汽车侧围成形工艺分析(连载六)
2020-02-06祝纲
祝 纲
天津汽车模具股份有限公司(天津 300308)
3.9 侧围轮旋成形工艺
(1)侧围轮旋翻边时应转的角度。翻边时,应将轮旋转角至除立边外大部水平,这时轮旋的废料已全部修掉,如图85所示。鉴于轮旋处废料过大,且难排出,此处废料一般都规划为两工序修净即op30修净,一般不会像翼子板op20 将轮旋修净,因总工序增多决定点,在轮旋外,轮处与左右上下间关联性小,轮处工序相对充裕。图86 所示侧围h061,轮旋翻边一般都在op40到位(见图87)。
(2)侧围修边与翼子板在轮旋修边比较(从制件外形上解析工艺的特点)。修边与灯口修边都是内凹型,废料刀口口相对,与灯口非常相似。侧围轮旋特殊点的是“过大的废料可两工序修完”。它也可以一工序修完,现采用两工序修边到位,就是工序增多点但非总工序增多决定点,侧围轮旋处没有负角翻边,安排到op40工序。
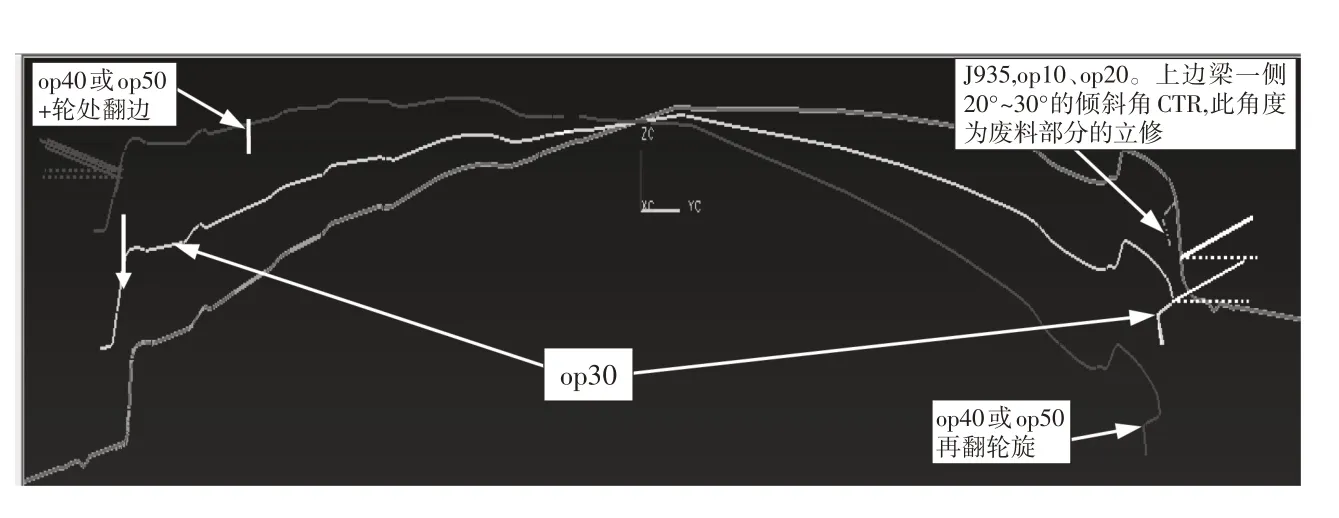
图85 侧围轮旋J935系列各工序,平行y向剖视线图
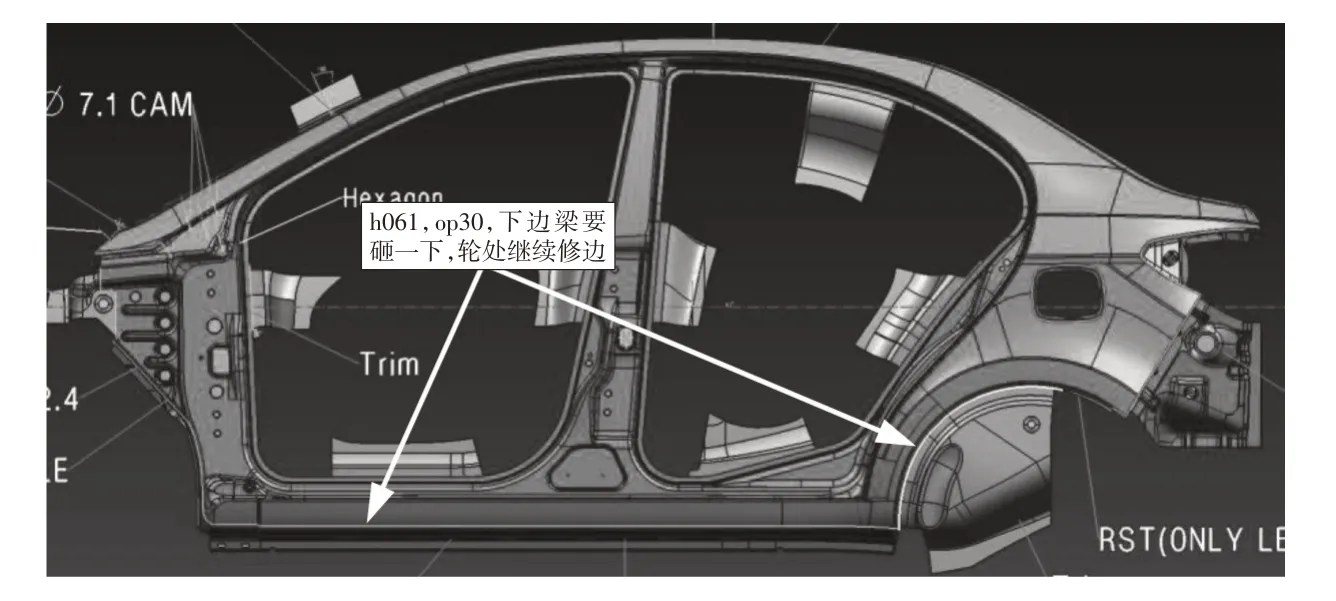
图86 侧围轮旋h061,op30工艺图

