A review on polishing technology of large area free-standing CVD diamond films*
2020-01-13,,
, ,
(1.Hebei Plasma Diamond Technology Co., Ltd., Shijiazhuang 050000, China)
(2.Hebei Institute of Laser, Shijiazhuang 050000, China)
Abstract Recently, with the rapid development of chemical vapor deposition (CVD) technology, large area free-standing CVD diamond films have been produced successfully. However, the coarse grain size on the surface and the non-uniform thickness of unprocessed CVD diamond films make it difficult to meet the application requirement. The current study evaluates several existing polishing methods for CVD diamond films, including mechanical polishing, chemical mechanical polishing and tribochemical polishing technology.
Key words large area free-standing CVD diamond films; mechanical polishing; chemical mechanical polishing; tribochemical polishing technology
The diamond films produced by chemical vapor deposition (CVD) have attracted more and more attention[1]. It is one of the best materials with wide industrial application prospects due to its highest hardness, low friction coefficient, good thermal conductivity, good electrical insulation, wide band gap, strong chemical inertness and other excellent properties. At present, the main production methods of large area free-standing CVD diamond films are direct current arc plasma jet method (DC arc plasma jet), hot-filament chemical vapor deposition (HFCVD) and microwave plasma chemical vapor deposition (MPCVD)[2].
The diamond films produced by MPCVD have higher quality and less defects. and therefore have a higher end application field and better application prospect than those prepared by other production methods have. The diamond films produced by the DC arc plasma jet method and HFCVD method are mostly used in the field of tools[3], and occasionally can be applied to the isolation window and other fields.
Due to the limitation of growth mechanism, self-standing CVD diamond films generally have some shortcomings, such as preferred grain growth, coarse grain on the growth surface, uneven film thickness or surface warping[4]. Such defects inhibit the applications of the films. Therefore, the polishing process that can greatly improve the surface quality of workpiece is required. However, as a brittle material with the highest hardness in nature, CVD diamond film is so hard to process that the conventional polishing method hardly works. Therefore, it is necessary to develop some unique polishing methods for the processing of self-standing CVD diamond films in order to meet the special requirements in different fields.
1 Polishing technology
Ultra-precision polishing is the most critical technology to promote the application of large area self-standing CVD diamond films. At present, the polishing technologies of large area self-standing CVD diamond film mainly include mechanical polishing, chemical mechanical polishing, tribochemical polishing, electro-spark polishing, ion beam polishing and laser polishing[5-6]. The non-contact flattening technologies such as electro-spark polishing, ion beam polishing and laser polishing can be categorized as plane or spherical surface processing. However, the surface processing has certain processing marks and some pollutants, which must be removed by mechanical polishing. In addition, the non-contact flattening technologies need some special and expensive apparatus or require controlled environment such as vacuum. These conditions are not conducive to the achievement of the ultra-smooth and low-damage of the self-standing CVD diamond film[7]. Therefore, this paper mainly introduces three polishing methods: mechanical polishing, tribochemical polishing and chemical mechanical polishing.
1.1 Mechanical polishing
Mechanical polishing is a traditional polishing method. It was originally used to polish single crystal diamond[8-9]. The basic schematic diagram is shown in Fig. 1[10].
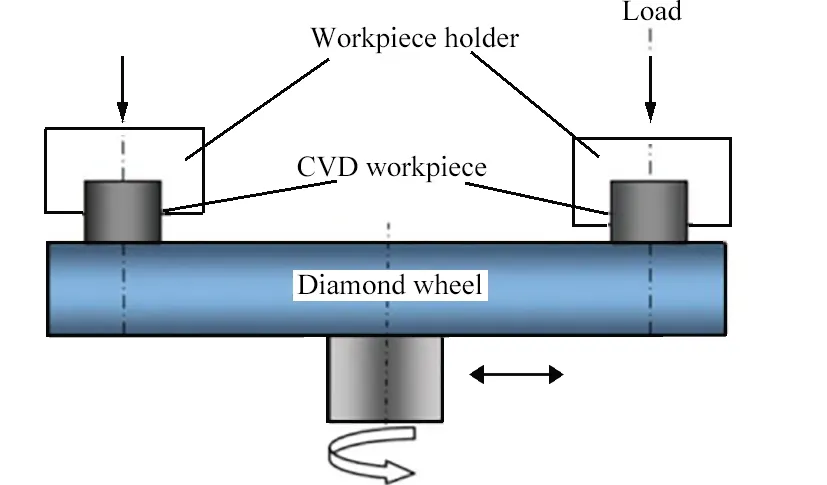
Fig. 1 Schematic diagram of mechanical polishing for CVD diamond film
Metal bond or organic resin bond diamond wheels are generally used in polishing process. The diamond wheel removes the micro-convex layer on the surface of diamond film at high speed to flatten it[8-9]. Besides, some investigations indicate that there are some other mechanisms during polishing process, including thermal wear and chemical wear. The thermal wear is caused by burning or carbonization due to the temperature rise at some spots. The high temperature leads to changes of the mechanical properties of diamond and promotes its wear. The chemical wear is induced by irreversible phase transformation of the diamond at the polishing surface to sp2bonded carbon. As a result, the weakly bonded material is removed or fractured more easily[11-12].
