S355J2厚板的焊接工艺研究
2020-01-17张为平耿大凤
张为平,葛 琳,耿大凤
(扬州峰明光电新材料有限公司,江苏 扬州 225117)
S355J2钢是按照欧洲标准生产的低合金钢,目前在各种工程结构中应用较为广泛,大某工厂的梁式结构的安装项目中,为了符合产品的国际使用标准,重要的承力部件均采用此材料。S355J2欧标钢的厚板焊接工艺过程复杂,本文分析的影响焊接生产过程的各种因素,改进操作工艺与焊接规范,在实际生产中取得了良好的效果[1]。
1 焊接试验方案
1.1 试验材料的化学成分和力学性能
焊接试验用母材为S355J2欧标钢,正火状态准备,采用多层多道工艺焊接,焊接材料为直径Φ1.2mm的ER50-6实芯焊丝,保护气体为80%Ar+20%CO2气体,接头形式为对接。焊接试板尺寸为300mm×200mm×58mm,焊机型号为PanasonicYD-350MAG2。试验材料的化学成分见表1,焊丝熔敷金属力学性能见表2。

表1 试验材料的化学成分(质量分数,%)

表2 ER50-6焊丝熔敷金属的力学性能
2 焊接工艺的影响因素
2.1 材料焊接性
分析S355J2欧标钢化学成分后,母材碳含量为0.19%~0.21%,进行碳当量计算,计算公式[2]为:

可得出材料的实际碳当量Ceq约为0.45%,因此S355J2欧标钢焊缝的淬硬倾向较大,焊后HAZ区易形成淬硬态组织,增大了焊缝的冷裂纹敏感性。操作时可采取焊前预热、控制焊道间温度等措施,在减小热输入条件下施焊,工件焊接时温度区间偏小,在热输入较高的CO2焊工艺下,降低温度较为困难,焊接时预热温度为110℃,层间温度不超过250℃,焊道顺序与坡口形式见图1。
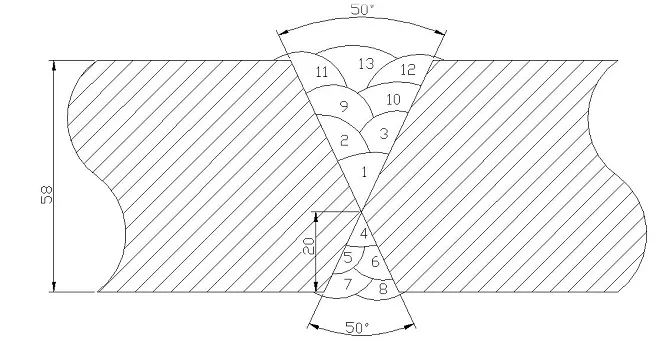
图1 焊道分布与坡口形式
2.2 焊接过程控制与规范
合适的焊接工艺参数对改善S355J2钢的焊接性能有影响,根据焊接方法和措施的要求,主要的焊接工艺参数必须控制在表3范围内,工艺参数见表3。注意以下几点[3]:
(1)操作时为了控制变形,先完成部分正面焊缝的焊道(见图1),工件翻身,用碳刨清根再完成背面焊道,再翻转直至焊满所有焊道。
(2)焊前预热温度为100~110℃。
(3)焊接过程尽量使用较小焊接热输入,才能保证层间温度200~250℃,见表5。
(4)为了降低焊后冷却速度,应及时铺盖石棉被保温。

表3 焊接参数
3 力学性能试验结果分析
3.1 拉伸试验与冲击试验
室温拉伸和弯曲试验分别按照ISO4136-2001和ISO05173-2000标准在WDW3300型万能试验机上进行。拉伸试样均在焊接接头横向截取,焊缝位于试样中心部位,取3个试样的平均值;冲击试验按相关标准在JB30B型冲击试验机上进行,试样尺寸为300mm×150mm×58mm,V形缺口开在HAZ区和母材上,试验温度为-20℃。从试验数据可看出(见表4),所测材料的抗拉强度,韧性测试的指标都满足要求。
3.2 硬度试验
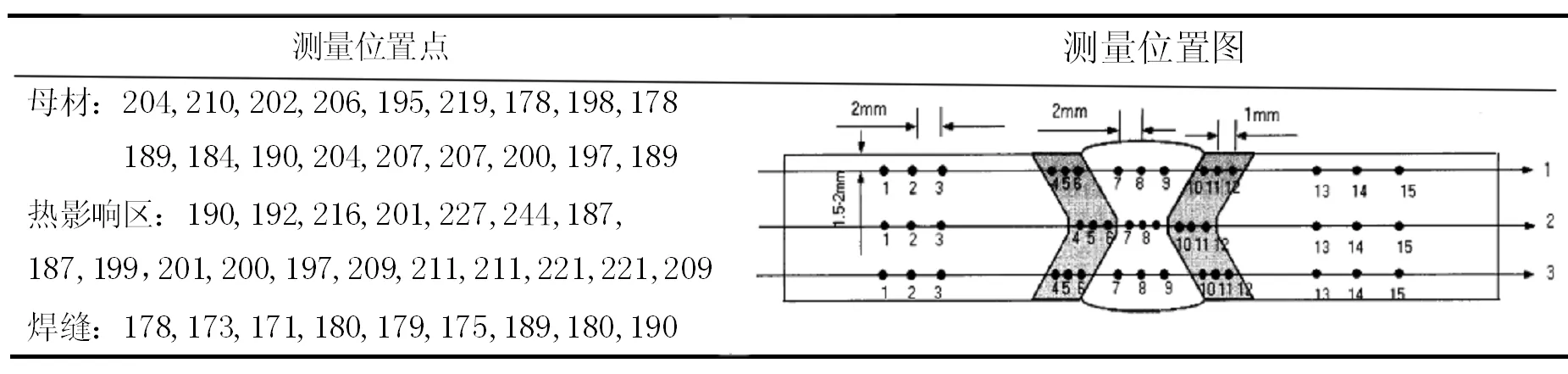
如表5所示在FM-700型硬度仪上测出焊接接头的硬度值分布,硬度值分布表现为,热影响区>焊缝金属硬度>母材硬度,硬度最大值为244HV,焊接接头区域的硬度值基本在190~230HV[4]。
显然焊接后接头强度降低,塑韧性基本保持不变,这是由于焊缝区组织中存在大量的F共析和柱状晶(P+F针状),而HZA区显微组织晶粒粗大,主要由块状F共析、F针状+P和魏氏组织等组成,因此形成了HAZ区硬度最大的实际情况[5]。

表4 力学性能测试结果
表5 硬度试验结果
4 结论
(1)对于此类焊接性差,拘束程度要求高的S355J2欧标钢结构,须严格按照工艺规范操作执行,通过控制焊接时的热输入,降低焊缝的层间温度。
(2)由拉伸、冲击等力学性能测试可看出,S355J2欧标钢厚板焊接接头具有良好的机械力学性能,接头硬度分布较均匀,最高硬度不大于380HV,结果证明本工艺已经达到接头性能的要求。