图87 侧围轮旋h062, op40工艺图
如图88 所示的翼子板,在可靠门一侧有负角翻边,距轮旋很近或有侧冲孔,与左右关联大,因此翼子板必须在op30 前修掉同样大的全部废料,才能确保op30与车门同步正翻及同步于机盖侧的侧翻,继而保证op40 能侧翻车门。翼子板op20 在轮旋分3 段废料刀修掉,两段口口相对+背背相对,在op30轮旋全部下翻轮旋到位后,op40 靠门侧才能有侧翻到位,如轮旋两次修边,翼子板的全部到位完成至少需5工序,轮旋op40应该先翻在前,先到位。制件外形使其决定了与侧围上侧翻边分散开,其轮旋侧修两工序,简单。
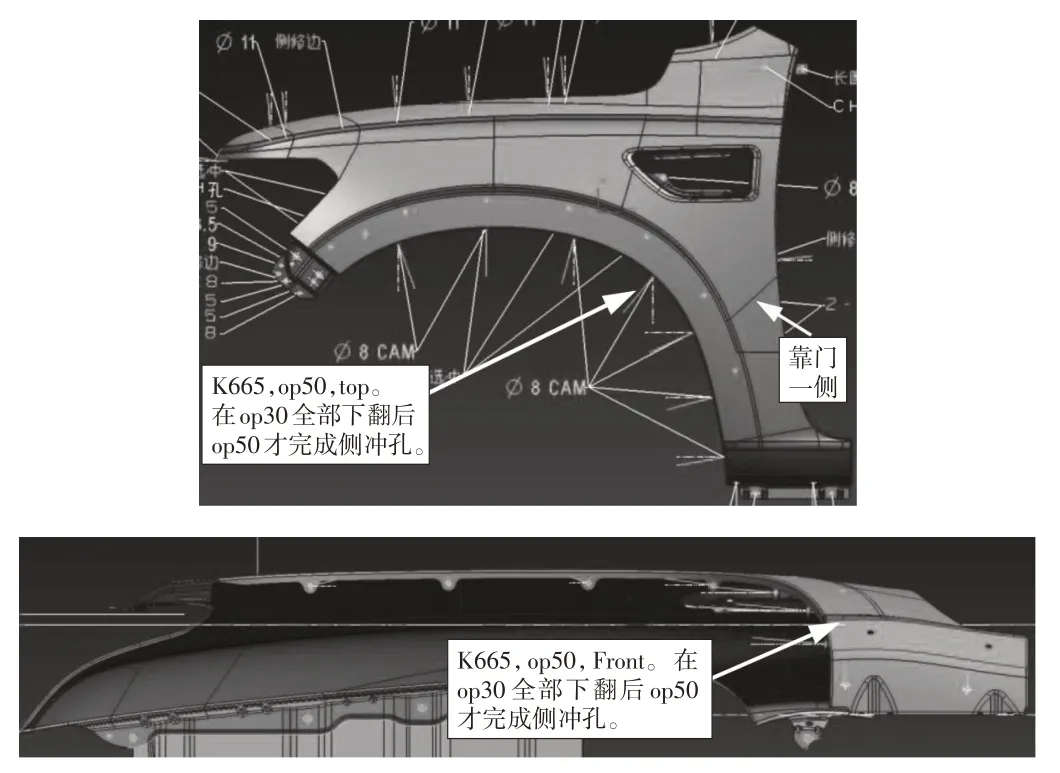
图88 翼子板K665, op50工艺图
3.10 皮卡车和其它商用车侧围成形工艺
(1)驾驶室与货箱连体小卡侧围。如图89 所示,皮卡侧围E702,这种侧围一般由6 工序完成(不算落料),原因:货箱部的各序排布是个关键,它的两个相邻的直角边都有负角翻边,因在修边后,立壁要侧修,这里废料大,要粗修后方可侧修。

