电磁效应对重介旋流器粗煤泥分选的影响
2020-01-17王石
王 石
(山西煤炭进出口集团煤业管理有限公司洗选部 ,山西 太原 030006)
重介旋流器作为一种高效的分选设备,在选煤行业得到了广泛的应用[1]。国内最常用的是三产品重介旋流器,一次分选出精中矸三产品[2-4]。由于三产品重介旋流器分选工艺简单,在现实中很难兼顾精煤分选和中矸分选密度,达到最优的产品分配密度。因此在使用三产品重介旋流器的过程中,需要进行二段密度调控,来提高实际分选后产品密度。目前,电磁技术在选矿选煤中得到了广泛的应用[5-8],一些磁力重介设备得到发展,显现出了很好的分选效果。因此,本文通过调节电磁线圈的磁场强度和磁场位置的变化,探究了电磁场对重介旋流器内介质分配的影响,以达到调节分选密度的目的。
1 实验部分
1.1 试验仪器及样品
本试验选取蒲县选煤厂的煤样进行试验。重介悬浮液密度为1.3g/cm3,每立方米重介悬浮液中含煤100kg。试验选取本矿技术改造后的末原煤,粒级为20~1.0mm。
1.2 设计螺线圈
采用不导磁的有机玻璃作为螺线圈骨架,骨架内径为70mm,外径分别为180mm和220mm,再将直径为2.5mm的漆包铜线均匀得密绕在骨架上,接通课调控的直流稳流电源,得到A和B型两种螺线圈[9]。
1.3 螺线圈轴线感应强度的计算
单层螺线圈轴线上任意一点在Z方向的磁感应强度可根据文献[10]求得,其公式如下:

式中:I为励磁电流,A;l为螺线圈长度,mm;n1为螺线圈单位长度上的匝数;r为单层螺线圈的半径,mm;z为螺线圈中心O至轴线上某点的距离,mm。
多层螺线圈轴线上的磁感应强度可看作多个单层螺线圈在轴线上的磁感应强度的叠加[10]。设螺线圈的外半径为r0,内半径为r1,线圈的厚度为r0-r1,每层线圈大单位长度上的杂书为n1,单位厚度上的层数为n2。则多层螺线圈轴线上任一点的轴向磁场强度为:
1.4 螺线圈轴线上磁感应强度的测量
采用HT201式数字高斯计测量磁感应强度。一起测量范围为0~200mT~2000mT,允许误差±2%,分辨率为0.01 mT~0.1 mT。
2 结果与讨论
2.1 螺线圈不同位置不同电流作用下溢流介质产率
将螺线圈分别置于旋流器筒体段上部、旋流器柱椎交界面以及旋流器筒体下端位置,通入0~6A的电流,求得此时溢流介质的产率[9],如图1所示。
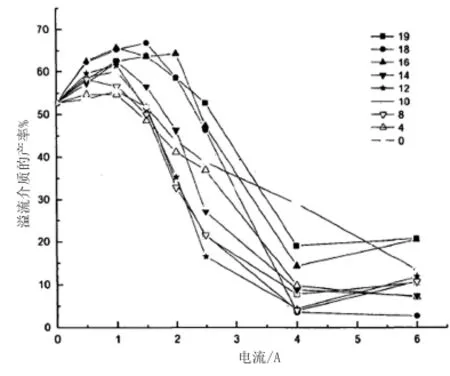
图1 不同线圈位置不同电流下溢流介质的产率
从图1可以看出,在旋流器上端位置18和位置19处,溢流介质的产率在电流0~1.5A范围内呈增加趋势,且在电流1.5A位置18处溢流介质产率达到最大,这就说明,弱电流作用下两线圈均能表现出很好的分选效果。再增大电流,两线圈作用下的溢流介质产率都降低了,说明强电流会扰乱旋流器的分选,降低其分选效果。当线圈处于旋流器筒体位置16时,0~1A内随电流的增加溢流介质产率增加,再增大电流强度,溢流介质产率先保持几乎不变后快速降低,这说明,线圈处于位置16外加电流为0~2A时也可适当提高旋流器的分选密度。将线圈位置移至柱椎交界面位置10、12和14处,0~1A的电流可使溢流介质的产率增加,之后再增大电流,产率将减小,说明这三个位置也可提高旋流器的分选效果。再将线圈位置下移到位置8,可以看到在弱电流作用下,溢流介质产率先小幅增加后大幅度降低,说明此位置对旋流器分选影响较小。再移动线圈到位置4及底口位置0,溢流介质产率在弱电流作用下几乎不发生变化,增加电流后产率降低,此位置对旋流器产生负影响。
2.2 A型螺线圈和B型螺线圈轴线上某一点处磁感应强度
根据上述公式可以求得A型、B型螺线圈在某一电流下螺线圈轴线上任一点的磁感应强度。其值如图2和图3所示。

图2 A型螺线圈轴线上某一定处磁感应强度值

图3 B型螺线圈轴线上某一定处磁感应强度值
2.3 A型线圈作用下煤泥分选试验
据文献[9]报道,在A型螺线圈的作用下,外加0~4A的电流,测定在旋流器锥体下端位置4和旋流器筒体上端位置16添加电磁场后的煤泥分选结果,其精煤产率,精煤灰分及尾煤灰分的值如图4、图5所示。