This polishing method is relatively simple with cheap equipment. It can process various sizes of workpiece. The surface accuracy of diamond film obtained by this polishing method is high. The roughnessRacan reach below 10 nm[13]. After polishing, the morphology of the nucleation and growth surfaces are shown in Fig. 2.
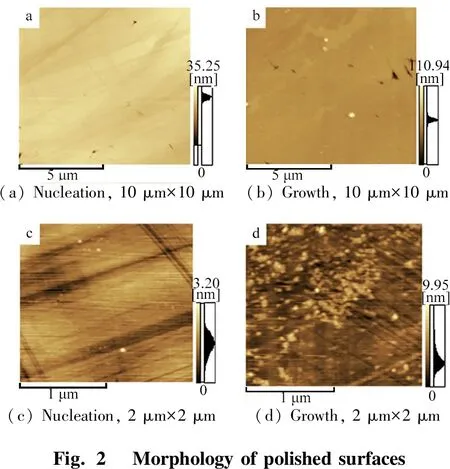
However, as a kind of contact polishing method, a certain depth of mechanical scratch will inevitably occur[14]. This mechanical damage makes the P-V (peak-to-valley) value of mechanically polished diamond films as high as hundreds of nanometers while the measured roughnessRais only several nanometers[6]. The profile transition of diamond film with a high P-V value is sharp, which reduces the diamond film strength and wear resistance. According to the results of mechanical polishing, it is also found that the roughness of the growth surface is obviously higher than that of nucleation surface. It can be attributed to the grain coarsening and the decreased compactness of CVD diamond film with the increase of growth thickness.
This method has other shortcomings, such as low removal rate which is generally less than 0.1 μm/h. In addition, although mechanical polishing can reach a relatively good flatness during polishing, it is difficult for the diamond film to overcome the stress after polishing. Meanwhile, a certain degree of deformation occurs[15].
1.2 Chemical mechanical polishing
The combination of chemical polishing and mechanical polishing is the development trend of ultra-precision machining. Chemical mechanical polishing has the characteristics of low polishing temperature, small internal stress and small deformation. Compared to mechanical polishing, it is a non-damaged machining process. It is the most suitable method to meet the ultra-smooth and low-damage processing requirements of self-standing CVD diamond films[16].
The polishing principle of chemical mechanical polishing is as follows. Firstly, abrasive particles generate some micro-cracks and lattice distortion on the diamond surface. It leads to the activation of carbon atoms. In the following, oxidants react with high-activity carbon atoms to form carbon monoxide or carbon dioxide[17]. Fig. 3 shows the schematic diagram of chemical mechanical polishing[18]. The specific theory and model of chemical mechanical polishing can be found in References [19].
