基于IPv6的电焊机集群监控系统的设计与实现
2020-02-01梁伟杨晨婷张哲孙荣伟孙汕杰
梁伟 杨晨婷 张哲 孙荣伟 孙汕杰
(常熟理工学院计算机科学与工程学院 江苏省常熟市 215500)
过去的十几年见证了物联网研究及应用的飞速发展。与此同时,随着“工业4.0”的战略计划的提出,工业生产开始探索新的发展方向,而智能生产被认作现代工业发展的最新趋势。工业生产智能化以物联网作为基础,将无线通通信技术生产节点连接成网络,再辅以先进技术,如云计算、大数据分析、边缘计算、人机交互等,可以对工业生产过程进行优化、提高生产效率。
焊接产业作为传统工业的一种,同样也需要迎合这种发展趋势。传统的焊接生产过程,其中有许多问题。譬如,因为焊接大多数运用高压、高温等其他技术实现了金属与金属间的重新铸造或者接合,这个工程中会产生较多的有毒害的气体、光的辐射污染、噪音的污染和废尘污染,这导致焊接车间的环境十分恶劣;同时,传统焊接工厂因为产量需求往往需要机器24 小时不停机运转,因而采用一人一设备,甚至多人一设备的工作方式,这就需要消耗大量的人力资源;此外,传统生产设备是独立的个体,没有连接组网,无法实现集群化管理,导致一些重要的生产参数无法及时或记录不全,给企业的优化、改革带来了阻碍。
IPv6 作为下一代互联网的核心,利用6LoWPAN 作为媒介,将工业物联网与互联网进行联接,这将为给工业生产现代化带来质的飞跃。针对上述问题,本文设计一种基于IPv6 的焊接集群监控系统,以此来改善、解决传统焊接产业中出现的问题。
1 焊接监控系统研究现状
1.1 传统的电焊机监控系统现状
大部分人工检测,需要较大的劳动力,对劳动条件的要求比较高,生产效率也比较低;它有无法控制的生产能力,更新换代也不容易实现。而且对零件的处理能力和质量有不利的影响。采用传统有线通信系统中的线缆设备,生产成本较高。除此之外,该类设备大部分都是集成设备,具有较大的体积,灵活性比较差,而且无法嵌入到焊接的设备中,与此同时还要布置缆线,这样下来会给车间带来很多问题。
1.2 已有的焊接管理系统研究状况
对于传统焊接,因为产业管理存在一些问题,国内外设备生产厂商、院校和机构都竞相投入到焊接监控系统研究中,并且取得了不少研究成果。这些通过研究获得的焊接监控系统架构上基本上都是采用的是三层形式,分别是感知层、网络层以及应用层。因为网络层中采用的通信方式有所不同,所以可将它们分成如下两种,一个是基于有线通信技术,另一个则是基于无线通信技术的焊接系统。使用焊接监测设备不但降低了废品率和产品的成本,也提高了焊接设备的利用率,与此同时也降低了工人操作失误所带来的残次零件风险等其他因素,并且带来的效益也是显而易见的。
譬如目前,在工业物联网、智能传感器和传统制造业相互结合的背景下,具有通过物联网技术来解决工业控制中存在的监测问题。在传感器与网络技术的基础上,研制出一套可以进行实时监测和控制的数字化焊机焊接质量管理的系统,并且可以满足焊接生产过程的实际需要,将其用于比较重要的焊接监测。通过在研究的过程中分析目前的焊接生产质量管理系统的益处和缺点,建立一种运用Wi-Fi 技术为组网,并采用MQTT 物联网传输协议以解决数据传输问题的可靠数据通信网络。
同时此系统也存在有缺陷。比如,室内约110m,室外大约210m 的Wi-Fi 覆盖范围无法满足公路交通、海运和航天等较大的焊接生产车间监控,而且需要布置多个Wi-Fi 接入节点,因此会给节点组网带来不少弊端;除此之外,Wi-Fi 通信安全性不高,焊接数据采集的安全性没有办法得到相应的保证。
在上海交通大学朱俊杰等人设计的基于ZigBee 网络的焊接监控系统中,其结构是运用了电流和电压等传感器,实现电焊机的焊接电流、电压等数据的采集,借助ZigBee 网络将数据上传至上位机监测平台,从而实现对整个焊接生产过程的监测。该系统能够适应生产车间恶劣的环境,并且解决了的以传统串口RS485、CAN总线电缆布设的一系列问题,并且数据信号通信不容易受到干扰。
然而ZigBee 技术本身也具有一定的缺陷,因为ZigBee 供电是低功耗的,所以基于ZigBee 通信网络传输速率很低、且只有30-70m 覆盖的范围。此外,基于ZigBee 的无线焊接网络当需要与Internet 网进行通信时,则要另外加入协调节点。
1.3 论文研究的主要内容
本文主要是针对现在已有的成果中所存在的问题,提出基于IPv6 的焊接生产集群监控系统,实现对电焊机焊接生产的远程管理。根据焊接工业的生产过程以及生产管理的需要,对焊接监控管理系统的总体架构进行了设计:分为感知层、网络传输层与应用层,定义了各层的功能和所使用的技术;按照生产需要,在焊接设备上布设与之相应的传感器进行监测数据采集,并且同时完成网络通信的搭建和调试,从而完成IPv6 网络的组建;采用C++和SQL 开发电焊机监控系统上位机运行的软件管理系统,从而实现IPv6 焊接设备网络监测,实现企业监管部门能在个人终端远程访问与控制焊接过程。同时实现将焊接监测设备体积缩小,不占据工作空间,使其成本降低适合大规模量产;此外实现设备的集群化管理,实现在一个终端管理多台电焊机。

