浅谈细腻面仿古砖釉泡缺陷的改善
2020-02-21罗宏黄帅余修亮招伟培龙海仁周燕曾志刚曹燕萍
罗宏 黄帅 余修亮 招伟培 龙海仁 周燕 曾志刚 曹燕萍

摘 要:在室内装饰领域,细腻面仿古釉的质感柔和不刺手,光泽以哑光为主,由于它的亲肤性、易清洁性、较好的防滑性能,细腻哑光的仿古釉陶瓷砖受到越来越多的消费者的欢迎。然而在细腻哑光釉的仿古砖生产过程中,细腻哑光釉料的适应范围相对较窄,一旦控制不好,较容易产生釉泡缺陷,釉泡的产生对生产质量有较大的影响,为了提升细腻面仿古砖的生产稳定性,本文对细腻面仿古砖的釉泡产生原因及改善措施进行了研究,希望能为细腻面仿古砖生产降低釉泡缺陷,提供相关的技术理论参考
关键词:釉泡;仿古砖;细腻仿古釉;缺陷分析
1 前 言
在细腻面仿古釉的配方体系中,一般多以碱土金属元素作为主要助熔剂和哑光结晶剂,其中钙、镁、钡体系最常使用,碱土金属元素的储量十分丰富,原料价格适中,获取渠道也较广泛,适合大范围推广应用。以碱土金属为主的细腻哑光釉,一般膨胀系数低于坯体,单独使用在砖坯表面,砖型偏凸,单纯的通过窑炉烧成制度修正,很难满足较高平整度的要求。经过多次试验尝试,在细腻仿古釉之下增加一层高温高膨胀系数的底釉,可以使砖坯整体获得较好的平整度。
在施釉方式的选择上,一般选择双淋釉工艺的釉面平滑度最好,成本也较高,选择双喷釉工艺的釉面平滑度较差,但成本最低,选择单淋底釉,再喷细腻仿古面釉的釉面平滑度及成本介于两者之间,大家可以根据本厂产品的市场定位,品质要求,选择适合施釉方式。由于双喷釉工艺的成本最低,经济效益较高,应用较广泛,同时生产过程中釉泡缺陷出现的概率最高,本文主要针对双喷釉工艺的仿古细腻面陶瓷砖釉泡缺陷的改善进行更深入的探讨。
2釉泡缺陷原因分析及改善措施
2.1细腻面仿古釉配方始熔点偏低
一般在窑炉的烧成制度中,砖坯在1150℃之前的氧化还原反应最为剧烈,排气量也是最大的,如果细腻面仿古釉始熔点过低,使面釉过早的熔融,会导致排气不畅,未顺利排出的气体,就会在釉层表面形成1mm左右的釉泡缺陷,釉泡的排布一般没有规律,会在砖面随机产生。
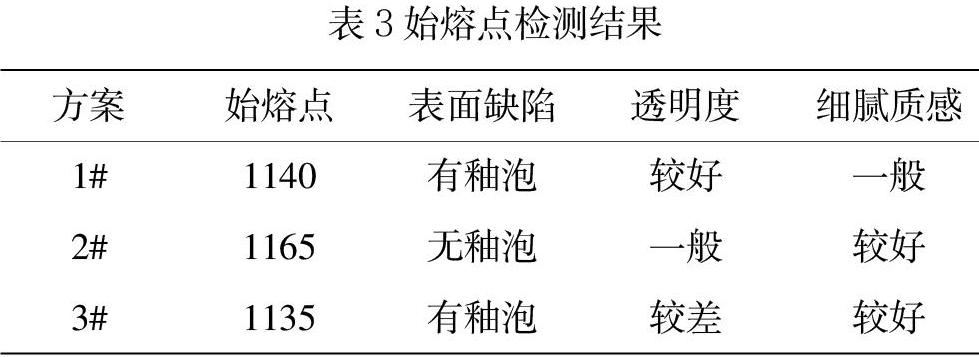
当釉料始熔点偏低产生釉泡缺陷时,需要先判定烧成制度是否合理,可以通過测量光坯及整砖出窑变形及泡水24h后变形的数据,观察数据变化情况分析烧成制度是否合理。当变形数据变化在0.2mm以内的时候,则认为这个变化值是比较合理的,如果边弯曲度和中心弯曲度在标准控制范围内,可以判定窑炉烧成制度没有太大问题。为了生产稳定,一般会要求窑炉烧成制度稳定不变,通过调整釉料配方,提升面釉的始熔点,解决表面釉泡缺陷。以下是我们厂曾经使用的三个面釉方案,通过对比试验进行分析。
通过配方组成及始熔点检测结果对比分析可知,1#方案主要通过引入白云石和石灰石降温助熔,通过钾、锶体系促进釉料烧结排气,釉料透度较好,结晶效果较差,表面细腻质感一般。2#方案主要通过引入碳酸钡、白云石降温助熔,通过钾长石提升高温粘度,获得了较高的始熔点。透明度一般,质感细腻。3#方案引入了大量高钙熔块,虽然取得了较好的结晶效果,但是由于钠长石的大量引入,使得始熔点较低。通过化学成分分析可知。CaO的大量引入,可以起到很好的助熔效果,可以大幅降低釉料配方的始熔点。BaO、MgO体系高于CaO、MgO体系的始熔点。A12O3的引入可以提升釉料的始熔点。所以2#方案拥有较高的始熔点,较1#、3#方案可以有效的杜绝釉泡缺陷。
2.2釉料水分的控制
