FANUC系统多边形加工功能的实现和经验
2020-02-22山东鲁南机床有限公司山东滕州277500王彦平刘佳慧
■ 山东鲁南机床有限公司 (山东滕州 277500) 王彦平 刘佳慧
多边形控制分为两种控制方式,一种是主轴和伺服轴之间的同步控制,也就是数控系统的串行主轴作为工件轴,控制轴(伺服轴)作为刀具轴进行旋转而形成的多边形加工。另一种为两个主轴之间的同步控制,即以第二主轴作为刀具旋转轴而进行的多边形加工,称为主轴间多边形加工(见图1)。
下面对主轴间多边形加工的原理进行分析和介绍。
首先两个主轴要分为主动轴和从动轴,成为同步标准的轴称作主动轴,与主动轴同步移动的轴称为从动轴。在多边形加工中,刀具轴作为主动轴,工件轴作为从动轴(见图2)。
在多边形加工中,当指令轴进入同步方式时,主动轴和从动轴进入同步状态,使工件和刀具按一定的比例旋转,将工件的形状加工成多边形。通过改变工件和刀具的旋转比和刀盘上刀具安装数量,可以把工件加工成各种形状,在同步过程中不管是自动运行还是手动运行,如果在没有取消同步的情况下,始终保持同步关系。
在加工工件中,常见的有四边形和六边形。

图1 主轴间多边形加工

图2 主控轴与从控轴示意
在加工过程中,如果加工四边形,建议工件和刀具的转速比为1∶2,在刀盘上安装两把刀具,安装间隔180°。如果车六边形,刀盘上安装三把刀具,安装间隔120°。通过实际加工可以看出,刀具和工件的转速比例越小,形状误差越小,所以在加工多面体时,应合理选用刀具数量,使刀具和工件的转速比达到最小。
依据加工原理和经验,刀盘的直径越大,加工工件的平面度越好,虽然在制造过程中有成本的限制、机床的空间不足等问题,但选用刀盘时,应做到尽量选用大些的刀盘。
为了保障加工工件的质量,在安装刀具时,应用百分表对刀尖的圆度和平面度进行测量,以保障各个刀尖安装在同一平面和同一圆周上。
两把刀具加工四边形的轨迹如图3所示。
三把刀具加工六边形的轨迹如图4所示,实物如图5所示。
以FANUC中两主轴之间的控制为例,首先应该确认系统是否有主轴间多边形加工功能,如果没有此功能,系统必须安装此功能,并且两主轴都应设定为旋转轴。设置参数见表1。
加工编程可以如下:
M03 S800;(主轴转速800r/min)
G00 X85.0 Z10.0
G51.2 P1 Q2;(刀具数和多边形的边数比例为1∶2,刀具的旋转速度为1 600r/min)
G01 X75.0 F10.0;(X方向切入)
Z-20.0;(Z向的切削长度)
G04 X1.0;(暂停1s)
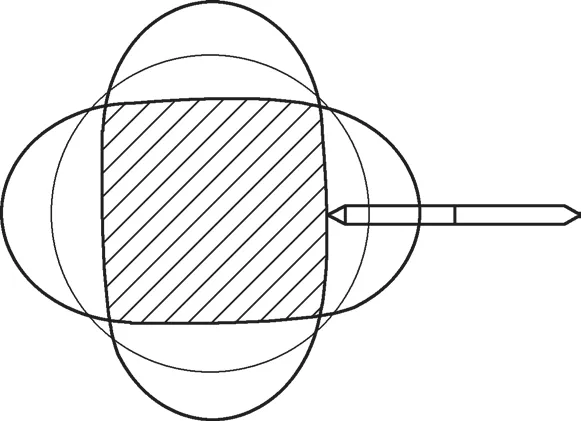
图3 四边形加工轨迹

图4 六边形加工轨迹

图5 实物
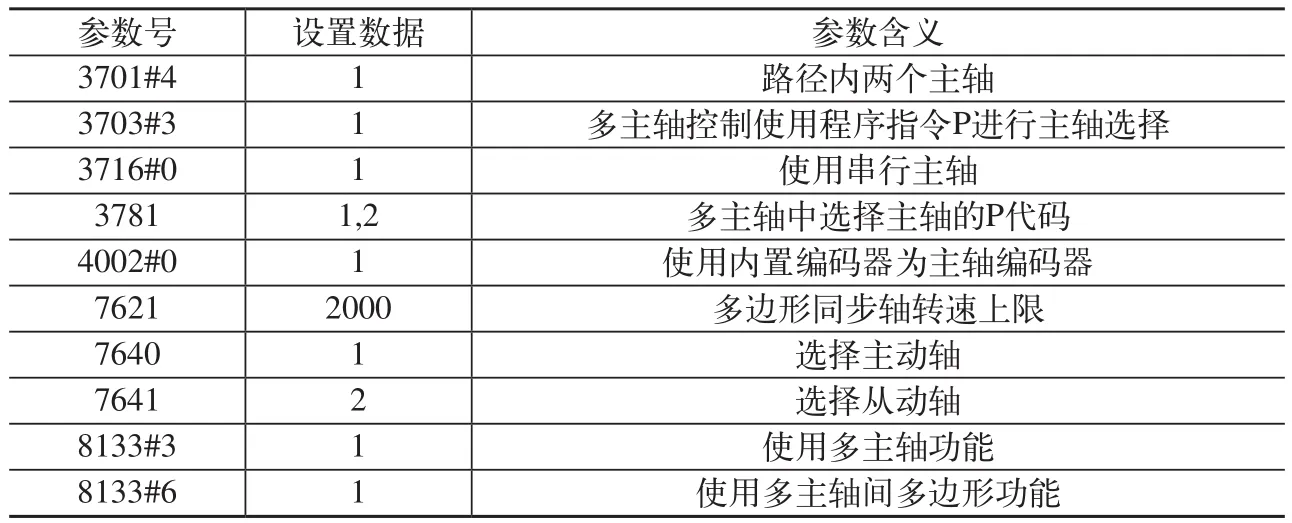
表1 参数设置

图6 横向纹路
G00 X85.0 Z10.0;(X/Z方向退出)
G50.2;(取消多边形加工指令)
M05;(停止主轴)
在加工过程中,有很多用户时常反映工件表面会出现横向的纹路(见图6),如果出现这种情况应检查以下几点:①在主轴侧,首先应检查主轴和电动机连接的皮带够不够紧。②主轴位置编码器的连接是否松动。③其次要检查刀具电动机和刀盘的连接是否松动。④刀盘与连接轴间隙是否大。以上情况有一项存在,加工的工件就一定会出现横纹。
多边形加工功能不仅操作非常方便,在加工工件的形状上也比传统的机械传动更加自由和多样,并在加工精度上和形状误差上有很大的提高和改善,这种使用方法,在参数设定和调试时极为方便,在操作使用和程序编辑中更易于掌握,可以为用户创造更高的经济效益。