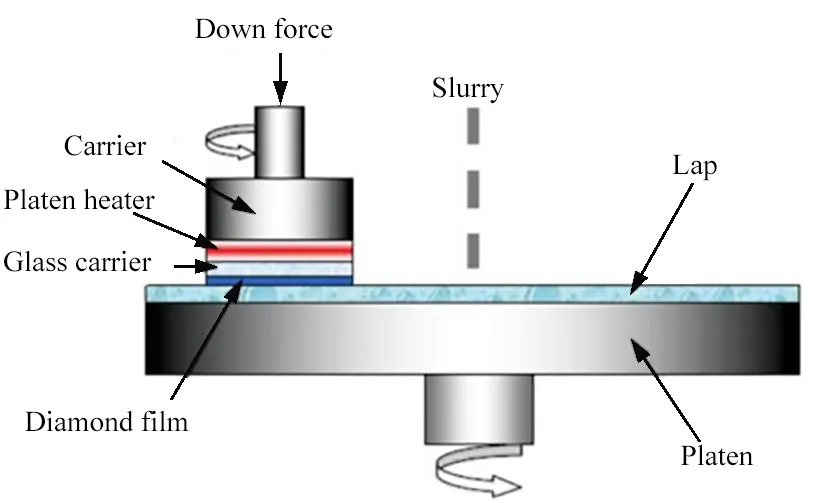
Fig. 3 Schematic diagram of chemical mechanical polishing
Until now, there have been a lot of investigations about chemical mechanical polishing. In the early chemical mechanical polishing studies[20-24], a nitrate such as molten potassium nitrate (KNO3) or sodium nitrate (NaNO3) was used as polishing slurry while an iron plate or alumina ceramic plate was used as polishing plate. It was generally necessary to heat the polishing plate to above 300 ℃ during the polishing process to promote the oxidative reaction. This kind of polishing method removes scratches produced by mechanical grinding. However, it introduces the corrosion pit to the surface of CVD diamond films. In addition, the polishing method adopts a high temperature, which results in serious deformation of the polishing disc and volatilization of the polishing solution. The obtained diamond film has a high surface roughness and a poor flatness.
Then some further experimental investigations were designed to reduce the polishing temperature and the environment damage. Some researchers[25-26]used a strong oxidant KMnO4mixed with diamond powders under an acidic condition as polishing solution. The polishing temperature was 70 ℃. After 5 h, the surface roughnessRareached about 10 nm. However, the edge of diamond film severely collapsed due to the deformation of the polishing plate. In the study of CHENG[27], the roughness of CVD diamond film under different polishing slurry, polishing pressure, polishing temperature and rotating speeds were investigated. During the process, the diamond film was held against the rotational ceramic plate with transverse oscillation. The optimum polishing conditions in the shortest time were determined. The strategy of using potassium persulfate (K2S2O8) for coarse polishing followed by using potassium permanganate (KMnO4) for fine polishing can get the best surface roughness in short time. The surface roughnessRaof 5.3 nm was obtained using the proposed polishing method with 4 h of coarse polishing and 1 h of fine polishing. However, small areas in the center were not polished completely. The minimum roughness could only be achieved locally.
In the study of ZHANG, et al.[7], CVD diamond films with diameters of 66 mm were polished with soft cushion to obtain uniform polishing surface. The polishing solutions were K2FeO4and K2S2O8. After comparison, a uniform surface with roughnessRaless than 10 nm could be obtained by using a soft pad combined with K2FeO4. However, the flatness was not guaranteed and the polishing time was so long. Besides, there was an orange peel structure on the surface. Due to the fact that the soft pad polishing is different from the hard disc polishing, it cannot achieve the clean cut effect but gradually reduces the gap between the high and low peaks of the surface. The polishing mechanism of soft cushion can refer to the Reference [29].
Recently, Key Laboratory for Precision and Non-Traditional Machining Technology of Dalian University of Technology has been dedicated to the chemical mechanical polishing research of self-standing CVD diamond films. The heating polishing plate mode in the traditional chemical mechanical polishing process produces serious deformation of the polishing disc and volatilization of polishing solution. YUAN[6]improved chemical mechanical polishing process and developed a heated polishing head. The single heating of CVD diamond film was produced. The polishing solution contained strong oxidizing K2FeO4and 2 μm B4C abrasive. Glass plate with strong resistance to high temperature and oxidation was used as polishing plate. Through the continuous optimization of the polishing technology, the surface roughnessRacould reach 0.187 nm and the P-V value was less than 10 nm. It indicated that the surface outline was smooth and there were no deep scratches. However, the size of diamond film used was small (10 mm×10 mm) and the reference value of flatness was not enough. According to standard electrode potentials of common oxidants, as shown in Tab. 1, SHI, et al.[30]selected five oxidants K2FeO4, KMnO4, H2O2(hydrogen peroxide), (NH4)S2O8(ammonium persulfate) and Fenton reagent to polish single crystal diamond at high pressure (1 MPa or higher). Fenton reagent achieved the lowest surface roughnessRa2.4 nm within 60 min. This experiment provides a good idea for chemical mechanical polishing of self-standing polycrystalline CVD diamond films. However, the Fenton reagent has a wide molar ratio of Fe2+to H2O2and the concentrations of the two reagents also have many options. Therefore, a lot of experiments should be done later. Besides, the high pressure condition in this experiment may not be helpful for a high flatness. There are also some pressure devices, wafer clamping devices, transient adjustment simulation techniques for chemical mechanical polishing in Reference [31] to [33].