图4 线圈在位置4的煤泥分选试验
由图4可以看出,当电流>0.5A后,随着激磁电流的增加,精煤产率、精煤灰分和尾煤灰分均呈下降的趋势,说明在重介旋流器锥体段设置电磁场后,旋流器的分选密度在降低,且随着磁场的增大,分选密度降低。

图5 A型线圈位置16的煤泥分选试验
从图5可以看出,当线圈位置处于旋流器下端筒体的位置16时,电流强度为0.5~1.5A,精煤产率、精煤灰分和尾煤灰分均有缓慢的升高,此时分选密度提高;当继续增加电流,精煤灰分持续增加,而精煤产率及尾煤灰分却发生了下降,这就表明增加电流,在旋流器童提端产生的磁场扰乱了旋流器的分选工况,使其分选变差。
2.4 A型线圈作用下煤泥分选试验
对于B型线圈,选择0~10A内做螺线圈对旋流器内介质分配的影响试验[9],选择旋流器上端位置4和筒体段位置16进行煤泥分选,其结果如图6、7所示。
从上图可以看出,在0~6A电流范围内,精煤产率及精煤灰分增加,尾煤灰分降低,在开始的1~2A时,精煤产率、精煤灰分及尾煤灰分均有增加,此时分选密度较高;随着电流继续增加,三者均呈现明显的降低,这表明B型线圈在旋流器上端位置4时,电流增大,分选降低,且较大电流时分选密度降低越快。
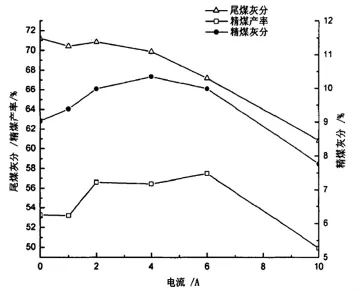
图6 B型线圈位置4的煤泥分选试验
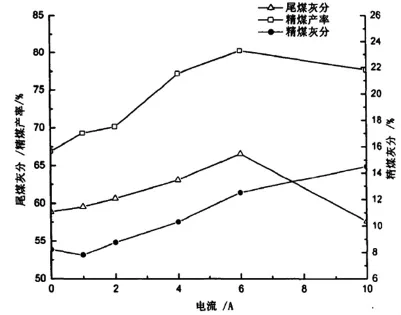
图7 B型线圈位置16的煤泥分选试验
图7 表明,在电流0~6A范围内,精煤产率、精煤灰分及尾煤灰分均呈现明显的增加,分选密度较高;当电流持续增加,精煤灰分增加而精煤产率及尾煤灰分降低,分选效果变差。
2.5 A、B型线圈作用下煤泥分选结果对比
选取旋流器位置12作A、B型线圈作用下煤泥分选结果对比试验。由文献可知,A型螺线圈在电流4A时产生的磁感应强度与B型螺线圈在10A时产生的磁感应强度相差不大,因此选择此范围作对比试验。其煤泥分选后的结果如图8、9所示。
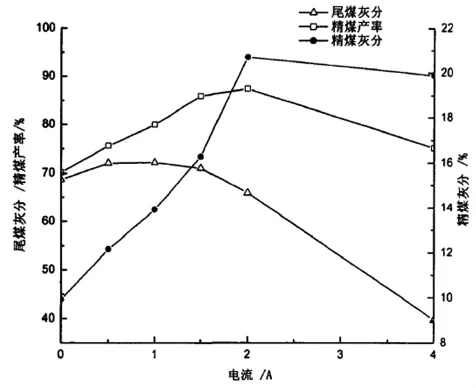
图8 A型螺线圈在位置12的煤泥分选试验

图9 B型螺线圈在位置12的煤泥分选试验
从图8可以看出,在电流为0~2A时,精煤产率、精煤灰分及尾煤灰分均增加,分选密度提高,当电流增加时,三个指标都发生了降低,分选密度也降低。图9为B型螺线圈的试验结果,可以看到,电流为0~4A时,精煤产率、精煤灰分及尾煤灰分增加,分选密度提高,当电流为4~6A时,精煤产率及精煤灰分增加,尾煤灰分降低,其分选密度降低,电流再增加后,在电流为6~10A时,精煤产率及尾煤灰分降低,精煤灰分仍增加,此时,磁场对旋流器的分选作用起到的是一种反作用,破坏了旋流器的分选工况。
3 结 论
1)外加螺线圈的电磁效应可以调节旋流器的分选密度;
2)B型螺线圈在提高旋流器分选密度的方面,有着比A型螺线圈更广泛的电流调节范围;
3)螺线圈位于旋流器筒体段,弱电流有利煤泥分选精度的提高,螺线圈越靠近筒体上端,强电流产生的磁感应使旋流器的分选工况得到影响;
4)微电流作用下,螺线圈的位置不同,产生的磁感应强度均能提高旋流器对煤泥分选。
