Inconel 718材料切削研究
2020-02-22庆安集团有限公司陕西西安710077孔德瑞
■ 庆安集团有限公司 (陕西西安 710077) 孔德瑞
Inconel 718合金材料是一种新型的航空金属材料,与国产牌号GH4169相近,在低温和700℃以下具有高的抗拉强度、疲劳强度、持久强度以及抗氧化性。Inconel 718属于镍基高温合金,合金中镍含量为50%~55%,以国际镍公司(Inco)标准为例,化学成分见表1。
此次加工Inconel 718合金是我公司首次加工此类材料,能够用最低的成本和最高的效率完成加工,对公司来讲既是机遇又是挑战,虽然这次试加工的两个零件都比较简单,但是对于试验加工效率以及成本统计来讲是很好的例子。
1. Inconel 718 加工试验
(1)试验条件 试加工机床选用某车削加工中心,主轴最大转速5 000r/min,最大功率25kW。试验材料为Inconel 718,试件为棒料,冷却方式采用乳化液内冷。所选刀具为硬质合金刀具,因为硬质合金的耐热温度为

表 1 Inconel 718化学成分(质量分数) (%)
800~1 000℃,而高速钢的耐热温度为500~650℃,从这个数据来看,硬质合金比高速钢更适合加工镍基合金。硬质合金刀具切削Inconel 718的速度为20~30m/min,当刀具以50~200m/min 高速切削时, 工件缺口处温度的急剧升高会导致刀具边缘过早变形或破碎。在本次试验时选用的刀具切削速度为刀具寿命比较理想的一个数值,然后通过金属去除率结合刀具切削寿命统计出每片刀具所能去除的材料,从而计算出加工成本,同时可以通过相关的参数计算出在这种参数下对设备的功率要求。
(2)试验方案 对两种不同零件进行切削试验,记录每种加工方式的切削参数。
1)零件1试验,采用唯一变量的试验方法进行Inconel 718高温合金进行车削试验,试验方案及刀具寿命测试结果见表2。
试验采用统一的线速度,每个零件外圆加工走5刀(见图1),由于外圆直径会变小,所以每刀时间略有变化,平均每刀时间为6.7min。所选的4种刀片来自不同品牌,但是都适合高温合金加工,尤其是KC5525涂层,是一种具有PVD AlTiN涂层的细晶粒碳化钨材质,具有很好的抗变形能力,很适合高温合金材料的断续切削加工。在统计过程中,刀具每走一刀,检查一次刀片完好度,或者是在切削时听到切削声音异常时,立即停止切削并检查,以刀尖破损为标准更换刀片。
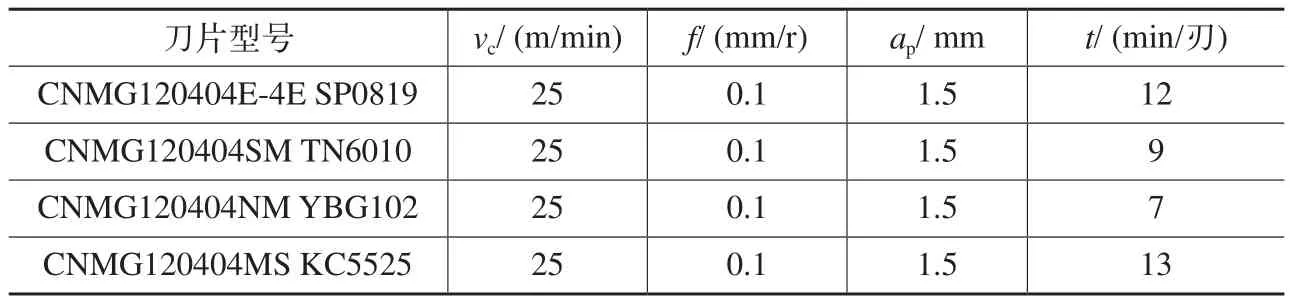
表2 同参数刀具寿命试验测试

图1 零件切削加工
2)零件2试验,采用同样的试验方式进行试验,具体数据见表3。
零件加工状态如图2所示,此零件与上一个零件相比增加了铣削程序,所用铣刀的涂层也是PVD-TiAlN多层复合涂层。从零件的最终试验结果来看,某品牌PVD AlTiN涂层中的KC5525涂层具有较好的寿命。
在试验结束后,对零件进行检验,所有尺寸和表面粗糙度都符合工艺图样要求,零件加工合格。

