钢结构部分焊透T 型焊缝的超声波检测分析
2020-01-17黄战胜
黄战胜
浙江元本检测技术股份有限公司 浙江 温州 325000
引言
建筑钢结构是指将结构构件按照一定框架形式进行焊接并组装形成的空间刚度体系结构,具有较强的可塑性,同时还具备结构坚固耐用以及可拆卸回收等诸多优势,在建筑领域中有着非常重要的应用价值。熔透是钢结构构件焊接中广泛选用的一种工艺技术,对结构稳定性有非常重要的影响,工程实践中需要视情况进行超声波检测与分析,以明确焊接接缝缺陷,及时处理,以预防钢结构质量问题的产生。
1 现行标准对部分焊透焊缝的要求
《钢结构工程施工质量验收规范》GB50205-2001 中仅要求设计全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,对于部分焊透焊缝的内部质量检验未做要求。《钢结构焊接规范》GB50661-2011 多处地方提及部分焊透焊缝的内部质量要求,体现在:
⑴规范5.1.5:部分焊透的对接焊缝、采用角焊缝和部分焊透的对接与角接组合焊缝的T 形接头,以及搭接连接角焊缝,其质量等级应符合下列规定:①直接承受动荷载且需要疲劳验算的结构和吊车起重量等于或大于50t的中级工作制吊车梁以及梁柱、牛腿等重要节点不应低于二级。②其他结构可为三级。
⑵条文说明8.2.4:除纯贴角焊缝节点形式的焊缝内部质量国内外尚无现行检测标准外,对于局部熔透对接及角接焊缝均可采用超声波方法进行检测,因此,应与全熔透焊一样对其焊缝的内部质量提出要求。
⑶对于需疲劳验算结构的焊缝质量检验,规范对部分焊透对接与角接组合焊缝的检测范围和检验等级,距离-波幅曲线及缺欠等级评定均做了规定,故检测和等级评定可依此实施。
2 部分焊透T 型焊缝的超声波检测
2.1 检测设备及检验准备 ⑴使用超声波探伤仪应符合ZBY230《A 型脉冲反射式超声探伤仪通用技术条件》的要求。超声波探伤仪探头应符合ZBY231《超声探伤用探头性能测试方法》的要求。
⑵本场检验时,为校验灵敏度或时基线,可以采用其它形式的等效试块。
⑶焊缝经外观检验合格后方可进行检验,并且在焊后24h后进行检验。探头移动区应清除焊接飞溅、锈蚀、油垢等。探测面应平整光滑,以便于探头能自由扫查。
2.2 焊缝熔深的测量 首先应测量焊缝焊透区域的熔深指示深度,在得知该区域熔深深度范围后才能进行焊缝内部质量的超声波检测。标准《钢结构超声波探伤及质量分级法》JG/T203-2007附录F 作了T 型和角接接头未焊透指示深度检测方法的介绍。运用此方法,单面焊T 型焊缝,可用直射波法或一次反射波法检测焊缝未焊透指示深度;双面焊T 型焊缝,可用翼板探伤法(和腹板横波探伤法检测焊缝未焊透指示深度,从而推算出焊缝熔深的范围。
