基于机器视觉的白酒瓶标签检测系统的设计与开发
2020-02-21胡宗亮
摘要:本文设计了一套基于机器视觉的酒瓶标签检测系统。研究了硬件平台、软件系统的功能实现,对标签贴偏检测和外观检测的关键技术进行了分析,结合图像处理技术与深度学习技术实现了标签褶皱、划痕、擦伤、缺失等缺陷的检测。实验数据表明,该系统能精确计算标记缺陷各项特征类型,实现了酒瓶标签生产流水线的自动缺陷检测。
关键词:酒瓶标签;机器视觉;缺陷检测
在酒瓶生产过程中,大多数自动化流水线上仍然由工人进行标签质量检测,不仅增加了用人成本和管理成本,而且随着工作连续性的进行,工人会产生疲劳检测,导致漏检、错检等情况。随着近些年来机器视觉领域技术的快速发展,越来越多的包装行业选择将机器视觉系统应用于流水生产线上。机器视觉检测系统具有检测结果稳定、检测速度快,检测精度高以及可以在人类所不能适应的恶劣环境下工作等一系列的特点。
本文设计了一种基于机器视觉的酒瓶标签缺陷检测系统,形成了一套从上料、检测到剔料的完整标签检测方案,实现了标签生产线的自动缺陷检测。
1 总体方案设计
1.1 硬件平台
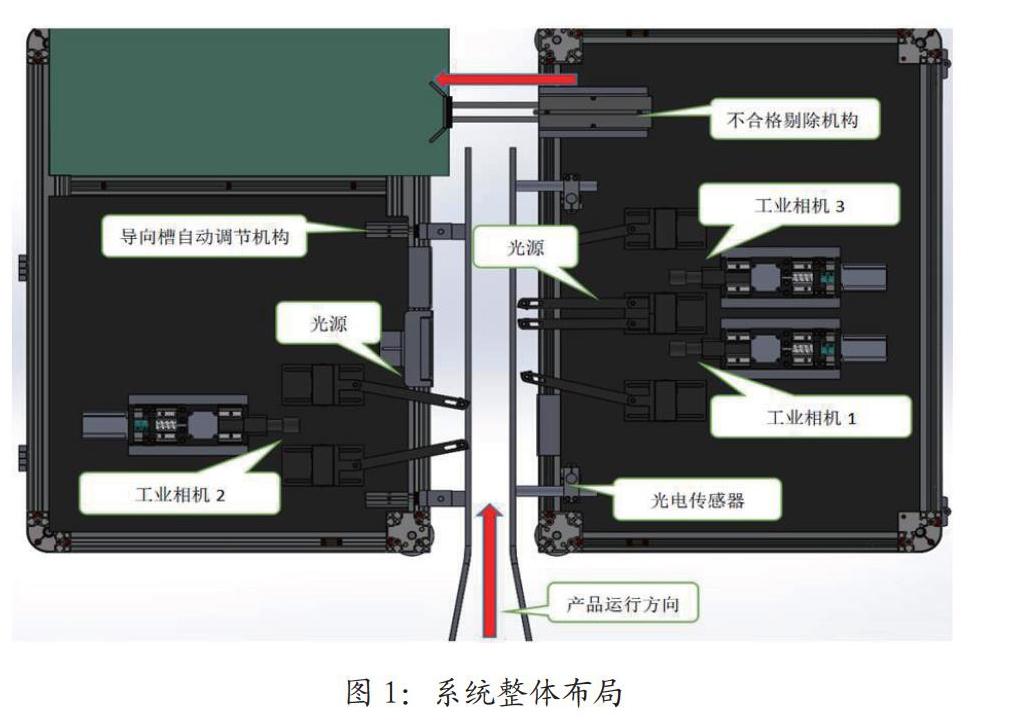
硬件平台设计的好坏直接影响采集数据的质量,因此需要设计合理的硬件平台布局来提高硬件采集精确度和设备整体的稳定性。本文平台主要由酒瓶传送导向装置、光电触发装置、数据采集系统、数据处理控制系统、剔除装置等组成,系统整体布局如图1。
其中数据采集系统和数据处理控制系统为整体系统核心。数据采集系统主要由工业相机、镜头和光源组成,用于完成酒瓶标签图像信息的自动采集。数据处理及控制系统包括工控机、处理分析系统、显示屏、PLC控制、光电触发传感器和剔除装置等。
酒瓶在链板线上运行,运行到设备导向槽中后自动导向。光电传感器用来检测光电信号,如果有酒瓶通过,则触发光电传感器,PLC控制器接收到该信号,延时一定时间后,触发工业相机采集标签图像。处理分析系统调用识别模型对采集到的酒瓶标签图像进行识别,判断是否存在缺陷,并把识别结果发送给PLC控制器,PLC控制器根据信号队列和检测结果判断是否启动剔除装置进行剔料。
1.2 数据采集系统
选择合适的工业相机、镜头以及光源对整个系统的性能影响很大,关系到采集图像的质量和软件算法的处理效果。系统在选择相机时主要考虑以下四个方面:颜色、分辨率、曝光方式等。对于酒瓶标签外观检测而言,标签为彩色,选择彩色相机,增加颜色信息,有利于后续算法分析;标签高度约为70mm-lOOmm.根据检测精度要求,选择500w像素相机即可.系统用于流水线的在线实时检测,对拍照速度有较高要求,选用全局曝光相机可避免酒瓶运动导致的拖影模糊现象;综合分析,选用500w像素面阵全局曝光工业相机。