图2 零件加工状态
2. 刀具寿命与成本核算
根据切削速度计算公式vc=(Dc×π×n)/100(m/min)、金属去除量计算公式Q=vc×ap×f(cm3/min)和每片刀具金属去除量公式V=Q×t(c m3),可以计算出刀片每个刃口金属去除量分别为45cm³、33.75cm³、26.25cm³和48.75cm³,而此零件外圆的金属去除量V总=π×(D2-d2)×L/4 =144(cm3)。
试验中每种刀片都有4个刃口,结合上述数据可以计算出每个刀片平均加工零件1.1件,最好的刀片加工零件为1.4件。加工完的零件表面质量及外形如图3所示。
在普通的不锈钢加工中,以最常见的15-5PH沉淀硬化不锈钢为例,切削速度约为Inconel 718的2~4倍,切削深度ap约为Inconel 718的1.1~1.3倍,进给速度约为Inconel 718的1.1~1.3倍,刀具寿命t约为Inconel 718的3~5倍。通过上面的计算公式可以算出相同的金属去除量Inconel 718所用的刀具成本约为15-5PH的17倍。

图3 零件表面质量及外形
3. 所需机床功率计算
在两个零件加工过程中机床负载平稳,通过声音等分析没有表现出切削“吃力”的情况。在现有的切削参数下加工此类零件所需的机床功率可计算如下。
根据切削截面积计算公式A=h×b=ap×f(mm2)、主切削力计算公式Fc=A×Kc×h-mc(N)和功率计算公式P=(Fc×vc)/(60000×η)(kW)。
通过查阅相关资料可知,对于Inconel 718材料的Kc=2 900~3 000N/mm²,mc=0.25,在加工过程中机床效率系数约为η=0.75。结合图4可以计算出在这样的切削参数下所需功率P=[(ap×f×Kc×(f×sink)-mc×vc]/(60000×η)=0.53(kW)。
如果机床的负载需要控制在50%之内,那么所需的机床功率约为1.5kW;如果机床的负载需要控制在30%之内,那么所需的机床功率为2kW。这些数据只是针对硬质合金刀具,当使用陶瓷刀具切削时,由于线速度约为150m/min,此时所需功率约为3.18kW,所需的机床功率分别为7kW和11kW。

表3 同参数刀具寿命试验测试

图4 切削理论示意
对于铣削和孔加工,通过相同的方法可以得出所需功率都小于车削时的功率。
4. 加工硬化对刀具寿命的影响
从图1可以看出此零件还有一个内孔,直径为42mm,深度为72mm,对内孔的加工也进行了试验,孔加工选用了φ39mm的U钻,刀片涂层为KCU40。根据刀具样本资料显示此涂层为TiNTiAlN-PVD复合涂层,适合加工不锈钢和高温合金。
在钻孔时转速为300r/min,进给速度为0.05mm/r,根据加工经验,采用啄钻。加工首件时,单刃口切削不到4min就严重破损,如图5所示。分析其原因,切削一般金属时, 加工硬化会因温度升高引起的软化现象被削弱。但Inconel 718 的软化温度高, 软化速度慢, 在刀具热硬性允许的切削温度范围内, 其变形硬化程度远大于软化程度。此外, 在较高的切削温度下, 合金中的强化相从固溶体中分解出来, 呈极细弥散相均匀分布, 使材料表面强度和硬度进一步提高,切削加工后, 合金的硬化程度可达200%~500%。所以在后续零件的加工中取消了啄钻,结果每个刃口切削时间变为14min,完全高于原来的刀具寿命。

图5 磨损的刀具
5. 结语
Inconel 718镍基合金的难加工性决定了对切削刀具性能的依赖,要实现高效快速切削,对刀具的要求更为苛刻。从众多数据并结合现有的研究来分析,硬质合金刀具的PVD-TiAlN多层复合涂层的切削寿命最长,此次试验进行了统计,在常规切削参数下最好的刀片寿命约为13min,金属去除量约为200cm³。通过与最常加工的15-5PH沉淀硬化不锈钢的加工比较,可知加工Inconel 718所用的刀具费用大约为加工15-5PH不锈钢的17倍,
加工Inconel 718对机床功率也有一定的要求,通过试验数据得出,当机床的负载控制在30%时,机床的功率2kW就足够,我公司所有车削设备的功率都>5kW,所以当使用硬质合金刀具切削Inconel 718时,所有设备的功率都能够满足加工要求。但是在镍基合金加工领域,也有很多人在研究陶瓷刀具以及立方碳化硼刀具对镍基合金的高速切削,通过对比数据可以算出,如果以后加工需要用到陶瓷刀片,那么对设备的要求就会变高,功率要求需要>11kW。这时车间的泷泽NEX-108就不能满足加工要求,可选择NEX-115、TNL130AL等车床。
此外,Inconel 718的加工硬化现象对刀具寿命影响也比较大,所以在加工过程中选择合适的切削方式对刀具的成本控制以及加工后的表面质量都有很大的帮助。
