刮板输送机中部槽再制造耐磨花纹堆焊方法研究
2020-01-15赵如意
赵如意
(山西煤矿机械制造股份有限公司,太原 030031)
面对煤炭市场的严峻形势,煤矿开始选择将设备再制造重新利用,以减少设备方面的开支,更符合国家倡导的绿色生产。刮板输送机承担行走采煤机及运输原煤的重任,磨损最严重,是再制造设备的重点,而中部槽是刮板输送机中数量最多的部件,对中部槽的再制造修复技术就成了大修研究的重中之重[1],因此研究中部槽磨损机理及再制造修复工艺对修复中部槽具有一定的现实意义[2-3]。现根据实际刮板输送机中部槽再制造修复的经验,总结出中部槽再制造堆焊花纹的选择及堆焊工艺,为中部槽的再制造修复技术及方法提供一定的生产依据。
1 中部槽的磨损特点
1.1 中部槽的结构及工况特点
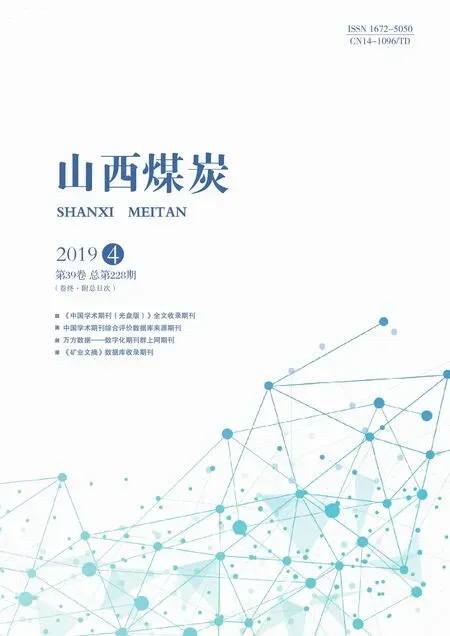
目前国内多数厂家中部槽的结构为整体铸焊封底式,主体结构如图1所示。
1-铲板槽帮;2-中板;3-刮板;4-链条;5-底板;6-挡板槽帮图1 中部槽的主体结构Fig.1 Main structure of middle groove
中部槽主体结构由整体铸造挡板槽帮6、整体铸造铲板槽帮1、中板2和底板5构成,中板上表面通过运输机刮板3及链条4,因此对中板及槽帮的翼板磨损最为严重。
1.2 中部槽实际磨损情况
图2为使用过的中部槽磨损情况,一般中部槽中板、底板、槽帮上翼板均为磨损区域,其中中板整个面板均为磨损区域,中板搭接处为严重磨损区;链条通过处也是严重磨损区,一般均磨有沟槽;底板相对中板磨损较少,有时因回煤严重可能造成底板下鼓,链条通过处也磨有沟槽。应对以上磨损情况,制定相应的堆焊措施。
2 堆焊工艺措施
2.1 堆焊花纹图案选择