镜头参数主要包括焦距、视场角、线对等,综合酒瓶标签视野范围、相机靶面尺寸等,选择25mm焦距镜头来匹配上述工业相机。
酒瓶标签尺寸较大,且标签划痕存在各种方向,须从各个方向低角度照射才能凸显划痕,因此选用四条高亮漫反射条光从上下左右进行打光,这样在保证整个待测标签图像的亮度均匀的同时又能凸显各种缺陷。
1.3数据处理控制系统
数据处理控制最终集成到检测软件系统中。主要由检测流程编辑模块,在线检测模块,通信模块,日志模块和人机交互界面等组成;
(1)流程编辑模块实现检测流程的编辑,关键识别区域的建模以及算法参数的配置等功能;
(2)在线检测模块集成了相机实时采集,预处理,标签缺陷检测等检测算法,实现检测结果的实时输出;
(3)通信模块是实现触发信号的接收以及各种信息的传递,用于与PLC间的信息交换;
(4)日志模块记录系统的各类异常和操作记录;
(5)人机交互界面提供检测数据和运行状态显示,提供数据存储查询可视化,方便用户管理操作。
2 关键技术研究
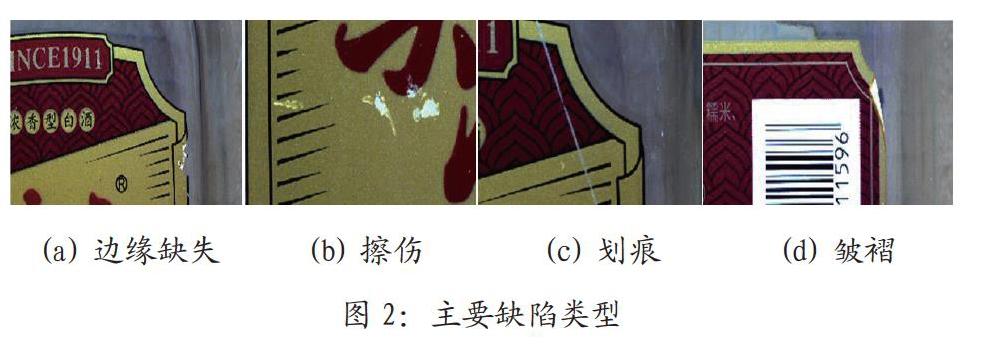
酒瓶标签缺陷主要有划痕、擦伤、边界缺失、褶皱四种缺陷。其中擦伤类缺陷通常较大,本身占标签区域面积的5%-1 0%,缺失和褶皱处于标签边缘处,如图2。
考虑到误检率、漏检率与检测效率等因素,本文采用深度学习缺陷检测技术,选择EfficientDet-B1作为检测方法。并对EfficientDet网络结构进行了调整,修改了其主干网络EfficientNet,如下:
(1)使用深度可分离扩张卷积替换原网络的第3层与第4层的深度可分离卷积(图3中(b)与(c))。
(2)检测层的最大尺寸为(192x128),即下采样2次而非原EfficientDet结构的3次。
(3)在检测层,Bifpn结构的叠加次数设置为2,最终得到5个尺度的检测层。分类依然使用Focal Loss作为损失函数。而在回归层,为了进一步提升回归准确率,我们使用IOU Loss与DFL,其中DFL的分配间隔设置为8。我们称修改后的新方法为MEfficientDet。
3 实验验证
为了验证所设计的检测系统在生产线上能否快速识别出标签缺陷类型以及在保证检测准确性和实时性的前提下能否长久稳定,对系统的检测结果准确率和实时性进行测试。我们共采集缺陷样本5800余张,包含擦伤缺陷4171个,划痕缺陷3281个,边缘缺失缺陷1866个与褶皱缺陷873个。我们选择4000张样本作为训练样本,剩下1800余张样本作为测试样本。在闽值设置为0.45的前提下,各缺陷检测结果如图4。