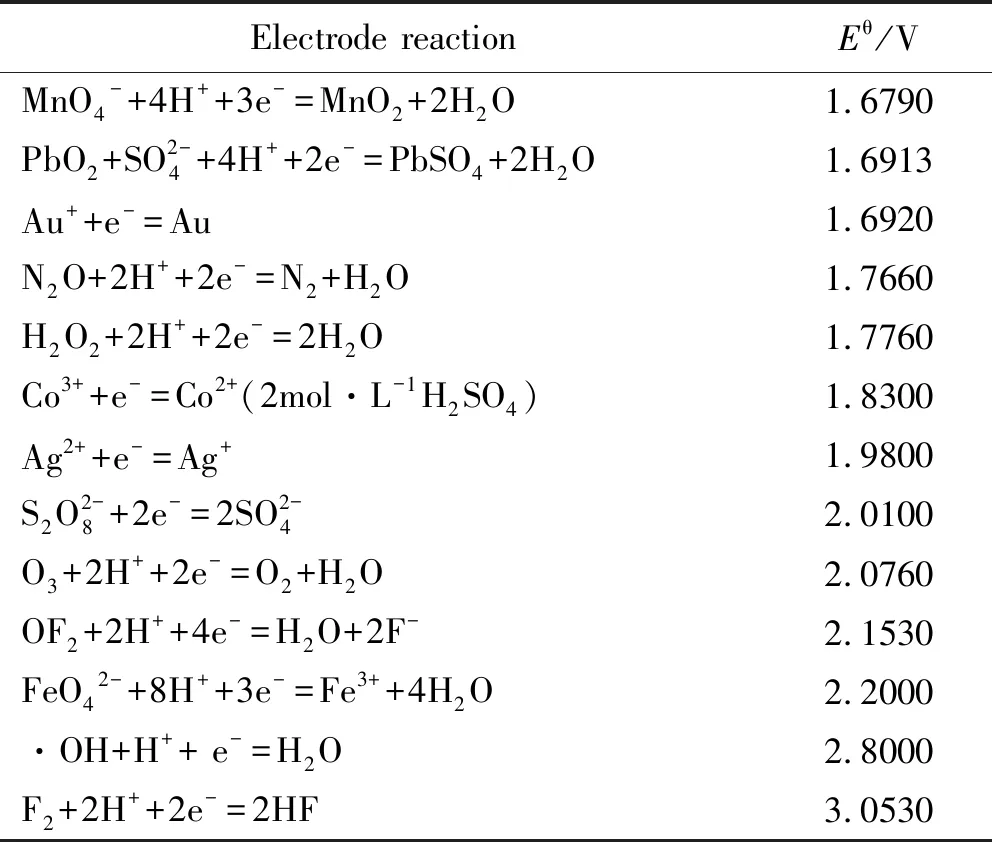
Tab. 1 Standard electrode potentials of common oxidants
Tab. 2 summarizes the representative experimental results of chemical mechanical polishing CVD diamond films. From the above experimental results, three points can be concluded. Firstly, compared to the early nitrate polishing liquids, the modern strong oxidant polishing liquids have better polishing effect. The roughnessRais within 10 nm. Secondly, It can be seen that the polishing time of diamond film with diameter φ66 mm is much longer than that of other small diamond films. The main reason is that the polishing pressure of a large-area diamond film should not be too high. A large area diamond film is easily broken under high pressure. The low pressure reduces the actual contact area between the diamond film and polishing powder and reduces the polishing efficiency. Finally, lower surface roughness of diamond films is obtained by polishing with B4C abrasive. This phenomenon may be due to the fact that the thickness of the surface damage layer produced by B4C powder is very close to that of the damage layer removed by B4C in combination with oxidant. Compared to diamond powder, B4C powder does not produce additional surface damage.
