高强度1Cr18Ni9材料销键成形加工
2020-02-22河南航天精工制造有限公司河南信阳464000石大鹏李祥军赵彦伟刘前峰付建建
■ 河南航天精工制造有限公司 (河南信阳 464000) 石大鹏 李祥军 赵彦伟 刘前峰 付建建
1. 带键螺套销键结构及性能要求
随着国内航空航天发动机研制工作的快速开展,带键螺套类产品越来越多地应用到发动机机匣部位的安装联接上。如图1所示,带键螺套由螺套基体及嵌装在基体键槽中的2个或4个销键组成,选用高温合金材料和优质不锈钢制造,具有联接强度高、寿命长、可靠性高和使用方便的特点。装配时将带键螺套旋入机匣内螺纹孔,再打入销键,可形成高强度、抗扭转的标准内外螺纹,可以保护机匣螺纹孔不受损伤,提高螺纹孔的联接强度和耐磨性。
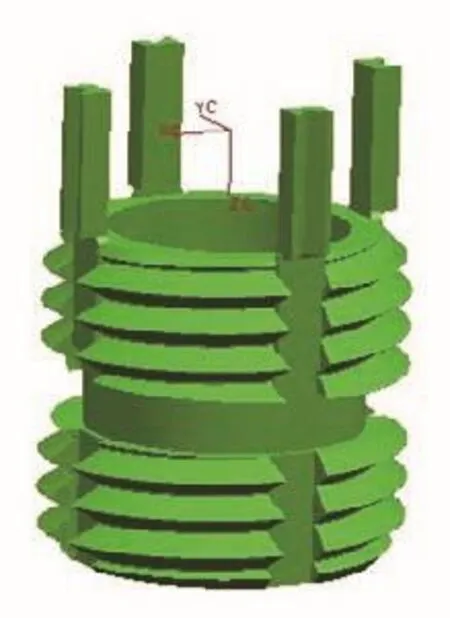
图1 带键螺套结构示意
带键螺套的异型销键结构如图2所示,其体积小,但结构设计精巧。作为螺套装配在机匣体上防松止动的关键零件,要求其具有较高的强度和优良的抗腐蚀性能。根据国外样件分析,销键材料对应国产的1Cr18Ni9不锈钢丝,其抗拉强度高达1 400MPa,表面质量要求也非常高。目前国产1Cr18Ni9奥氏体不锈钢丝原材料抗拉强度一般小于900MPa。而高强度1Cr18Ni9弹簧钢丝无法有效满足销键特殊型面及规格要求。前期采用特殊冷轧变形强化方法已使销键抗拉强度提高到了1 100MPa,型面尺寸基本满足使用要求,但抗扭转持续能力较弱,强度及表面质量与国外样件相比还有一定差距,在使用中存在一定的安全隐患。因此,如何获得高强度的销键产品是急需解决的问题,开展高强度销键材料及成形工艺的研究迫在眉睫。
2. 原材料化学成分对销键性能的影响
材料化学成分是影响销键性能和加工方式的主要因素之一。其中碳、铬元素主要表现出对销键性能的影响;硫、磷元素主要表现出对销键轧制加工的影响,硫、磷含量不合适易造成轧制开裂。因此,在采购原材料时,要求必须为电渣重熔料,且各种元素的含量必须严格控制在标准要求的范围之内。
3. 圆丝性能和尺寸对销键性能的影响
目前销键的成形方式是圆丝轧制成扁丝,再由扁丝轧制成销键,如图3所示。所以影响销键抗拉强度的主要因素有轧制扁丝前圆丝的性能及尺寸、轧制销键前扁丝的性能以及销键的轧制方式等。

图2 带键锁紧螺套的销键结构示意
确定合适的扁丝抗拉强度(硬度)是该项目关键技术之一。扁丝抗拉强度或硬度的高低直接影响后续销键的加工及性能。如扁丝抗拉强度(硬度)过高,则产品轧制困难;扁丝抗拉强度(硬度)偏低,则销键性能可能达不到规定要求。目前存在的主要问题是销键强度达不到1 400MPa,因此需要进一步提升扁丝的强度。
扁丝抗拉强度(硬度)与圆丝尺寸、抗拉强度及加工方式有密切关系。首先要确定合适的圆丝尺寸,在圆丝尺寸一定的情况下,确定圆丝强度与扁丝的抗拉强度(硬度)及扁丝的加工工艺之间的关系。为保证扁丝的性能符合要求,需严格控制圆丝的性能,圆丝抗拉强度既不能过高,也不能太低,如果圆丝抗拉强度过高,轧制扁丝时易开裂;抗拉强度过低,则达不到扁丝的硬度要求。

