一种液位计自动检定装置的研制
2020-02-03冀中祥
冀中祥
(沈阳紫微恒检测设备有限公司,辽宁 沈阳 110114)
1 引 言
液位计是测量和控制系统中用以指示和控制液位的仪表,广泛应用于石油、化工、电力等领域。作为重要的计量器具,液位计的准确性直接关系到企业成本核算、经营结算等重要指标,同时也关系到国家对外贸易,如化工原料、石油等进出口计量的结算等。
目前,国内大多数的液位计检定装置仍然采用人工读数的方式进行检定,检定时间长、工作效率低、测量误差大等缺陷越来越明显。为了保证液位计计量的准确性,参考我国相关标准要求,本文研制了一种液位计自动检定装置,该检定装置采用伺服电机驱动链轮链条带动水箱升降,通过上位机软件控制水箱升降位移来替代人工读数,从而实现了对液位计的自动检定。同时,该自动检定装备还具有检定速度快、使用方便等优点。
2 检定装置原理与结构
2.1 原理
液位计自动检定装置用于液位计的示值误差、回差、设定点误差、切换差的综合检定。该检定装置采用各容器从底面相连通形成连通器,注入同种液体时各连通容器内水平液位一致的基本原理。被检液位计与中区位水连通,依据连通器原理,中区位水液面与被检液位计的液面一直保持在同一水平面,则升降水箱的位移就是被检液位计内液位升降的位移。
首先将升降水箱调整至最低点,升降水箱的中区位水平面与液位计的液位保持一致。调整液位计的零位,通过上位机软件的设定行程控制伺服电机运行,伺服电机通过链轮链条升降机构将升降水箱升高至各检定点位置,直至测量上限,然后缓慢降低至各检定点,直至液位计零位。期间,上位机软件分别读取上下行程中的标准值与被检值,自动计算示值误差等各检定项目数值,自动生成检定报告。中间过程完全自动化,无需进行人为操作。
2.2 结构
本检定装置主要由箱体框架、水位升降系统、供水及回水系统、滑动导轨法兰系统、可翻转量筒系统、电气控制系统及人机操作软件组成。结构示意图如图1所示。

图1 结构示意图
箱体框架提供对设备结构件的支撑和安装,主体采用钢结构,外围为钣金壳体。
水位升降系统主要由水箱、直线导轨副、伺服电机、链条链轮及配重块等组成。水箱采用不锈钢制作,不易生锈。水箱内部结构分高、中、低3个区位:高区位为上水区,与供水泵相连;中区位为试验区,与被测液位计和量筒相通;低区位为回水区,与供水及回水箱相连。中区位水由高区位溢流而来,中区位水位过多也可以溢流至低区位,这样可以保证无论水箱处于什么位置,中区位的水平面相对于水箱的位置不变。因此,水箱升降高度即为液位升降高度,以满足液位计的检定。
直线导轨副安装于水箱两侧并固定于箱体框架,链条一端连接水箱,另一端连接配重块,伺服电机驱动链轮链条运动,从而使水箱通过导轨副上升或者下降。
供水、回水系统主要由下水箱、调速水泵、PT100温度传感器、球阀及水管组成。水泵将下水箱的水送至水位升降系统的水箱内,为其提供水源。同时,升降系统中水箱的溢流水通过水管流淌至下水箱,这样形成一个循环系统,水可以循环利用,不用反复添水,节约资源,省时省力。
滑动导轨法兰系统主要由直线导轨副、法兰、球阀及水管组成,用于侧装单或者双法兰液位计的安装,如玻璃液位计、浮球液位计、浮筒液位计等。其中,法兰固定在直线导轨副的两个滑块上,通过调节两滑块的间距满足不同量程的液位计安装。
翻转量筒系统主要由透明有机玻璃筒、顶部法兰、旋转机构、球阀及水管等组成,用于插入式液位计、投入式液位计等的检定。其中,旋转机构可0~90°转动,便于大量程液位计的安装,使用时将其转至0°,安装完毕后转至90°并锁紧,无需登高,方便安全。
电气控制系统由工控机、PCI运动控制卡、模拟量采集模块、伺服驱动器等构成。上位机软件采用Visual Basic6.0编写,人机界面如图2所示。上位机软件通过动态链接库的函数,对PCI运动控制卡进行控制,工控机通过RS232转RS485模块连接模拟量采集模块。上位机软件可以通过读写串口,获取采集0~20mA信号,用于采集试样模拟量信号和PT100温度变送器的信号。