图1:数据的采集、传输图

图2:焊数据采集端

图3:下位机系统结构图

图4:现场总控制中心
2 IPv6焊接设备网络监测系统功能和网络的架构
2.1 系统的主要功能
该系统实现IPv6 焊接设备的网络监控、对焊接生产参数进行实时的采集,根据焊接生产管理的需求,本系统的主要功能如下:
焊接数据感知、采集。根据生产的需要、设备的区别采用相应的数据采集方式。对于模拟电焊机,在电焊机上布置电压、电流等传感器对焊接参数进行采集,并将数据传输至下位机;对于数字电焊机,则直接通过数字接口与下位机相连,下位机直接读取焊接实时参数。
焊接数据的传输。每个设备节点都分配有IP 地址,数据通过基于6LoWPAN 的无线网传输至总控制中心,最后所有数据通过IPv6 网络传输至云端服务器。
(1)焊接设备的管理。焊接监控系统在提供焊接参数监测采集的同时也为焊接设备提供一定的安全保障。在数据采集端的下位机上设置有相应的焊接参数阈值,当采集到的数据超过预警值会触发蜂鸣报警。
(2)焊接数据管理。云端数据存储在服务器上,数据可以通过基于B/S 架构的软件进行显示。软件将数据整理成可视化图标、生产报表等供管理者查看、分析。
2.2 系统架构
整个焊接监控系统是在IPv6 网络基础上实现的。系统架构共分为三个层次,分别为焊接数据采集层、焊接数据传输层以及云端服务器。如图1所示。
2.2.1 焊接数据采集层
在焊接数据采集端,每台设备是一个节点,整个焊接生产车间所有设备节点通过基于6LoWPAN 无线通信技术组成一个网络,采集到的数据如电压、电流及人员操作信息通过6LoWPAN 边界路由传输至总控制中心。采用6LoWPAN 协议可以解决无线传感网络与IPv6 网络之间的数据帧长度不匹配问题,实现在IEEE802.15.4 标准上应用IPv6 协议。此外数据采集端的下位机允许焊接工人对一些生产参数进行设置。
2.2.2 焊接数据传输层
采集到的数据通过6LoWPAN 边界路由传输至总控制中心,总控制中心将数据由网关通过下一代IP 通信协议(IPv6)传输至云端服务器。IPv6 可以有效的解决IPv4 地址资源不足的问题,能实现每台设备拥有唯一的地址。
2.2.3 云端服务器。
云端服务器主要负责焊接数据的存储、分析处理及展示。云端网络层将由总控制中心传来的数据存储在数据库中。同时,云端服务器配有基于B/S 框架开发的云平台服务程序,用于将数据进行可视化处理。数据最终可以以图表、数据报表的形式展示在Web 界面。
3 焊接监控系统感知节点
3.1 节点结构
焊接数据采集节点负责生产数据的原始采集如图2,根据焊接设备的不同可将采集模块分为两种:模拟焊接设备数据采集以及数字焊接设备数据采集。其中模拟焊机的参数需要通过传感器来采集。将电压传感器、霍尔电流传感器布置到电焊机上,输出端口与下位机连接。数字焊机通过焊机的数据接口与下位机相连,直接读取焊接数据。下位机提供RS232、USB 等接口。
下位机负责对传感器或数据接口传输过来的原始数据进行预处理,并向监控中心传输数据;同时承担远程监控中心传来的指令的接收及下发工作如图3。传感器模拟信号经A/D 转换变成数字信号。为保证设备的灵活性、监测的持续性,下位机采用基于Cortex-M3内核的STM32 处理器,低功耗特点使其可以采用电池供电。数据通过RF 传输至边界路由。
3.2 数据通信