2.3 检测结果评定与质量等级分类 根据质量要求检验等级分为A、B、C三级,检验的完善程度A级最低,B级一般,C级最高,检验工作的难度系数按A、B、C顺序逐渐级增高。应按照工件测材质、结构、焊接方法、使用条件及承受载荷的不同,合理的选用检验级别。检验等级应按产品技术条件和有关规定选择或经合同双方协商选定。若超声波检测下结果超过距离-波幅曲线评定线信号,则应当特别注意判断熔透焊缝是否存在裂纹等缺陷特征,若疑似存在缺陷,则应当通过扩展探伤工作面以及调整工作探头K值的方式,对动态波形进行观察,并结合钢结构工艺特征进行评定。
3 检测实例
某工程37层的H 型钢梁为开坡口的部分熔透焊缝,翼板厚25mm,腹板为20mm,设计熔深为不少于7mm,加工厂采用双面埋弧焊焊接。本次检测主要采用2.5P10×16K1.5(前沿为11mm)的斜探头及5P14规格的直探头来检测焊缝内部的缺陷。当检验探测面角焊缝时,根据图1的探头移动区域图,现场用钢尺测得H1=H2=8mm,用直探头及钢尺测得H3=7mm,采用二次波一个跨距的声程扫查,如图2,算得斜探头入射点的移动区域为距离盖板49.5mm~68mm 的位置,用笔在这两个距离的位置各画一条线,探头的声波入射点则保持在这个范围内,移动探头扫查,然后根据回波的深度来确定焊缝焊肉内部是否存在缺陷。必要时可以用直探头在H2+H3的位置进行扫查,以再次确认焊缝焊肉内部是否存在缺陷。同理,当检验探测面下部角焊缝时,用三次波一个半跨距的声程扫查,算得斜探头入射点的移动区域为距离盖板109.5mm~128mm 的位置。同样通过回波的深度以确定焊缝内部是否存在超标缺陷。
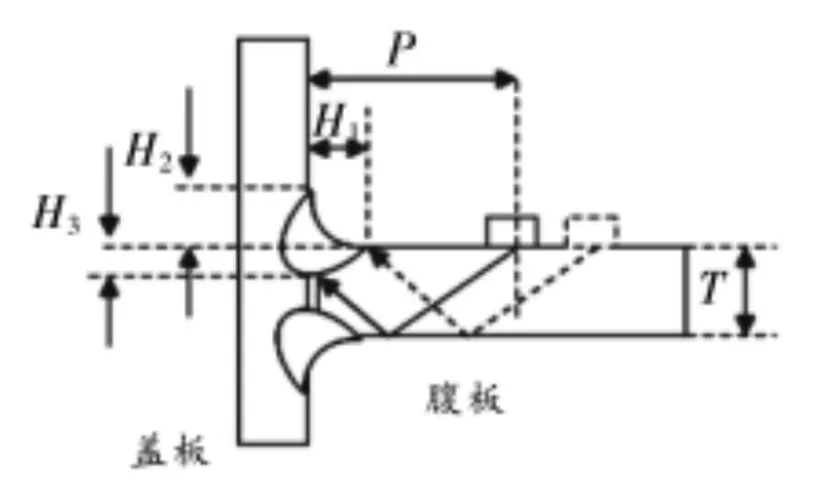
图1 检验探测面角焊缝探头移动范围示意图
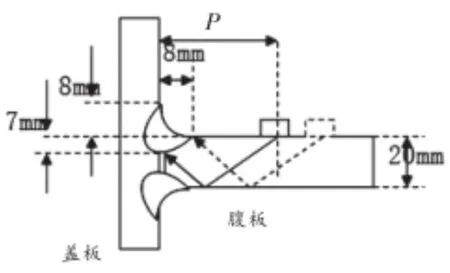
图2 某工程部分熔透钢梁超声波检测探头移动示意
扫查时灵敏度不低于评定线。采用斜探头进行扫查时,为确定缺陷的位置、方向、形状,观察缺陷动态波形或区分缺陷讯号与伪讯号,斜探头可采用前后、左右、转角、环绕等四种探头基本扫查方式。采用直探头进行扫查时,为确定缺陷的位置、大小、方向、形状,观察缺陷动态波形或区分缺陷讯号与伪讯号,移动直探头对缺陷进行全面扫查,直到缺陷的边沿。
结语
通过对部分焊透T 型焊缝内部质量的超声波检测分析得知,部分焊透T 型焊缝的超声波检测并非不可行,只是在现行的标准和方法下进行检测比较复杂,并且存在漏检的风险。为此,不能仅仅通过超声波检测来控制焊缝的质量,同时也需要完善焊接工艺和加强焊接过程监管,才能保证工程的质量。
