基于IPC的涂胶机器人视觉记录系统设计
2020-02-21谢哲天
摘要:本文阐述了一种涂胶机器人视觉记录系统的设计目标和原理,结合设计原理分别完成了该系统软硬件部分的设计。该机器人视觉记录系统在成熟的涂胶机器人系统中获得了成功的应用,为涂胶工艺人员提供了良好的用户体验,也为整车制造涂胶工艺的更新改善提供了可靠的工具和详实的数据记录。
关键词:工业计算机;PLC;涂胶机器人
1 概述
为了保护乘用车身、底盘等关键部位,同时提高车身NVH隔震性能,目前国内绝大部分乘用车整车制造厂的焊装车间和涂装车间都会采用工业机器人对车身底部、裙边和车内焊缝进行涂胶作业。一般车身工件作业的定位方式为固定式,但由于车身载具制造误差和定位过程误差的存在,机器人涂胶作业时必须具有补偿上述误差的功能。引入视觉系统,对车身进行精确的3D定位,能够有效改善工装定位的性能。记录该机器人系统中的3D定位视觉数据,可以为分析改善视觉应用参数和优化涂胶工艺流程提供有效的分析样本空间。如果记录的视觉数据不具备足够的准确性和有效性,或者数据记录数量偏少,视觉数据样本空间将产生偏差导致视觉应用参数和涂胶工艺分析的不准确,从而影响生产质量。如何提高数据记录的准确性和有效性,保证样本空间足够就成了机器人视觉数据记录系统的关键问题。
常规的工业机器人厂商会提供RAM介质或者SD卡等存储设备用以记录最原始的机器人视觉数据,也就是未经处理的机器人视觉照片。随着车辆产量的大幅提升,这些照片占用大量原本并不宽裕的数据存储空间,另外未经过任何数据处理的照片也不利于工艺人员的后续工艺分析。针对上述情况,本文提出一种机器人视觉记录系统的设计,阐述了该系统设计目标和原理,给出其硬软件设计的框架,并通过其实际应用展示该机器人视觉记录系统给涂胶工艺人员带来的便利。
2 机器人视觉记录系统设计原理
2.1 视觉记录系统设计目标
基于工业机器人产品本身的成本考虑,机器人厂商提供的视觉数据存储介质,一般都是容量不大且较为简易,有些甚至直接使用工业机器人本身的RAM寄存器作为视觉数据存储介质[3]。这样的设计短期之内能够满足少量数据记录的要求,但是逐渐无法满足当前整车生产涂胶工艺数据分析的数据容量需求,更不利于视觉数据的长期稳定记录。此外,为了节省计算资源,厂商提供的视觉数据格式一般均为原始的车身视觉照片,单张照片不仅本身数据庞大,而且信息内容极其单一,并不利于工艺人员直观获取所需的定位信息、对应的生产信息等数据。
本文所讨论的涂胶机器人视觉数据记录系统是对上述系统的改进,它应当拥有以下几个性能要求:
(1)系统拥有超大的存储容量,可以存储海量视觉数据,其存储介质运行稳定,可靠性极强;
(2)系统所记录的单项视觉数据,存储空间占用量小;