图3 销键成形工序
4. 产品试制
根据上述分析,最终确定对销键性能起决定作用的主要是圆丝的尺寸及强度,因此选择4批不同强度、不同外圆尺寸的圆丝进行试制,4种材料均按同规格销键进行加工,实际硬度值见表1(因销键轧制成形后无法进行抗拉强度测量,所以按照HB0-9进行硬度换算,1 400MPa强度值对应429HV硬度值)。
根据表1硬度数据可知,4项销键键舌部位经轧制成形后,超出标准要求0~40HV,但键柄部位却低于标准值30~40HV。分析其原因,主要是因为键柄部位从圆丝到销键成形仅经两次轧制,而键舌部位是在键柄基础上再次轧制,变形量大,造成硬度整体偏高。而实际装配时主要是键柄部位嵌入发动机机匣,从而起到抗扭转的作用,是销键的主要性能考核部位,所以,通过以上试验,说明4种不同强度、不同尺寸圆丝均无法满足性能要求。
通过表1可见,第1组和第2组圆丝强度相当,且第2组强度要略高于第1组,但经轧制成形后,第1组销键键舌部位硬度值却高出第2组40HV,键柄部位也高出10HV。同样,第3、4组原材料强度远低于第2组,但其销键成形硬度仍高出第2组。分析认为,第1、3、4组备料圆丝外圆为d1.32mm,而第2组备料圆丝外圆为d1.26mm,因为1Cr18Ni9材料主要靠冷变形硬化提高强度,在经过多次变形后,外圆大的圆丝变形量相对要大,轧制时冷作硬化效果更加明显。

表1 不同圆丝尺寸、性能对应的销键强度
第1组和第3、4组均采用d1.32mm外圆的圆丝加工成形,但第1组原材料强度明显高于另外两组。通过试验对比,第1组相对于另外两组,键柄部位硬度略有提高,而键舌部位硬度却高出10~30HV。分析可知,原材料强度差异造成最终性能的不同,但影响相对较小。
通过以上分析可知:
1)圆丝外圆尺寸对销键最终成形性能有较大的影响,应适量加大圆丝外圆尺寸,以寻求更大的变形量。
2)圆丝强度对销键性能有一定的影响,可适量提升圆丝强度,从而保证销键强度。
在以上试验基础上,选择外圆尺寸为d1.38mm、强度为1 100MPa的圆丝加工成两种不同规格的销键,实际硬度值见表2。
由表2可知,在增大圆丝外圆尺寸为d1.38mm、同时适量提升圆丝强度至1 100MPa后,销键经过轧制成形,其性能有大幅度的提升,其中键柄作为性能主要考核部位,硬度平均值均达450HV(换算强度为1 500MPa)以上,满足1 400MPa高强度性能要求。但是,在试制过程中发现,在加大了圆丝外圆尺寸及强度的情况下,圆丝轧制扁丝、扁丝轧制销键的过程中,出现销键型面质量差、个别尺寸有偏差等情况。经分析因变形量加大,变形金属的表面发生剧烈的更新,从而使金属黏结工模具的现象严重。为减少或消除这种现象,在挤压时一般需要采用润滑剂。挤压时润滑剂的作用是降低磨擦系数和挤压力,扩大挤压坯料长度,改善挤压过程金属流动性质和均匀性。经多次试制,最终选择在轧制过程中使用专用航空润滑油进行冷却、润滑,可解决问题。

表2 不同圆丝尺寸、性能对应的销键强度
同时,为了验证销键强度提升后的抗扭转稳定性,对带键螺套进行了抗扭试验验证,发现当抗扭试验力矩上限提升40%时,试验螺栓出现断裂失效现象,而此时螺套依然稳定地保持在铝基体工装之中。可见,销键经研制改性后,抗扭转能力极强,可有效保证带键螺套应用稳定性。
5. 结语
通过研究,成功研制出了1Cr18Ni9材料1 400MPa高强度销键,也找出了影响销键性能的关键因素,主要有以下几点:
1)原材料杂质含量对销键成形性能有一定的影响,要求原材料采用电渣重熔料。
2)圆丝外圆尺寸和性能是影响销键最终性能的关键因素,其中外圆尺寸影响最大,当圆丝外圆尺寸为d1.38mm、强度达到1 100MPa时,销键可满足1 400MPa高强度要求。
3)采用航空润滑油进行过程冷却,可解决销键轧制过程中型面质量差、尺寸偏差等问题。