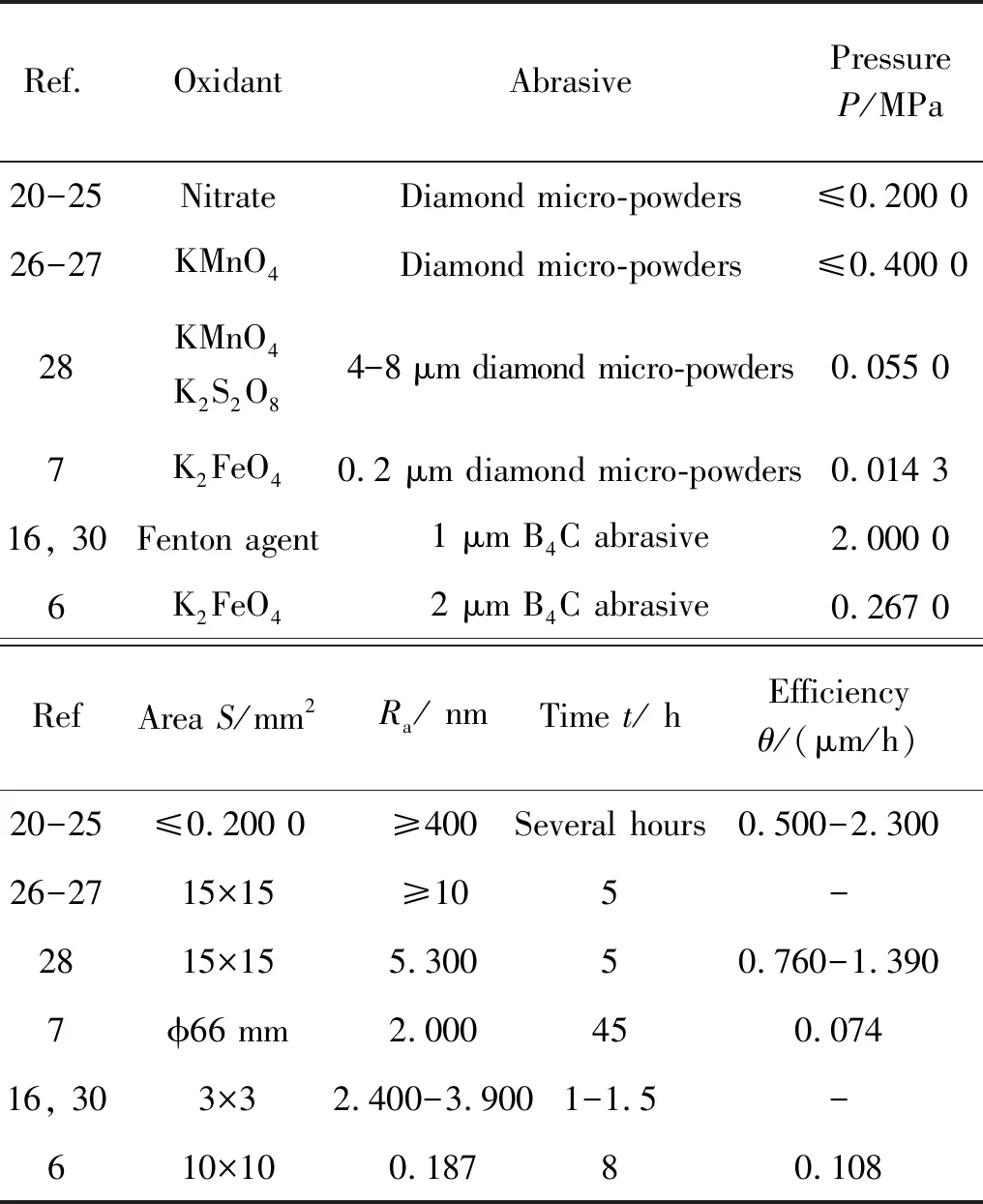
Tab. 2 Summary of chemical mechanical polishing
The overall polishing efficiency of chemical mechanical polishing is slightly higher than that of mechanical polishing. The surface damage is much lower than that of mechanically polished diamond films[6]. It is the most likely polishing way to achieve ultra-smooth and low-damage diamond films.
1.3 Tribochemical polishing technology
Recently, tribochemical polishing technology with the high polishing efficiency has attracted more and more attention. The mechanism can be described as follows: converting diamond into non-diamond carbon takes place due to the frictional heating and the interaction of diamond with the catalyst metal disk; then a part of the transformed material is removed mechanically from the diamond surface as it is weakly bonded; another part of the non-diamond carbon oxidizes and escapes as CO or/and CO2gas; and the rest diffuses into the metal disk[33]. The schematic diagram is shown in Fig. 4[34].