下位机中接收到的数据通过基于IEEE802.14.5 标准的CC2530无线传输网络传输至6LoWPAN 边界路由。由于边界路由接收到的来自下位机的数据包为缩减后,在IEEE802.15.4 标准上流通的数据包格式,所以在边界路由与Internet 网络之间加上6LoWPAN 网关,用于对数据包进行扩充、修改,使其能在IPv6 网络上传输。对于从Internet 网络传输过来的指令则进行反向操作,将数据包进行缩减,通过边界路由无线传输至下位机如图4。
4 软件平台设计
4.1 6LoWPAN网关设计
6LoWPAN 网关是无线传感网络与IPv6 主干网络通信的核心。IPv6 充足的地址量能为每台设备配置一个唯一的IP 地址,然而IEEE802.15.4 协议的帧结构使得IP 协议无法应用在其上。因而在网关的设计上使用IETF 定义6LoWPAN 协议。在物理层和数据链路层仍沿用IEEE802.15.4 标准。在数据链路层之上加入6LoWPAN适配层,用于对IPv6 数据包进行精简,以及对IEEE802.15.4 下的数据帧进行扩充。网络层采用IPv6 协议。
4.2 B/S监控平台架构的设计
IPv6 焊接设备网络监测系统中的远程监控端分成PC 监控端和个人移动终端两个。前一个由互联网通信实现实时监测电焊机焊接数据以及传输相应指令;后一个则是通过IPv6 网络来实现个人移动终端的。
5 IPv6焊接设备网络监测系统软件设计
5.1 下位机的软件系统设计
在身份认证通过后,下位机设备开始初始化,IPv6 模块初始化,开始进行数据采集。具体流程如图5。
由图5 可知,身份验证之后,STM32 单片机初始化,IPv6 模块初始化;Ipv6 模块组网成功后,进行焊接数据的收集,如果有数据的传入,判断是否到转发的时间,反之则重复数据询问;如果到转发时间,通过IPv6 模块转发数据。
5.2 上位机软件系统
上位机软件是由用户界面和数据库两部分组成,其中用户界面具有许多不同功能。用户通过身份认证后就可以登录进入用户界面。用户可以在用户界面对焊接数据进行操作;数据操作可以细分为对数据的增、删、改、查这些部分。数据库部分主要与前端的用户界面相连接,提供数据支持和用户操作如图6。

图5:下位机的工作流程图

图6:用户通过IPv6 访问云平台图
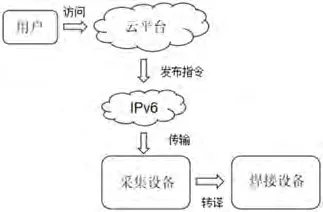
图7:云平台指令发布图
5.3 远程监控端软件系统
远程监控端软件是由Web 页面和云端数据库所组成。登陆设计的Web 页面,在通过身份认证后即可焊接车间的焊接数据;可以自行选择显示指定焊接设备或着所有焊接设备的数据信息;个人终端可以同时从Web 页面发送指令至焊接设备,实现焊接的集群化和远程化操作。实现企业监管部门能在个人终端远程访问与控制焊接过程。同时实现将焊接监测设备体积缩小,不占据工作空间,使其成本降低适合大规模量产;此外实现设备的集群化管理,实现在一个终端管理多台焊接设备如图7。
6 系统测试和焊接数据分析
对IPv6 焊接设备网络监测系统各个设备进行配置调试之后,进行过多次模拟测试。通过测试,通过电焊机上的电流电压数据采集传感器采集数据,采集电流电压数据,并将数据传输到数据处理中心,在监控端可以准确地接收来自IPv6 焊接设备传感器数据采集端发来的数据,并能够对焊接过程进行有效地控制,以及用户可以在上位机进行相关的控制命令操作。

