塑胶产品在成型过程中披锋的工艺改善方法
2020-01-18张艳军
张艳军
珠海格力精密模具有限公司 广东 珠海 519070
伴随着时代社会生活的快速发展,以及塑胶产品生产制造技术的逐渐发展成熟,塑胶产品凭借其在适应轻量化时代发展要求方面所具备的优势,在多种产品的生产制造技术活动过程中实现了对金属材料的有效替代,在真实的市场发展环境之中占据了较为有利的竞争地位。从支持和满足消费者基本需求的角度展开阐释分析,运用塑胶材料开展产品生产制造活动,不仅需要充分满足产品本身应当具备的基本性使用性能需求,还应当确保产品具备较好的视觉美观度与使用舒适度。所谓披锋,是一种在塑胶产品生产制造企业中用于评价产品生产品质的技术术语,其通常指的是出现在塑胶产品边缘位置的多余部分,其通常在模具分型面位置、塑胶镶件,以及塑胶产品斜顶边缘位置较为常见,且其引致原因主要包含塑胶产品生产材料的流动性,生产模具结构性缺陷,以及产品生产设计方案设计不合理等。披锋现象的出现,严重影响和制约了塑胶产品的生产质量和外在美观度,削弱了塑胶产品的市场竞争力,积极采取措施解决和规避塑胶产品在生产制备过程中出现的披锋技术问题,具备极其重要且不容忽视的影响作用。有鉴于上述研究背景,本文将会围绕塑胶产品在成型过程中披锋的工艺改善方法论题,展开简要阐释。
一、塑胶产品生产过程中披锋现象的产生原因
(一)面板主体结构壁厚设计方案不合理
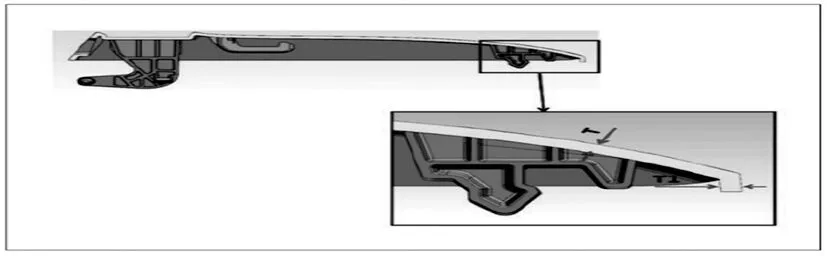
图1 空调面板产品主体部分壁厚设计方案不合理
遵照图1中列示的相关信息可以知道,空调产品面板结构分型面部分附近的壁厚参数T1与产品主体结构部分的壁厚参数T 具备一致性,甚至远远大于参数T。
在运用此种设计方案开展空调设备塑胶面板结构部分的成型制造活动过程中,分型面结构附近位置的壁厚T1参数较大,模具型腔内部的整体性温度参数水平过高,无法快速实现冷却技术状态,继而诱导实际生产形成的空调面板产品在表面位置出现凝固层数量严重不足问题,继而其在具体遭受具备较大强度的注射压力因素挤压作用干预条件下,其中包含的熔胶物质将会逐渐溢出并且到达产品的分型面之上,继而形成和展示出一定数量的披锋。
(二)成型加工工艺的技术调试结果不恰当
在空调设备面板结构生产制造环节开展过程中,如果在第一次注射加工技术环节未能做好对注射压力参数与注射速度参数的合理化设定,通常将难以确保空调设备面板结构产品中凝固层部分的优质顺利形成。而在低速低压的技术控制状态条件下,能够较为顺利地制备形成具备适宜厚度参数的凝固层部分。
二、塑胶产品模具成型技术工艺的改善方法
(一)控制和保障产品在基本结构层面的完整性
在具体开展的塑胶产品的成型加工生产技术活动过程中,借由制备获取并且将能够把模具型腔内部结构完全注满的注塑原料注入到模具型腔之中,促使模具型腔内部实现填满无缺胶技术状态,能有效且充分地控制和保障塑胶产品在基本结构表现状态层面的完整性。
(二)合理设置第一段保压压力参数与保压速度参数
在实际开展第一段保压压力参数与保压速度参数设定工作环节过程中,其最优化的技术操作实践思路,在于控制第一预定注塑速度参数严格小于第二预定注塑速度参数,第一预定压力参数严格小于第二预定压力参数。借由将第一预定注塑速度参数的设置水平严格小于第二预定注塑速度参数,以及第一预定压力参数设置水平严格小于第二预定压力参数,确保在实际组织开展的注塑加工生产技术环节过程中,能够预先在低强度压力参数的作用条件之下形成外侧壁结构凝固层部分,继而在凝固层部分能够充分避免塑料溢胶现象发生条件下,再运用大强度的压力实施保压处理,继而有效改善提升塑胶件实际具备的密度参数和机械强度。
在实际开展注射速度参数的设定操作过程中,其最优化的技术操作实践思路,在于将第一预定注塑速度参数数值设定为注塑机设备运行过程中最大注塑速度参数值的10.00%-20.00%。在设定保压压力参数时,其最优化的技术操作实践思路,在于确保第一预定压力的参数值能大于等于5.00MPa,小于等于25.00MPa,继而有效规避因型腔模具中分布的注塑原料进入到分型面结构中而形成披锋现象。
(三)合理设置第一段保压时间参数
在具体开展保压时间参数的设定工作过程中,其最优化的技术操作实践思路,在于将第一预定时间参数设置值大于等于0.50s,小于等于2.00s。在空调产品面板结构生产制备活动开展过程中,借由将第一预定时间参数设置在0.50s至2.00s之间,能有效规避在低速低压技术条件下,因保压过程处理时间过长,而诱导塑胶组件发生过度定型问题,继 而有效控制和缩减塑胶产品在成型生产加工过程中发生披锋技术缺陷问题的可能性。
结束语
围绕塑胶产品在成型过程中披锋的工艺改善方法论题,本文择取塑胶产品生产过程中披锋现象的产生原因,以及塑胶产品模具成型技术工艺的改善方法,两个具体方面展开了简要的阐释分析,旨在为相关领域的研究人员,以及塑胶产品生产技术人员,创造和提供参考支持条件。切实在塑胶产品的成型加工生产过程中采取适当措施避免披锋现象的出现,对于有效改善塑胶产品的生产加工质量,切实发挥塑胶产品的最佳使用价值具备重要意义。