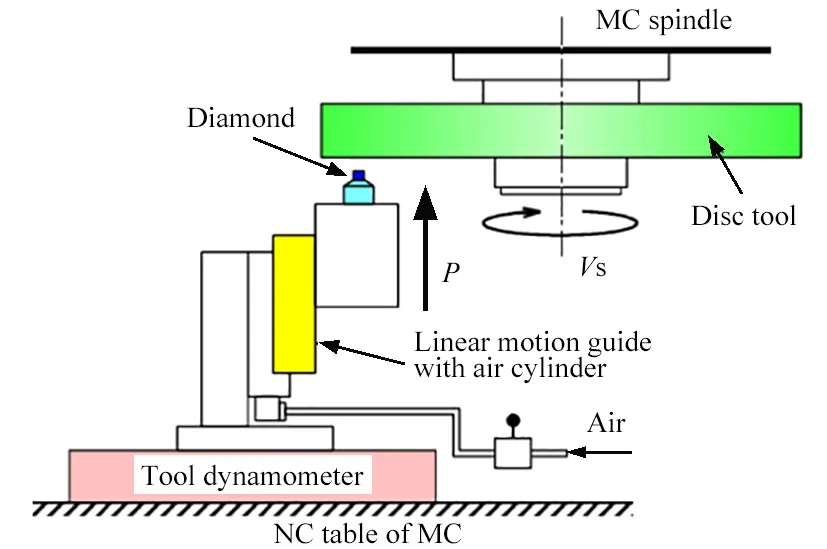
Fig. 4 Schematic diagram of tribochemical polishing apparatus
In 1996, SUZUKI, et al.[34]firstly proposed the tribochemical polishing technique. In their investigation, an excellent polishing efficiency for single crystal diamond was obtained by using an SUS304 (304 stainless steel) disc with low carbon content (0.08 wt%) and low thermal conductivityλ=16 W/(m·K). Subsequently, SUZUKI, et al.[35]investigated the polishing mechanism of this method based on X-ray diffraction analysis. The material removal mechanism was attributed to the diffusion of carbon from the diamond into the disc and subsequent evaporation by oxidization. IWAI, et al.[36]further investigated the application of this method to polishing polycrystalline diamond films. It was found that the polishing process was continued at a pressure of 27 MPa when the polishing speed was higher than 10 m/s.
CHEN, et al.[37-42]carried out a series of studies on tribochemical polishing of single diamond and polycrystalline diamond composites (thermally stable polycrystalline diamond compacts composed by diamond and SiC). The interface temperature, polishing pressure and phase transformation were investigated in detail. The theoretical basis of tribochemical polishing, such as polishing model and material removal mechanism, had been established[43-46]. The mechanism of the tribochemical polishing technology was gradually revealed.
In above experiments, SUS304 was commonly used as the polishing disc. However, with low hardness, poor oxidation resistance and poor wear resistance at high temperature, SUS304 polishing plate was easily worn, deformed and adhered to the diamond surface during polishing process. These would seriously impact the surface quality and accuracy. In order to improve the properties of polishing plate, a series of investigations have been done.
ZHOU, et al.[47-48]investigated the 0Cr18Ni9 stainless steel polishing disc and pure titanium polishing disc to polish hot filament CVD diamond films. The results showed that the super high speed polishing with 0Cr18Ni9 stainless steel polishing plate was an effective polishing method. While the polishing speed and pressure were 100 m/s and 0.17-0.31 MPa, respectively, the material removal rate could reach to 36-51 μm/h. The polishing speed should be chosen as high as possible in super high polishing of CVD diamond films. But too much higher polishing pressure was not beneficial to surface smoothness and material removal rate. A polishing rate of approximately 10 μm/h was achieved for the pure titanium polishing plate. A pressure higher than 0.17 MPa seemed to be harmful for better surface smoothness. When the polishing pressure was 0.17 MPa, the lowest surface roughnessRawas 3.559 μm. YUAN, et al.[49]also investigated the tribochemical polishing CVD diamond film with FeNiCr alloy polishing plate prepared by MA-HPS (Mechanical alloying-hot press sintering) technique. The results implied that FeNiCr alloy polishing plate had higher hardness and oxidation resistance than stainless steel 304 and cast plate. By using FeNiCr alloy polishing plate, a material removal rate of 3.7 μm/min was obtained, which was higher than those of stainless steel 304 plates, high speed steel discs and TiAl alloy plate. XU, et al.[50-51]et al. added Cu-Sn+Fe and Fe-Ce to the corundum grinding wheels to investigate the tribochemical polishing efficiency. It was found that the highest polishing efficiency were 70.32 μm/h at 500 r/min. The discovery of Fe2C and graphite phase during polishing process revealed the principle of polishing.
