TWI-JI精益理念在印刷车间的实际运用
2020-01-19许征李强马文渊
许征 李强 马文渊

摘要:本文通过“人、机、料、环、法、测”六大方面并结合TWI-JI理念梳理出了“生产流程设计流程图”。整个流程图涵盖了从纸卷使用直到成品堆垛所有环节,并按功能性的差异分成了8个环节26个主要步骤,同时对每个主要步骤都进行排摸和甄别。同时,结合“5W1H”自问确定每个步骤内是否有差异性的要点,并对存在的差异性要点建立针对性措施进行控制。通过该方法,最终形成个性化的生产流程,确保“三新”产品的生产稳态运行。因此,本文具有较大参考价值。
关键词:“TWI-JI”;“三新”产品;生产流程;流程图
中图分类号:TS8 文献标识码:A 文章编号:1400 (2020) 08-0049-04
The Practical Application of TWI-JI Lean Concept in Printing Workshop
XU Zheng, LI Qiang, MA Wen-yuan(Shanghai Tobacco Packaging printing Co., LTD. Gravure printing workshop, Shanghai 200137, China)
Abstract: This article is mainly through six aspects of “man, machine, material, environment, measurement and method “ and combining with the concept of TWI-JI. The whole flow chart covers all the links from the use of paper roll to the stacking of finished products, and is divided into 8 links and 26 main steps according to the functional differences. At the same time, each main step is arranged and screened. At the same time, combined with the “5W1H” self-examination to determine whether there are points of difference in each step, and establish targeted measures to control the existing points of difference. Through this method, a personalized production process is finally formed to ensure the steady production operation of “three new” products. Therefore, this article has great reference and practical value.
Keywords: "TWI - JI"; "Three new" products; production process; the flow chart
前言
随着企业产能布局的变化,近几年企业联机凹印生产线开始承担更多“新产品”、“新工艺”、“新材料”产品的印刷生产。而这些“三新”产品基本上都是采用联机凹印印刷、切为单张纸后转序印后加工的模式进行生产,简称“切大张”生产方式。这些“切大张”系列产品和联机凹印生产线长期以来的一次成型联机生产模式有很大的差别。造成这些转序模式的“三新”产品在批量生产初期各项KPI指标均不理想,针对这个问题车间从TWI-JI作业标准作为切入点开始进行“三新”产品《生产流程》的建立,用于提升生产过程的稳态。本文主要从TWI-JI理念的实际运用的角度来阐述其对生产正向支撑作用。