表1:方差分析结果
在上位机操作控制的窗口,设有电焊机焊接生产的电流电压上下限的控制按钮。管理的工作人员可以根据焊接生产的需要来设置相应的所需要的焊接电流电压安全阈值。显示窗口界面包括电焊机焊接网络数据采集端所采集的电压、电流数据信息、焊接操作工工号和焊接设备编号。此外还有初始电压、电流安全阈值,供数据监控端的管理者进行分析对比。
为保证IPv6 焊接设备网络监测系统通信可靠性,在焊接生产车间进行了现场的测试。现场测试包括了认证系统身份、采集数据、设置安全阈值、显示数据、传输指令等。在数据收集过程中,需要每个传感器采集到的有效数据以无线传输方式及时、准确的传回服务器。在焊接数据采集端,每台设备是一个节点,整个焊接生产车间所有设备节点通过基于6LoWPAN 无线通信技术组成一个网络,采集到的数据如电压、电流及人员操作信息通过6LoWPAN 边界路由传输至总控制中心。采用6LoWPAN 协议可以解决无线传感网络与IPv6 网络之间的数据帧长度不匹配问题,实现在IEEE802.15.4标准上应用IPv6 协议。此外数据采集端的下位机允许焊接工人对一些生产参数进行设置。测试结果显示,IPv6 通讯节点在测试车间通信性能可靠性能够保证。与此同时,上传数据和下发指令的时间延时小于1s,能够满足了焊接生产需要。
焊剂选择的标准:Basicity 基本指数、焊接工艺后形成的焊缝性能(特定元素的含量:碳、硅、锰、钼、铬、镍;强度、屈服点、延伸率)和价格。焊接性能不但会受焊剂的影响,还会受所用焊丝的影响。为了达到研究的目的,从5 个不同的生产商的商业报价中收集了焊剂的输入数据。
焊接数据分析采用凝聚法采用层次分析法,选择一组给定的焊剂和焊丝组合,采用聚类分析方法进行数据的分析。聚类分析是用来选择最接近的焊接材料组的有效工具。首先收集必要的描述分析对象的客观、同质和完整数据,使用支持聚类分析的专业软件。为了获得可靠的分析结果,仔细准备和整理数据,因为聚类分析对于这些会受到很大的影响。采用欧几里德距离和分组技术ward 法对聚类对象进行聚类。ward 方法使用方差分析来求最小化簇内距离偏差的平方和。进行焊接数据的分析。在聚类分析的下一步中,使用在上一步中选择的聚类数作为广义k-均值方法的输入。表1 显示了方差分析的结果,该分析的目的是找出所分析数据集的哪些特征在所获得的聚类之间有显著的差异。实验证明,交叉验证所假设的准则的最优群数也是4。在超过4 个集群的情况下,成本变得不相关。然后,也采用了广义k-均值法对结果进行了分析。分析参数包括欧氏距离、随机选择初始聚类中心和50 次迭代。
表1 方差分析的结果表明,为聚类分析选择的所有特征有助于区分聚类,这意味着至少一个聚类的平均值与所考虑的每个特征的其他聚类的平均值显著不同。并且在所有分析的特征上使用Y 轴上的单个标度应用聚类分析方法解决了埋弧焊剂(SAW)选择的实际问题。进行焊接数据的分析,能满足焊接生产对IPv6 网络安全和时延性能的要求。
7 结论
本文设计了一套IPv6 焊接设备网络监测系统,使用此IPv6 焊接设备网络监测系统不但可以减少废品的产生和降低产品成本,而且提高了焊接设备的利用率,并且降低了操作员工操作失误带来的残次焊接产品的风险,它带来的效益也是显而易见的。凭借其巨大的地址空间,IPv6 允许在大范围内的大量IPv6 智能设备之间进行连接。该协议还支持节点的自组织,即在不需要人工干预的情况下进行自检测、自修复和自配置。对改善焊接劳动条件,提高焊接生产效率比较有利;并且具有更强的可控的焊接生产能力,可以加快焊接生产技术的更新换代,提高焊接零件的生产能力和焊接产品的质量。