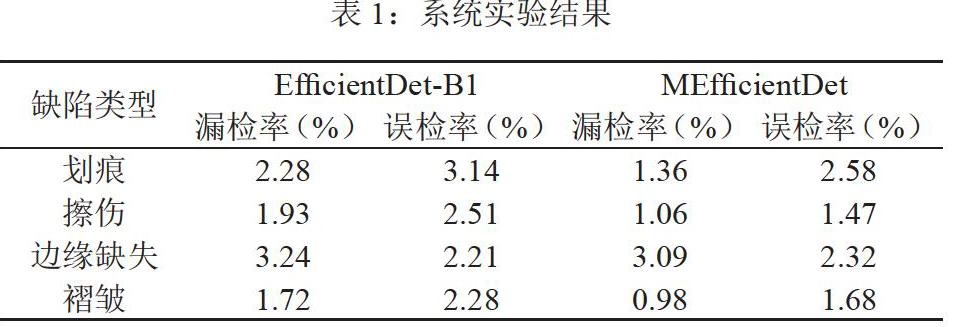
实验结果统计如表1。
从表1中,我们可以看出经过调整的MEfficientDet網络,漏检率和误检率都有了较大提升。样本平均漏检率约为1 .6%,平均误检率约为2%。通过对漏检样本进行分析,发现主要是因为这些缺陷很小,有的缺陷面积只有0.5- 1mm2,如果没有光源打光,肉眼几乎很难看到,这种小缺陷人工检测时也是可以忽略的。
本文使用tensorflow框架训练并优化模型,利用emguTF集成导出的固化模型到检测软件中。在主频为core-i7(8代,主频为4.2GHz)的CPU检测时间平均为470ms/pcs。在所有检测项启用时,每个酒瓶标签平均检测时间为640ms/pcs,检测效率基本达到100pcs/min,大于前段贴标系统60 pcs/min的节拍,因此其准确度和检测速度基本满足企业要求。
4 结束语
本文针对白酒瓶标签设计了一种基于机器视觉的标签检测系统。其通过对酒瓶标签正反面进行拍照成像,并结合数字图像处理技术和深度学习缺陷检测技术对标签图像进行分析,从而判断标签是否贴偏,是否存在划伤等缺陷。与传统人工检测方法相比,通过机器自动化检测,提高了工作效率。同时,依赖人工智能算法对标签进行检测,确保了较高的准确率和实时性,满足产线实时生产要求。
参考文献
[1]徐足骋,周鑫,袁锁中,王从庆,张小正.基于视觉的印刷品缺陷检测技术[J].重庆理工大学学报,2017 (31):150-157.
[2]张志晟,张雷洪,基于深度学习的易拉罐缺陷检测技术[J].包装工程,2020 (41):259-266.
[3]殷红杰.基于机器视觉的标签缺陷检测算法研究[D].沈阳:东北大学,2016.
[4]李培秀,标签缺陷检测系统的算法设计与应用研究[D].南京:南京信息工程大学,2019.
[5]徐嘉明,圆柱产品标签缺陷视觉检测算法[D].广州:广州大学,2018.
[6]梁桥康,谢兵兵,郭东妮等.基于机器视觉的柱面标签缺陷检测方法[J].无人系统技术,2020,3(2):43-48.
[7]黄莉芝.基于深度卷积神经网络的目标检测算法研究[D].西南交通大学,2018.
[8]汪清芳.基于机器视觉的标签缺陷检测系统设计与实现[D].电子科技大学,2014.
[9]张树君,辛莹莹,陈大千.基于机器视觉的饮料瓶标签检测设备[J].食品研究与开发,2014 (3):134-136.
作者简介
胡宗亮(1985-),男,重慶市人。研究开发部智能检测室副主任,工学硕士,现任职于重庆信息通信研究院。研究方向为机器视觉。