图3所示为人字形堆焊花纹,花纹自身宽度为10 mm,花纹之间的距离为70 mm~100 mm,高度为3 mm~5 mm,角度为90°。针对链条磨损区域的沟槽,采取合适宽度的堆焊层,一般堆焊层宽度为100 mm。其优点为堆焊方便,焊接变形小,排列整齐,对刮板磨损均匀,煤粉存在于花纹之间,也起到了减磨及润滑的作用;缺点为花纹自身宽度窄,堆焊后容易掉块或脱落,而且煤流朝一个方向运输时,煤粉的运行使堆焊花纹一侧的中板容易磨损沟槽。

图3 中部槽人字形堆焊花纹Fig.3 Herringbone surfacing pattern in middle groove
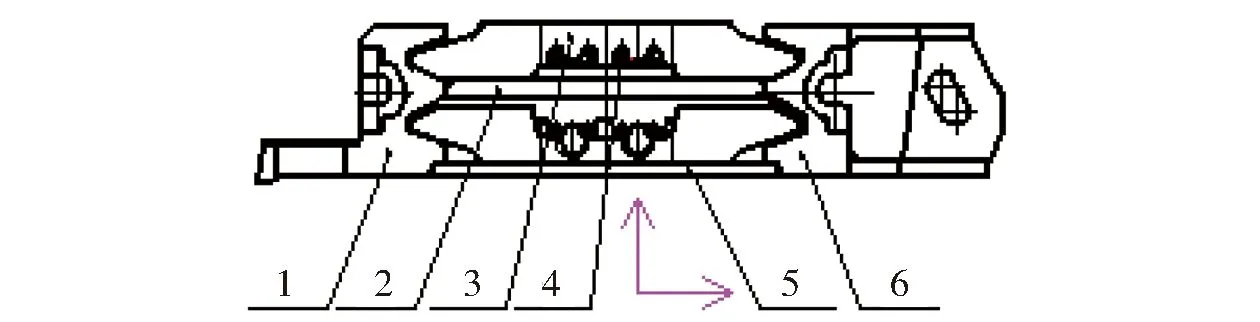
图4所示为菱形堆焊花纹,花纹自身宽度≥20 mm,高度为3 mm~5 mm,菱形大夹角角度为120°。其优点为花纹宽度加宽,堆焊后与母材熔合性高,堆焊层不容易脱落;这种封闭的菱形堆焊花纹,煤粉在中间不能运动,刮板沿中部槽哪个方向运输都不会造成煤粉运行对中板的磨损。
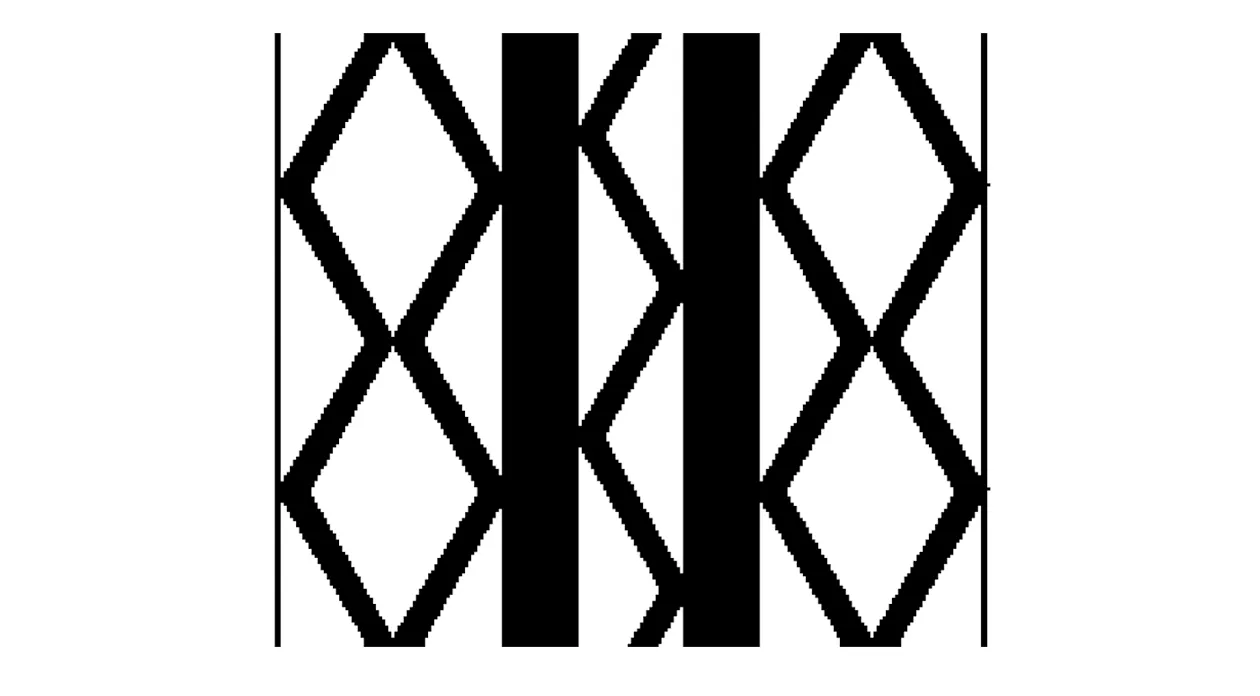
图4 中部槽菱形堆焊花纹Fig.4 Diamond-shaped surfacing pattern in middle groove
图5所示为波浪形堆焊花纹,花纹自身宽度≥20 mm,高度为3 mm~5 mm。此种花纹一般堆焊比较疏远,前后为开敞式的,刮板在运行过程中,带动煤粉运行,使花纹两侧的中板容易磨损沟槽。
综合对比各种堆焊图案,菱形花纹为堆焊花纹的较优选择。
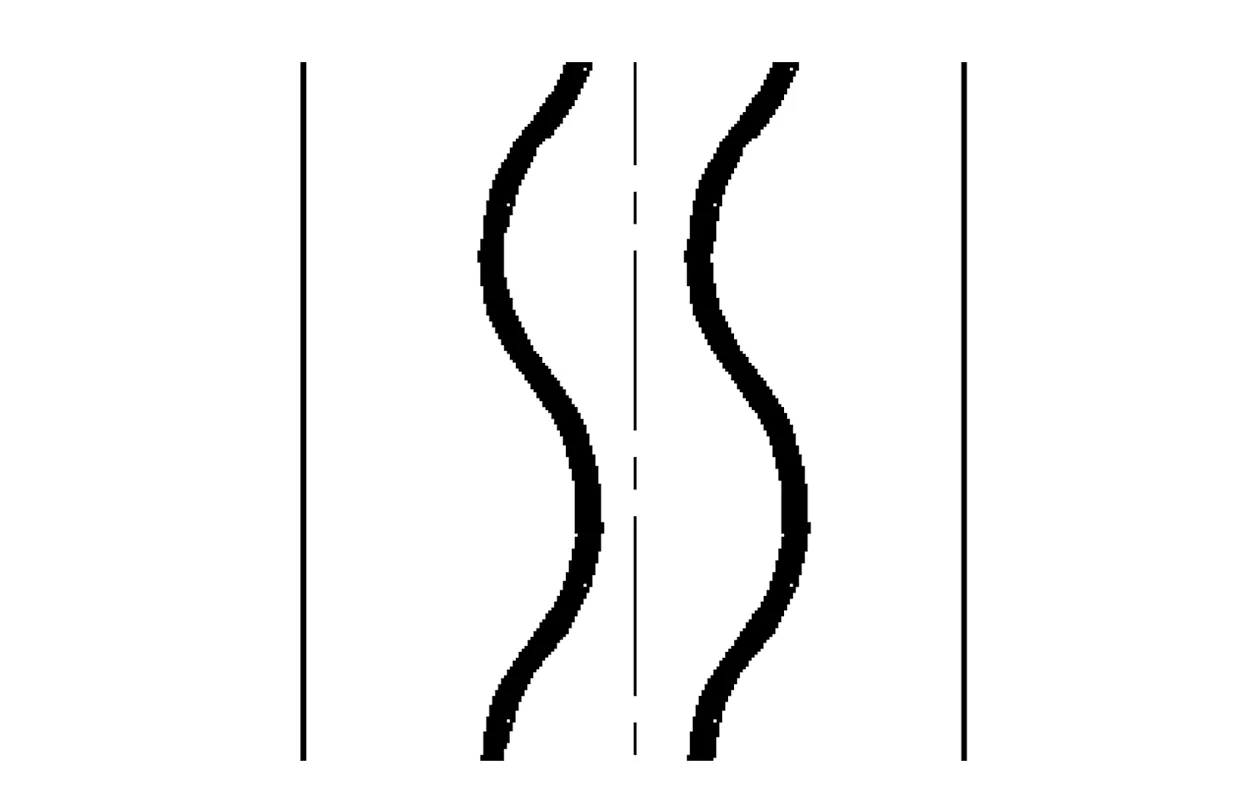
图5 中部槽波浪形堆焊花纹Fig.5 Wave-shaped surfacing pattern in middle groove
2.2 堆焊焊材
堆焊焊条应选择合金含量高、耐磨性好、堆焊效率高、熔敷效率高的耐磨焊条[4-5]。山西煤机公司与瑞典SSAB公司合作研发了中部槽专用耐磨1#焊材,广泛用于刮板机中部槽的再制造修复工作。针对中部槽中底板这种低应力划伤式的磨料磨损,经过反复的试验研究得出:在堆焊的马氏体耐磨组织中,一次碳化物的含量在30%~50%之间时,既可保证耐磨层与基体有良好的熔合强度(不低于母材强度),又可以显著提高耐磨层的耐磨性(堆焊层硬度可达HRC62以上)。