图2 人机界面
3 检定装置计量分析
当前,大部分液位计检定装置采用钢直尺作为检定标准器具,通过人眼读数作为数据来源。其中,钢直尺量程2000mm的示值误差为±0.35mm,并且每个检定员的习惯不同,这可能会带来不同的视觉误差,所以在检定中可能会造成更大的测量误差。
本文研制的液位计检定装置采用伺服电机驱动链轮链条带动水箱升降,通过上位机软件控制并读取水箱升降位移来替代人工读数,减少人为误差,提高检定精度。本检定装置的误差来源主要是升降位移的误差,下面对升降位移的准确性进行检定。首先调整检定装置的水平,水平仪读数不超过0.04mm/1000mm,待调整好后,用地脚螺栓紧固。然后通过上位机软件设定计量点并控制升降水箱的升降,同时用激光干涉仪测量升降水箱的升降高度。最后,对激光干涉仪的数值与检定点数值进行比较分析,从而得出该检定装置的测量示值误差,测试数据如表1所示。

表1 示值误差与重复性计算数据

续表
通过数据计算分析,该液位计自动检定装置的示值误差为±0.15mm,重复性为0.08mm,优于采用人工读取钢直尺的精度。
4 液位计检定实例
本检定装置研制成功并检定合格后,进行了液位计检定的实际操作。下面重点介绍测试过程及对测试数据的分析。
4.1 测试过程
被检样:侧侧装式浮筒液位计,量程0~1200mm,测量精度0.5级。
(1)目力观察和通电检查被检样的外观。
(2)将被检样安装在滑动导轨法兰系统上,打开球阀,将被检样通电预热15min。
(3)打开测试软件,填写被检样信息,选择检定项目、检定点及试样采样次数。将升降水箱调整至最低点并调整被检样的零位。
(4)点击软件上“连续上升”和“连续下降”,升降水箱从零位开始,缓慢上升至各检定点,直至测量上限,然后缓慢降低至各检定点,直至被检样零点。期间,分别读取上下行程中的标准值与被检值。
(5)依据检定规程测试软件自动计算误差、回差、设定点误差和切换差数值,自动出具检定报告。
4.2 数据分析
依据液位计检定规范,检定点的选择应按量程基本均匀分布,一般应包括上限值、下限值在内不少于5个点。一般液位计只进行一个循环检定,强制检定的液位计应至少进行3个循环的检定。本次检定选择5点和3个循环检定,检定数据如表2所示。

表2 示值误差及回差检定数据
依据检定规范,设定点应在液位计量程的10%、90%附近选定,故本次检定选定120mm和1080mm两点,进行设定点误差及切换差的检定,检定数据如表3所示。
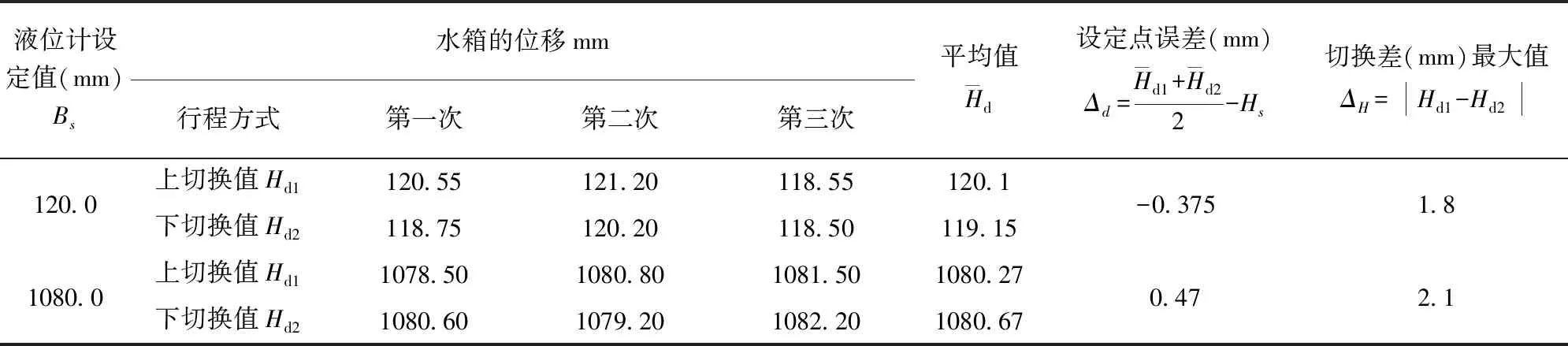
表3 设定点误差及切换差检定数据
通过表2和表3检定数据分析,被检液位计的示值误差为ΔA=-2mm,回差为ΔAd=3.5mm,设定点误差为Δd=0.47mm,切换差为ΔH=2.1mm。根据被检液位计精度等级的要求,该液位计合格。
5 结 论
本文详细介绍了液位计自动检定装置的设计原理、结构、检定操作并进行了测试数据的分析。该检定装置的控制系统采用了工控机并结合上位机软件,这使得操作简单,并且提高了工作效率。同时,采用伺服系统控制提高了检定校准的准确度。该检定装置能够实现自动检定,并满足JJG 971-2019的相关检定要求,适用于计量部门推广使用。