两道釉喷釉工艺,如果施釉水分控制不合理,也容易产生釉泡缺陷。当坯温较低时,坯体施第一道底釉,由于没有足够多的热量蒸发底釉中的水分,底釉中的水分被坯体吸收,水分占据坯体中的空隙,导致坯体空隙中的空气快速的向砖坯表面释放,此时紧接着施第二道面釉,面釉的水分继续向坯体渗透,排气更加剧烈,面釉的覆盖导致气体未及时排出,夹在底釉与面釉之间形成釉泡,较严重的时候,釉泡会使面釉产生剥离。一般肉眼在釉柜喷釉后十几米处,便可发现釉泡缺陷。轻微的气泡,需要在烧成工序后才能看见。
釉料水分控制首先需要对干燥坯的坯温进行控制,一般砖坯出干燥后的温度控制在75-95℃之间较为合适。干燥坯温度太低了容易产生上述釉泡缺陷,坯体温度太高了会使釉浆还未充分覆盖砖坯表面,就把水分烘干了,容易导致喷釉起粉,喷釉不均,雨花点等缺陷。
为了让砖坯施底釉时有足够的排气时间,在釉线长度允许的前提下,适当拉开两个喷釉柜的距离,一般大于20-50m的间距,是比较合适的。
当砖坯干燥温度不够且窑炉调节空间有限时,可以适当的对釉料的工艺参数进行调整,在确保喷釉均匀性的前提下,通过将釉料的比重调大,釉量降低,减少水分,也能一定程度改善釉泡缺陷的产生。
干燥设备在底釉釉柜与面釉釉柜之间安装,可以有效的加热砖坯,使第一道釉的水分加速烘干,避免由于坯体吸收水分的过程中排气加速导致的釉泡缺陷。干燥设备可以利用烧成窑的尾气或者电阻丝加热,探照灯加热甚至直接明火加热都可以。
2.3釉料性能的控制
釉料性能决定了喷釉效果,当釉料的粘性较差时,喷釉就容易起粉。起粉主要表现为,釉料对砖面的吸附力不够,用手轻轻触碰,就容易沾连一层釉粉在手上。如果第一道底釉有一些起粉,就很容导致第二道面釉吸附不好,底釉与面釉之间粘结不牢,最终烧成后釉面易产生釉泡。
由于釉料性能不好导致的釉泡缺陷,本质的方法可以通过调整配方的粘土的用量或添加剂CMC的用量进行调整,改善釉浆性能,提升釉料粘附性。
由于刀式喷釉柜的喷嘴结构使釉幕呈扇形,扇形釉幕中间釉量较多,两侧釉量较少,致使釉量较少的砖坯两侧成为主要釉泡发生的区域。当起粉不是很严重的情况下,通过增加第二道面釉釉量,使砖坯两侧面釉充分湿润且全面覆盖,可以一定程度提升釉料的粘附性,改善釉泡缺陷。
当釉料性能起粉严重时,可以用高粘陶瓷用CMC泡制一些甲基糊,通过临时在生产线釉缸中加入预制的甲基糊,充分搅拌后(15min以上),可以在生产应急时使用,在一定程度上改善釉料的粘性,避免釉泡产生。
2.4压机调整的控制
压机对砖坯的成型致密度起到了决定性的作用,砖坯的致密度会影响到烧成阶段的氧化程度,压机压力越大,砖坯压制的越致密,氧化性能相对越差,排气越困难。过于致密的坯体,会导致砖坯氧化排气延迟,当砖坯进入高温烧成带时,面釉已经开始熔融软化,由于剧烈的排气还未结束,容易产生釉泡缺陷。如果釉泡发生的区域随机性比较大,可以考虑整体降低压机压力,改善氧化。如果釉泡比较固定集中,可以考虑通过压机模芯处垫一些小铜盘,微调改变模芯受力。
坯体表面坯粉擦不干净,也会导致釉泡缺陷产生。压机一般为了迁就崩边角,常采用反打模芯压制成型,反打砖坯较易产生坯粉,需要压机后的磨坯机进行打磨处理。正打坯体坯粉相对较少,可以有效的控制坯粉缺陷。
3 总 结
仿古细腻面陶瓷砖釉泡缺陷一旦产生,会导致大量的产品降级,对生产而言损失是极大的。细腻面仿古砖双喷釉工艺较易产生釉泡缺陷,但具有较好的经济效益,只要控制得当,是可以高质量稳定生产的。釉泡缺陷的产生原因涉及到许多方面,要根据不同的缺陷特征去判断产生的根本原因。主要的思路要从釉料配方的始熔点,釉料的水分和粘性,砖坯是否存在坯粉及砖坯成型致密度去考虑。改善措施上需要配方,窑炉,工艺相互配合,可以临时采取一些应急的手段,但最根本的措施还是要跟踪好产前中试的缺陷情况,在产品上线前及时发现,采取根本的解决措施,才能真正做到预防釉泡缺陷的产生。