(3)系统所记录的视觉数据,内容完整丰富,便于工艺人员阅读分析;
(4)系统的软硬件成本可控。
2.2 视觉记录系统设计原理
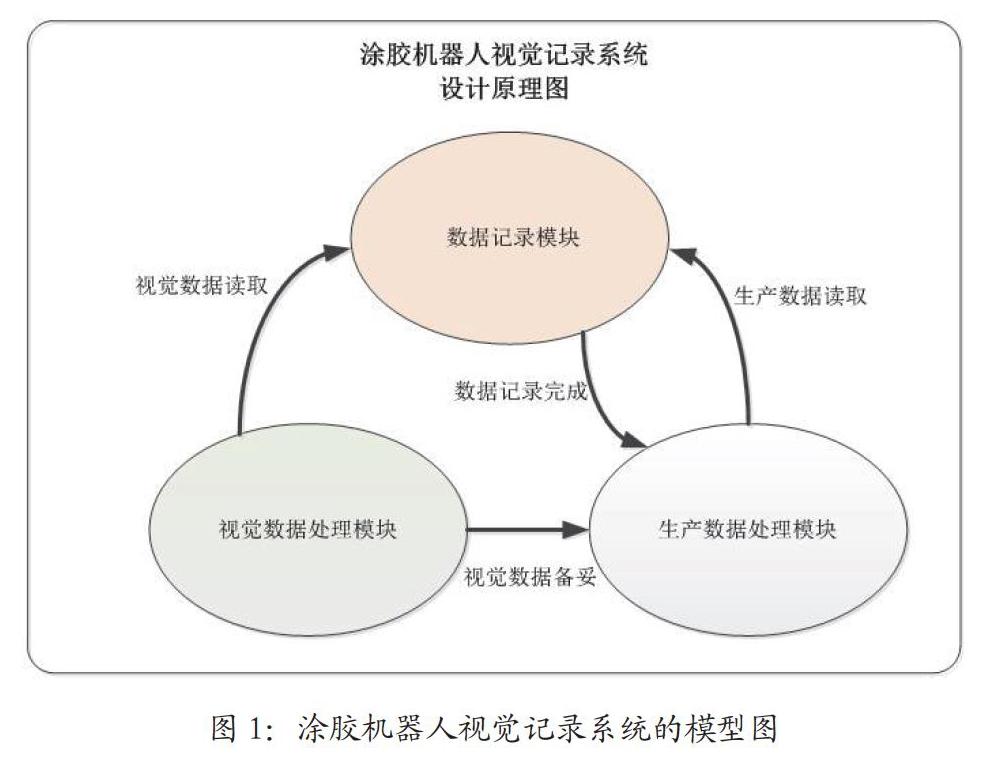
为完成上述的设计目标,本文提供一个视觉记录系统的模型如图1所示。
该模型由三个基本单元组成,分别是视觉数据处理模块、生产数据处理模块和数据记录模块。当车身进入涂胶作业区域并完成定位拍照工作后,视觉数据记录流程启动,该流程如下所述:首先视觉数据处理模块根据设定的视觉应用参数计算获取车身的定位偏移信息,同时将参数和定位偏移信息存放至视觉数据处理模块的数据缓存区,本文称之为原始视觉数据;然后在作业完成后生产数据处理模块获取该车身的生产信息,并将其存放至生产数据处理模块的数据缓存区,本文称之为生产数据;数据记录模块根据生产结果,分别读取两个处理模块缓存区内的数据并整合为一条完整的视觉数据记录,然后将其记录进模块内的数据库。
3 机器人视觉记录系统设计的实现
明确了上一节对于系统设计目标和原理的阐述,本节将给出相对应的系统硬软件设计。
3.1 机器人视觉记录系统硬件设计
根据2_2节提出的系统设计原理中,系统被划分为三个基本单元,本文分别采用三种不同的硬件设备来对应,如表1所示,三者之间的硬件连接为工业以太网连接。目前工业以太网是工业现场最为主流的硬件连接之一,它能保障各硬件设备之间稳定而高效的数据交互。 机器人视觉处理器一般是工业机器人控制器的一部分,它能够对相机获取的照片进行计算并获取涂胶工艺人员最为关注的定位偏移信息,从而精简了系统记录的原始视觉数据[3]。PLC控制器是整个生产系统的核心,它接收来自车间的车型信息等、根据车型等信息将对应涂胶作业指令发送至涂胶机器人,同时监控整个生产过程的所有信息[4],这些信息中的一部分将作为生产数据提供给最终的数据记录模块,也就是工业计算机。以上两个硬件设备均在原有系统中,并不产生额外的硬件成本,唯一需要新增的硬件设备是用作数据记录模块的工业计算机。工业计算机以其可靠性和稳定性著称,它拥有足够大的硬盘存储器可作为视觉记录的存储介质。作为视觉记录系统中非常关键的一部分,它的增设性价比极高。
3.2 机器人视觉记录系统软件设计
确定了系统的硬件设计,本节将详细讲述三个基本单元内的软件功能及其设计。
3.2.1 视觉数据处理模块
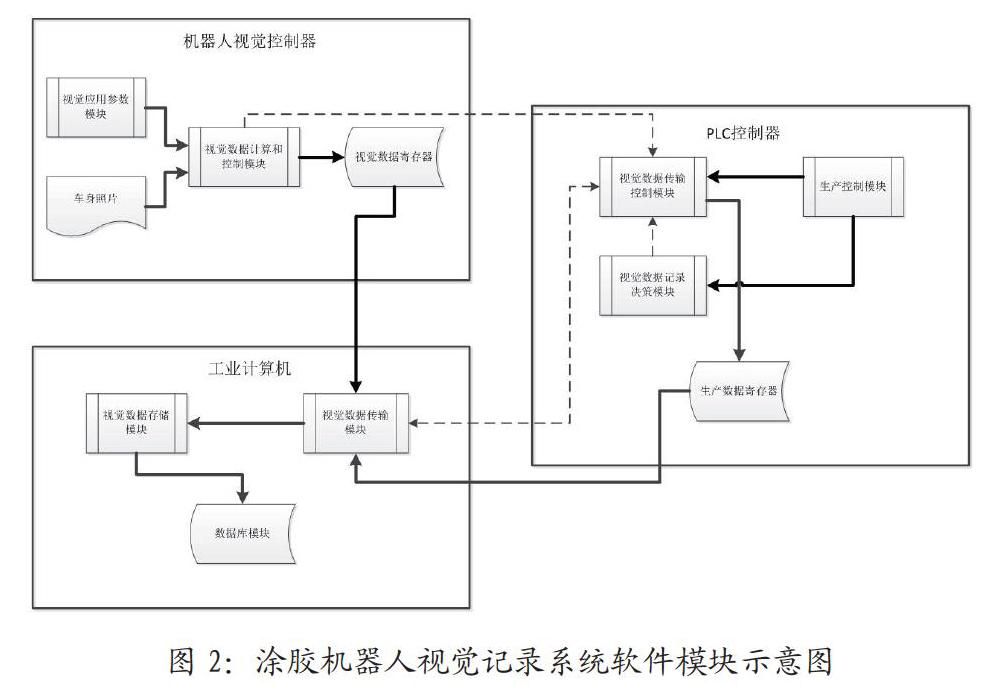
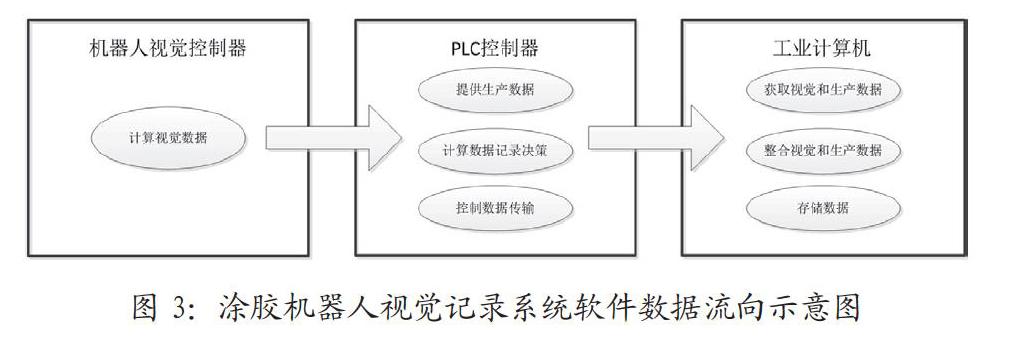