The results of tribochemical polishing CVD diamond films are summarized in Tab. 3. It can be seen that the polishing efficiency of tribochemical polishing is much higher than that of mechanical polishing and chemical mechanical polishing. But the roughness of the diamond surface obtained by tribochemical polishing is high, usually about hundreds of nanometers which is far from ultra-smooth level. Therefore, this polishing method is only suitable for the rough polishing process.
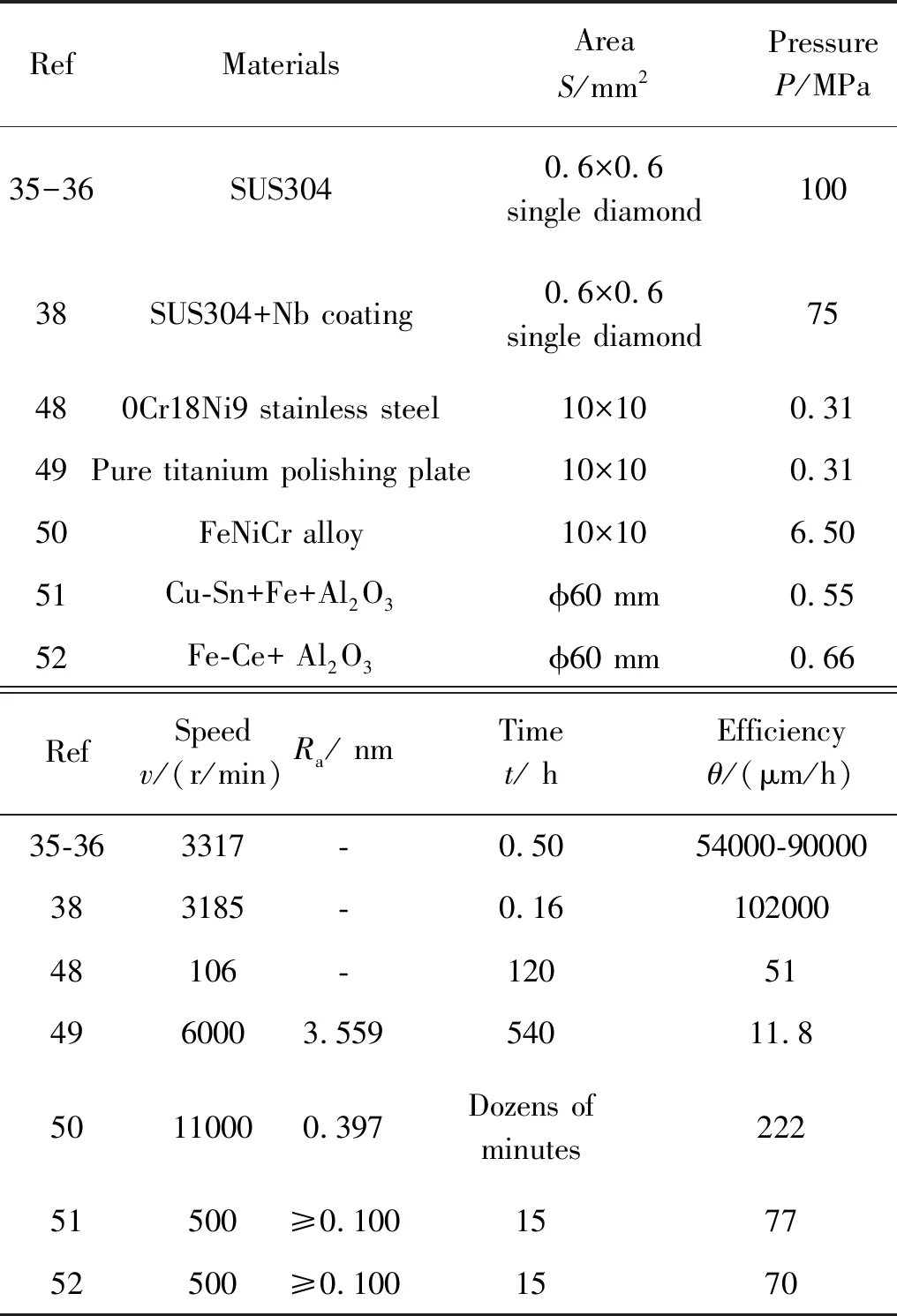
Tab. 3 Summary of tribochemical polishing
It is an effective way to quickly remove the coarse layer of diamond films. Moreover, combined with surface quality and polishing efficiency, FeNiCr alloy is perhaps the most suitable polishing plate material for CVD polycrystalline diamond films.