1 TWI-JI简介
TWI 是三個英文单词的首位字母的缩写:T--Training训练、培训;W--Within在内部;I--Industry企业;中文一般译为:一线主管技能训练。
它起源于第二次世界大战时期的美国,并在战时发挥了巨大的作用。战后日本产业训练协会“日产训”开始对它进行了学习并发扬光大,“日产训”自成立以来的50多年以来一直把TWI做成了标准化和定型化课程向全世界推广。
TWI共分为四个模块,即TWI-JI(工作指导)、TWI-JM(工作改善)、TWI-JR(工作关系)、TWI-JS(工作安全)。
其中TWI-JI(工作指导)的核心理念就是建立作业标准,并使用有效的培训程序,清楚地教会现场操作人员进行正确、完整的操作。
TWI-JI分为三个部分,训练预定计划表、作业标准、四阶段法。其中“作业标准”是本文理念转化的核心,在TWI-JI作业标准建立过程中有几个步骤,首先是通过对现场操作的观察梳理出主要步骤和要点,随后通过自问环节再次确定主要步骤及要点在安全和质量方面是否符合以及要点背后的理由,最后制定形成作业标准书,确保操作的正确性和完整性。
2 TWI-JI理念在“切大张”产品中实际运用
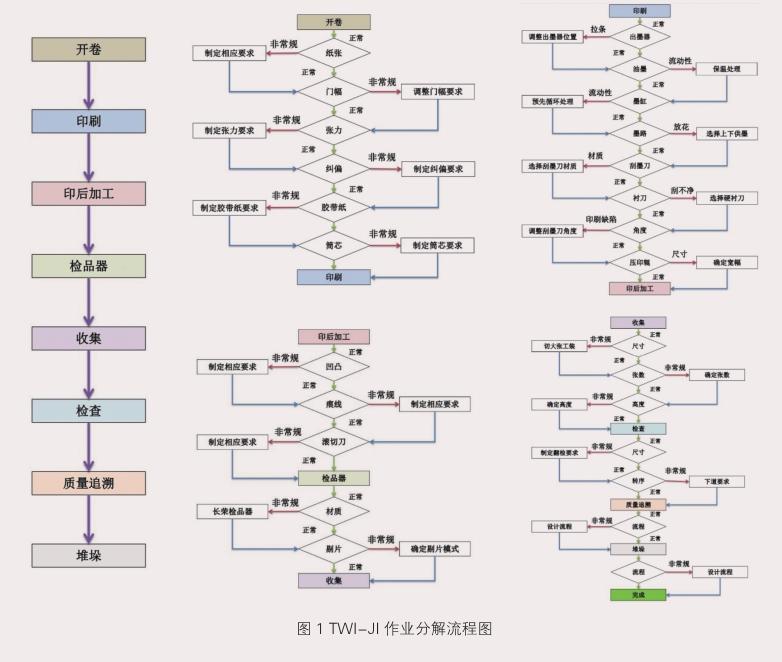
2.1 TWI-JI作业分解流程图的建立
首先我们按TWI-JI作业分解理念,将整个生产流程按功能性差异分成了“开卷”、“印刷”、“印后加工”、“检品器”、“收集”、“检查”、“质量追溯”、“堆垛”等8个环节。然后从这8个环节中按“成败”、“安全”、“易做”三个方面分别梳理出各自环节内的主要步骤,并通过“5W1H”的自问确定该主要步骤内是否有要点,然后确定这个要点是否受控。如果不受控,则需建立针对性措施对这个要点进行控制。
2.2 TWI-JI作业实际运用过程
2.2.1开卷环节主要步骤
在开卷环节中主要步骤为几个关键点的门幅设置,在常规凹版联机印刷生产模式中,门幅统一为730mm。而“切大張”产品,还需要进行烫金、压痕、凹凸、模切等印后工艺的叠加。因此纸张门幅的变化相当大,纸张门幅最小为686mm而纸张门幅最大的达到了798mm。纸张门幅差异达到了112mm,其余的转序产品纸张门幅尺寸也不尽相同,均在686mm至798mm区间之内,具体纸张门幅差异详见图2。
纸张门幅的差异性变化,随之而来的改变就是设备各个环节的纠偏设定、压印辊的差异化使用以及工装器具匹配性等问题。由于在生产初期并没有对纸张门幅变化进行重视,经常会有班组在调换产品之后发生纸张边距与印迹无法匹配、或者裁切信号需要反复调整等情况。这些问题的重复性调整不仅影响了生产效率,也造成大量的得率损耗。
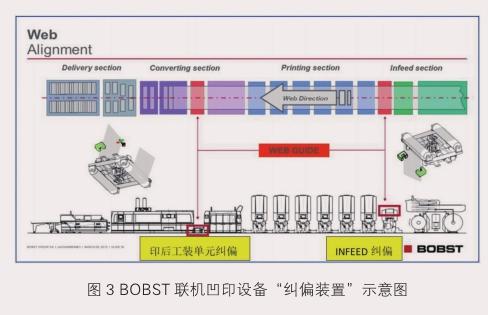
通过“5WIH”自问发现,虽然纸张门幅不断的变换,但是工装器具(滚切刀具)的尺寸恒定的关系,因此印后工装单元处的纸张纠偏装置基本控制在780mm-800mm区间内。而为了生产过程的稳定,纸卷安装位、开卷纠偏、INFEED纠偏以及印后工装单元处的纠偏都必须尽量统一,那样就可以避免因纠偏补偿造成的纸张褶皱和形变情况的发生。
如新品A的纸张门幅为686mm,按常规的生产模式就是将纸卷安装位置、开卷纠偏、INFEED纠偏以及印后工装单元纠偏均设置为686mm就可以保障印刷生产的正常。但是在转序生产模式中由于滚切刀具的纵向刀的位置是恒定在800mm的位置无法调整,所以在生产新品A的时候我们就必须按照800mm的位置去进行设定才能确保生产的正常运行。
因此在生产流程的设计时,我们就必须把这几个主要步骤的要点进行固化,并通过后期的现场培训及目视化标识来完成相应关键控制点的闭环,从而减少开卷环节的过程损耗。
2.2.2印刷环节的主要步骤
1)刮墨刀选型要点
由于刮墨刀材质的差异,目前我们使用的是金属涂层刀及陶瓷复合涂层刀。两种刮刀因材质的不同,所针对的印版也不尽相同,高耐磨合金钢涂层刮刀比较适用于激光版和高硬度油墨及金属油墨等复杂印刷工艺;而全涂层刮刀或不锈钢涂层刮刀,更适用于水性及UV印刷,耐水及酸碱性腐蚀,不粘墨。