视觉数据处理模块提供每个车身定位的原始视觉数据。如图2所示,它由三个软件模块组成,分别是视觉應用参数模块、视觉数据计算和控制模块以及视觉数据寄存器。当机器人控制器收到PLC控制器的涂胶作业指令后,它会去执行车身拍照。视觉数据计算和控制模块根据视觉应用参数模块中的设置对所拍照片进行计算获得视觉偏移信息,并将参数和偏移信息作为原始视觉数据存至视觉数据寄存器。当上述工作完成后视觉数据计算和控制模块通知生产数据处理模块也就是PLC控制器,原始视觉数据处理己完成,如果涂胶作业结束,可至视觉数据寄存器获取本次车身的视觉数据。需要注意的是,图2中的实线箭头是数据信息的流向,虚线箭头是控制信息的流向,其中数据信息流向如图3所示。
3.2.2生产数据处理模块
PLC控制器作为整个机器人生产系统的核心,它接收来自车间或涂胶上道工序的生产指令数据,控制涂胶机器人以及外围输送设备的工作启停。在本文中,除了完成上述基本工作之外,它还将在机器人视觉记录系统中也扮演重要角色,它将自身所拥有的生产数据完整的分享给视觉记录系统,并控制整个视觉数据的存储流程。它可以分为四个主要模块:视觉数据传输控制模块、生产控制模块、视觉数据记录决策模块以及生产数据寄存器。当视觉数据传输控制模块收到来自视觉数据处理模块的通知后,它就等待生产控制模块完成涂胶作业并将最终有效的生产数据传给自己。生产控制模块传输生产数据的对象不仅是视觉数据传输控制模块,还有视觉数据记录决策模块。决策模块是PLC控制器实现视觉数据传输控制的关键,其控制逻辑如图4所示,它根据获得的生产数据来判断当前的涂胶作业是否完成且有效,当车型信息、生产模式、相机运行状态等生产信息均达到要求的情况下,它允许视觉数据传输控制模块进行以下两项工作:将生产数据存至生产数据寄存器,通知工业计算机分别读取两个数据寄存器中的数据。当工业计算机返回记录完成信号后,PLC控制器会复位各模块的工作状态,等待下一次的记录流程启动。
3.2.3 数据记录模块
工业计算机承担了整个系统最后的记录工作,它分为三个模块;视觉数据传输模块、视觉数据存储模块和数据库模块。结构化的数据库有利于视觉数据的存储和索引,同时也便于将数据应用于图形化界面或工艺报表等[5],本文系统采用SQL Server数据库作为最终存储视觉数据记录的数据库。视觉数据传输模块获得两组数据后,通过视觉数据存储模块将数据按要求整合后,存入指定的数据库内。视觉数据存储模块是工业计算机软件中的核心角色,它负责将每一条从视觉数据传输模块中获得的视觉数据(包括原始视觉数据和生产数据)根据不同的分类,调用数据库中对应的存储过程存入指定的数据库表格,同时当视觉数据存储整个流程完成之后,通知视觉数据传输模块反馈记录完成信号给到PLC控制器,保证PLC控制器中的系统状态复位,确保系统能正常进行下一条视觉数据的记录流程。数据库中最终记录的单条视觉数据记录的格式,如表2所示。其数据记录所需存储空间比一张照片大幅降低。
