产品结构特征,各不易脱模的位置需制作成泥芯进行拼接,为了满足产品的重量要求,产品轮廓面优选不放置拔模斜度,为了满足该要求,制作泥芯的芯盒采用活块组装而成。对于深度较深的泥芯,为了方便后续清砂和避免夹砂,采用铬铁矿砂进行造型,其余采用碱酚醛树脂砂进行造型。因泥芯较大,泥芯壁厚不足50mm,需在制作泥芯时放置芯骨,放置泥芯断裂。泥芯分布如图3所示。
产品结构呈羊角型,为了防止产品变形,在开口处设置防变形拉筋,拉筋厚度为30mm,热处理完后去除。如图4所示。
(三)合箱
因铸件壁厚较薄,易因偏芯、错箱等缺陷报废,合箱时需严格控制质量。先下浇道处泥芯,下芯前,浇口处放置过滤网。再下外轮廓的泥芯,泥芯与泥芯之间的结合处采用涂料泥进行填补。下芯时着重注意壁厚,检查泥芯定位及型腔内的散砂,保证合箱后分型面密合和上下箱位置正确。
(四)凝固模拟
采用华铸CAE软件对该工艺方案进行模拟,模拟结果见图5。
浇注温度为737℃,浇注及凝固时间2465s,因此,为了避免铸件出现应力裂纹,浇注完后7h后进行开箱处理。
三、铸件缺陷分析
采用上述铸造工艺,进行了样件试制,经开箱,脱模、落砂后,发现样件存在裂纹及缩松缺陷。
(一)裂纹缺陷
铸件中间2处浇道对应上方出现一处明显裂纹,裂纹呈断口比较整齐,深度约合1~2mm,长度在8mm左右,表面有金属液二次覆盖的迹象,判断是由于充型压力不够或二次加压造成产品出现冷隔,但没有完全覆盖造成裂纹缺陷。(图6)
通过分析,该铸件在浇注时,压力曲线在5s钟左右的时间出现了一个明显的下滑迹象后又再次升压。当出现二次增压时,因铸件壁厚较薄,先进入的铝液会有一个短暂的凝固过程,后进入的铝液在增大压力时,会有一个喷射过程,无法完全融入,造成裂纹缺陷。
(二)缩松缺陷
铸件圆台处出现一处缩松缺陷,该处位置壁厚为40mm,四周壁厚为8~15mm,属于明显的单独热节,最后凝固位置没有铝液补缩造成缩松缺陷。(图7)
四、改进措施
(一)改善铝液质量
严选原材料,选择干净无杂质的回炉料。控制回炉料与新料的比例,控制熔炼及转水的时间,缩短熔炼时间。将精炼时间由原来的20min提高到25min。
(二)改善压铸环境
开工前对低压铸造机各进出气阀门进行检查,保证产品在升液过程中压力温度,进一步提升产品在浇注过程中充型的平穩性。
(三)改善工艺方案
对于单独热节处放置冷铁,修改内浇口大小,保证铝液充型的前提下降低浇口截面积。
(四)提升充型压力
采用快、慢、快、慢的充型方式。升液管阶段快速充满升液管,直浇道和横浇道部位慢速充型,放置铝液喷射产生二次氧化,产品前部快速充型,保证产品完整性,最后阶段慢速充型,给气体排出预留时间。
五、结语
大型薄壁件的浇注工艺主要需考虑产品的充型完好性,其次辅以局部冷却措施解决热节处缩松问题。通过适当提升铝液质量,浇注温度,提升浇注速度,充型压力和延长冷却时间,最终得到满足要求的大型薄壁铸件。
参考文献:
[1]姜喜涛.低压铸造铝合金进气歧管工艺及模具设计[J].特种铸造及有色合金,2013,33(9):820-823.
[2]白清华.低压铸造大型壁厚不均铸件缩松的解决.特种铸造及有色合金,2008年年会专刊.
[3]李弘英,赵成志.铸造工艺设计[M].北京.