2.3 堆焊工艺措施
通过对中部槽磨损情况的分析,制定如下堆焊工艺措施:
1)清理中部槽上的积煤。
2)对中板上表面喷砂处理,防止中板上表面有锈污及别的杂质,从而影响堆焊的质量,如内部的裂纹、气孔。
3)超声探伤检测中底板焊缝,检测是否存在裂纹等缺陷。
4)根据中板磨损情况,判断修理措施,包括堆焊处理、更换接口板后堆焊处理。
5)以新中部槽为基准,制作检验样板,确保堆焊后的质量控制。
6)用样板在中板表面按设计花纹划线,利用机械手或手工焊堆焊花纹;耐磨堆焊时,将中板浸泡在水中,堆焊所产生的热量很快被水传导走,避免了堆焊热量的集中,耐磨层的硬度更高,堆焊导致的中板残余应力也更小;堆焊完成后拿制作好的样板检验花纹的高度;冬天堆焊前需将中部槽预热至20 ℃~50 ℃,提高堆焊花纹的质量。
7)将堆焊后的中部槽与新中部槽对接,做到接口平缓。
8)表面涂防锈漆及外观漆。
2.4 堆焊后实际情况
中部槽堆焊后的情况如图6所示。

图6 堆焊后的中部槽Fig.6 Middle groove after surfacing
链条磨下的凹槽在焊平的基础上又堆焊了合适宽度的堆焊层,并按照菱形堆焊花纹整齐的堆焊了中板上表面。通过矿方返修中部槽使用情况的反馈,此堆焊层明显的提高了中部槽的使用寿命。内蒙双欣矿型号为SGZ1250/2000的刮板输送机中部槽堆焊修复后,耐磨层可以保证出煤超过600万t。
3 结束语
应对煤矿中部槽再制造技术的需要,研究中部槽的再制造堆焊工艺流程,堆焊花纹选择菱形堆焊花纹,堆焊工艺严格执行中部槽堆焊工艺措施,以此再制造工艺修理的中部槽已经通过实际使用矿方的验证,因此可将此中部槽再制造工艺措施推广应用到其他机型的刮板输。