图89 皮卡侧围op10拉伸模拟图
驾驶室与货箱连体的工艺规划。从模具结构排布上看,货箱区域“直角俩边”正修(粗修)后必安排间断侧修,两工序,共3 工序修边。同样模具结构的原因,其后进行间断翻边,两工序,包括包角,总共需6工序(如果加落料为7工序),是工序最繁琐的侧围。
图90、图91是正侧交刀做成交叉线图例,交刀不是一条线上的两个点,而是相交叉,凹模(上模镶块)过交叉点,产生空切。

图90 皮卡侧围op20工艺图

图91 皮卡侧围op50工艺图
(2)侧围与货箱外板是两分的皮卡车型,分体皮卡侧围工艺如图92、图93、图94所示。
侧围没有后尾灯口,无灯尖包角,这种小卡侧围没有太多实质性的A 面,是小卡侧围的另一种,成形工序对面品要求不高。
图92 分体皮卡侧围相邻件拼合图

图93 分体皮卡侧围op30工艺图

图94 分体皮卡侧围op30工艺局部图
(3)商用车小侧围。
如图95、图96、图97所示,其特征多,容易产生缺陷:①A面大,可能刚性不足;②立壁回弹大;③制件发兰边回弹;④锁道需先拉伸出特征与旁特征近,出现缺陷;⑤此处反成形深度太深,拉伸深度随之加深,周边的A级曲面面品会很差,拉伸时开裂严重。缺陷“④”处理建议:将A面锁道两特征之间距离“L”变大,可以缓解局部缺陷,或将A面两特征之间距离“L”改为零,即将两特征连通,可以好很多。

图95 商用车小侧围照片(左)和制件图(右)

图96 商用车的小侧围

图97 商用车小侧围制件(左)和锁道局部开裂模拟图(右)