4 机器人视觉记录系统应用
通过完成上述软硬件设计,本文为带有视觉功能的涂胶机器人系统提供了一个可靠稳定的视觉数据记录系统。一个较为成功的涂胶机器人视觉记录系统的应用案例是FANUC的机器人系统软件SMARTworks。SMARTworks是FANUC提供给客户的机器人系统中运行于工业计算机上GUI软件[6]。它主要应用于整车焊装、涂装等车间,向终端用户提供各类数据记录功能。目前SMARTworks软件的用户主要有包括一汽大众、上汽通用和特斯拉等在内的众多中外知名整车制造厂商。
图5所示是SMARTworks的图形界面,它展示的是涂装车间的涂胶机器人视觉记录的最终报表。该报表中显示的数据包括了车型、生产模式等生产信息以及车身XYZ各方向上的偏移量。涂胶工艺人员可以根据不同的字段对视觉数据进行索引、归类或者汇总,也可以将数据以Excel文件导出用于其他地方,整个视觉记录系统提供的功能丰富又便捷。
5 总结
本文首先从存储容量和数据内容等系统需求出发,提出了涂胶机器人视觉记录系统的设计目标,并对其设计原理进行了深入分析。然后给出了整个系统的详细硬软件设计方案。该设计方案己成功应用于FANUC的涂胶机器人系统,并给整车厂客户带来良好的用户体验。随着整车制造中机器人涂胶工艺的不断进步,工艺分析所需的数据容量和工具要求也不断提高。本文所述的系统设计,在不过多增加成本的前提下对涂胶机器人视觉记录系统各方面性能提升有很大帮助。
参考文献
[1]梅雪川,葛光军,林粤科,陈天豪.涂胶机器人技术现状与发展趋势[J].现代制造技术与装备,201 6,1:15 9-160.
[2]李金,葛菲.浅析UBS自动涂胶技术在涂装车间的应用[J].上海涂料,2019,57 (4):37-39.
[3]智造云科技,左立浩,徐忠想,康亚鹏.工业机器人应用技术入门[M].北京:机械工业出版社,201 8.
[4]崔坚.SIMATIC S7-1500与TIA博途软件使用指南[M].北京:机械工业出版社,2016.
[5]Turley.P., Robert Bruckner, ThiagoSilva. SQL Server 2012Reporting Services高級教程(第2版)[M].北京:清华大学出版社,2014.
[6]杜永聪,徐磊.发那科机器人喷涂系统图形用户界面软件的开发与应用[J].上海电气技术,2017,4:50-54.
作者简介
谢哲天(1984-),男,江苏省无锡市人。硕士研究生,毕业于慕尼黑工业大学,中级工程师。研究方向为机器人系统的软件设计开发。