所以在白色印迹使用金属涂层刀时,经常会有版面“刀线”的问题,而使用了柔韧性更强的陶瓷复合涂层刀时就不会发生此类情况。
同时在UV印迹上使用陶瓷复合涂层刀时,因刮刀硬度不够会发生“跳刀”的情况,同样也会产生“刀线”问题,更换金属涂层刮刀后问题也得到了解决。
针对这个情况,我们在印刷环节的主要步骤中增加了刮墨刀的明确使用,确保过程中印迹与刮墨刀处于最佳的匹配状态,减少这个环节中的停机损耗。
2)供墨装置选择要点
目前在BOBST LEMANIC Riviera ILS机型上使用的供墨系统是可选择式供墨,分为上供墨浇淋和下供墨溢出。不同的供墨方式对应不同性质的油墨。如绒面、UV等高粘度油墨一般使用的是下供墨,可以减少供墨不畅的隐患;而常规粘度的油墨一般使用上供墨,可以确保印版与油墨处于长时间接触状态。
2.2.3检查环节的主要步骤
由于转序产品工艺结构较为复杂,均采用了“UV”、“绒面光”等新工艺,因此在原有的生产过程中并没有相关检测流程。针对这个情况,我们也进行了要点的补充,建立了“绒面侧光检查法”以及“UV结合牢度3M胶带检测法”和“UV结合牢度指甲刮擦法”。通过以上检测方法的建立确保生产过程中对“新工艺”有了可靠的控制方法,从源头降低了质量风险的发生。
2.2.4堆垛环节的主要步骤
有别于常规产品,“切大张”产品增加了“前规”和“侧规”的概念。在生产初期,联机凹印生产线的员工对从未接触过的“前规”和“侧规”认识不够充分,没有对不同的“前规”产品进行分类摆放,造成了后道“烫金”、“模切”等工序的套准精度难以控制的情况发生。随后车间在第一时间对这个问题进行排摸和改善。完善主要步骤中的要点,首先以“二根线”为正常状态,及时对裁切进行调整。然后对生产完成的印品进行“一根线”、“二根线”、“三根线”的分规堆放。极大地提升了后道工序生产的套印精度的容差值。同时为了便于现场人员正确操作,我们还制作了目视化标识进行现场防差错设计,确保了分规操作的有效进行。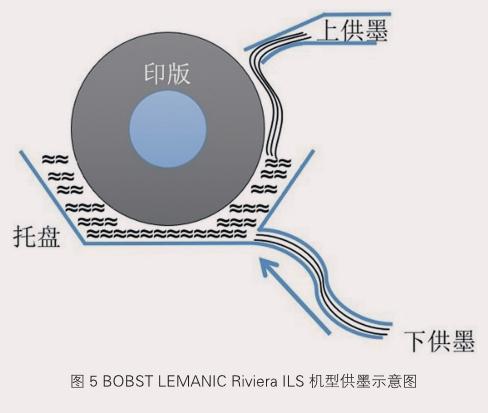
3 TWI-JI理念应用效果
通过TWI-JI理念的运用,我们建立了新品A系列产品的生产流程。将上文提到的要点进行了改进和明确,并在各班组生产之前对机组人员及后道人员进行了现场培训,随后通过现场巡检确认现场操作人员对生产流程的掌握程度,完善整个培训的固化环节。
2019年12月车间进行了新品A系列产品的首次批量生产,共产出合格品2120.82万小张,用纸标长915301米,标长得率81.61%,平均标长车速为90.80米/分钟。生产完成后,我们结合生产分析对生产流程中的要点进行了进一步的完善,并在第二批次生产前完成了修订和培训。2020年2月至2020年4月车间进行了多批次的延续生产,共产出合格品8992.62万小张,用纸标长3653916米,标长得率86.53%,平均标长车速为99.05米/分钟。
4 总结
从原则上来说,每一个“三新”产品都存在差异化要素,这些差异化的要素会造成生产过程损耗的增加。而通过TWI-JI理念建立的“三新”产品标准化生产流程可以有效统一现场操作人员对差异化要素的响应,从而减少过程中的停机损耗,整体提升生产效率。
参考文献:
[1](美)帕特里克·格劳普(Patrick Graupp),(美)罗伯特J.弗罗纳(Robert J.Wrona)著;陈琍等译.一线主管培训TWI实施一本通:营造技能为本的文化.机械工业出版社,2017年.
[2](美)唐纳德·A·迪内罗(Donald A.Dinero)著;张钰译.一线主管培训TWI案例解析:标准作业、持续改善和团队合作.机械工业出版社,2017年.
[3](美)康拉德·索尔特罗(Conrad Soltero),(美)帕特里斯·布特(Patrice Boutier)著;李宝水、刘小刚、陈海长译.精益培训之七大套路:整合丰田套路、TWI和精益训练.机械工业出版社,2018年.