2 Current situation of polishing technology
It was reported that the development of the electronics industry had put more and more stringent requirements on the size and flatness of materials[52-54]. The most advanced ultra-precision polishing technology had also entered the atomic size level.
At present, top polishing technologies of the British Element Six company, American Raython company, British De Beers company and German Fraunhofer Research Institute can meet the precision polishing requirements of large area optical grade diamond window and spherical shell. For example, in 2013, Element Six announced that its US Silicon Valley factory had expanded the scaled production capacity of CVD diamond optical windows, which were used as the core component of laser plasma extreme far ultraviolet lithography system. When the wavelength is 633 nm, the surface smoothness P-V value is less than 1/20 of the wavelength. Element Six has developed then flattest window material, as shown in Fig. 5, to achieve lower wavefront distortion and higher system efficiency.

Fig. 5 CVD diamond films produced by Element Six company
China′s ultra-precision polishing process has made some progress. For example, Hebei Institute of Laser has been able to produce self-standing polycrystalline CVD diamond films with diameter of more than 100 mm and about 0.9 mm thickness, as shown in Fig. 6. The processing level could meet the application requirements of infrared optical window.
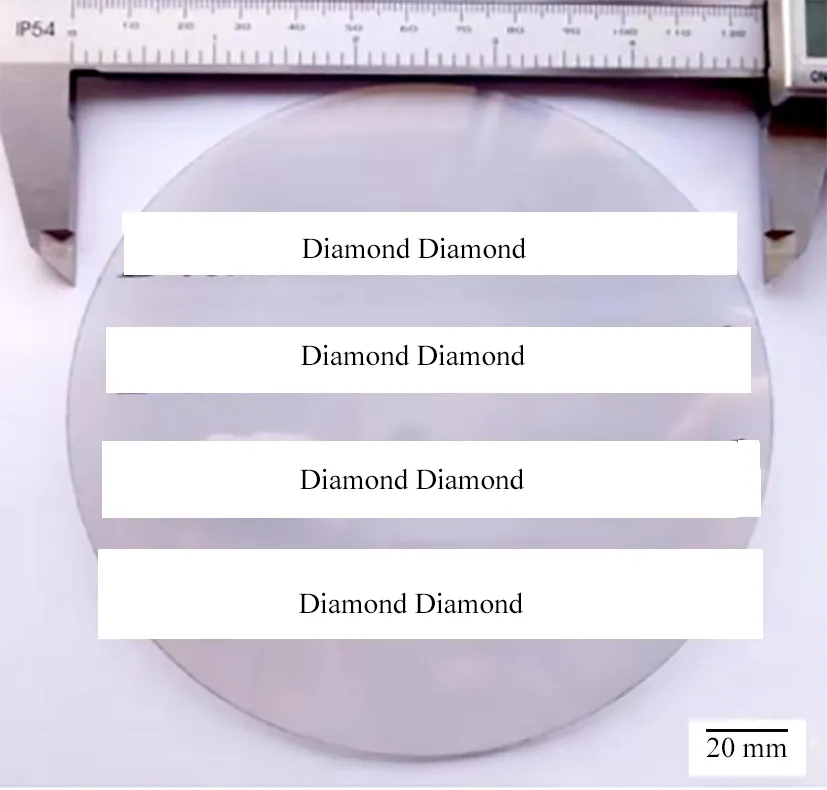
Fig. 6 CVD diamond film produced by Hebei Institute of Laser
3 Conclusions
Compared to other materials, the large area self-standing CVD diamond films have the unparalleled application prospect for their excellent properties. This paper reviews three most commonly used polishing methods for CVD diamond films. The strategy is to use tribochemical polishing technology for quickly removing the coarse layer, followed by using chemical mechanical polishing for fine polishing. It may be the most effective method to achieve ultra-smooth and low-damage CVD diamond films.
