浅谈神华煤制氢装置中轴系仪表的应用及故障分析
2020-01-06邓鸣镝
邓鸣镝
(岳阳长炼机电工程技术有限公司 鄂尔多斯分公司,内蒙古 鄂尔多斯 017209)
神华煤制油中煤制氢是很重要的一套装置,它给煤制油提供开工必须的氢气,决定着煤制油能否开车。在生产流程中,大型机组氨冰机和激冷气压缩机作为装置的关键设备,占据着主导地位,决定了装置的开停工,稳定生产。关键机组内的介质大多是高温、高压、易燃、易爆的,对过程控制监测提出了更高的要求[1]。大型机组造价昂贵,运转速度快,而超速、大振动、大位移的情况极其危险,所以为了避免关键机组出现重大损失,必须安装轴系仪表检测系统。
1 轴系仪表的组成及测量原理
轴系仪表的监测主要为轴振动、位移、转速、温度等几部分,在神华煤制油分公司煤气化装置中,针对振动、位移、转速、键相位的测量主要使用的是美国本特利3300系列和3500 系列轴系仪表;检测部分由电涡流探头、延伸电缆、前置器(前置变送器)组成;针对轴(瓦)温度的测量选用的是Pt100 铂热电阻。
1.1 探头
电涡流探头一般由线圈、壳体、电缆和高频接头等组成,线圈是组成核心,其物理尺寸和电气参数决定着探头测量量程和测量的稳定程度。线圈的公称直径确定了探头的线性量程,一般为探头头部外径的1/4 ~1/2。煤气化机组中选用的振动、位移探头外径为8mm,灵敏度为7.874V/mm。
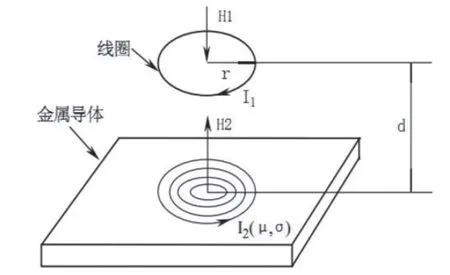
图1 电涡流原理Fig.1 Principle of eddy current
1.2 前置(变送)器
前置器作用一是供电给探头线圈,施加高频交流电;二是前置器把探头的反馈信号进行转换处理,输出电信号给3500 监测系统(前置变送器直接把信号转换成4mA ~20mA 电流信号远传,进入安全栅,不经过3500卡件)。
1.3 延伸电缆
延伸电缆用于探头与前置器的相连,在配套使用过程中需要注意与探头和前置器的选型,延伸电缆标注长度加上探头长度需要和前置器保持一致,一般构成5m 或9m 的测量系统。
1.4 铂热电阻
铂热电阻由电阻丝、保护管、绝缘管等部分组成,接线形式分两线、三线和四线制。现场采用的均为三线制Pt100 热电阻。
1.5 轴系仪表工作原理
1.5.1 电涡流探头测量原理
如图1 所示,前置器通电,施加给线圈高频信号,随之探头周边出现交变磁场H1。探头接近金属导电体,导体的表面生成类似漩涡的感应电流,产生交变磁场H2,方向与H1 相反。H2 反向作用改变了探头线圈高频信号的相位、幅值,线圈阻抗Z 也随之变化。当导体的磁导率μ、电导率σ、尺寸因子r,激励电流强度I 和频率ω 等参数不变时,阻抗Z 就成为线圈与金属导体距离δ 的单值函数,在一定范围内可以近似为电压与探头到金属体距离的单值线性函数[2]。轴向位移测量采取信号直流分量,转换处理后体现轴位移情况,振动测量和转速测量是取其信号的交流分量,经转换处理体现径向振动、转速。
1.5.2 热电阻测量原理
Pt100 型铂热电阻测温原理是金属铂的电阻阻值会随温度的增加而增加,这一原理制成的将温度量转换成电阻量的温度传感器[3]。
2 轴系仪表的应用
分析和监测大型机组,主要是通过了解轴振动、位移、轴键相位、轴承(瓦)温度、转子偏心振动、转速等核心参数,对可能出现的轴的不平衡、不对中、轴瓦磨损,轴出现裂纹等机械问题进行风险预估判定,为防止事故扩大可提供关键的信息。轴系仪表就是用各种仪器仪表对这些核心参数进行观测,从而了解机组运行状态是否平稳。
2.1 轴向位移
轴位移测的是轴在止推瓦前后的活动距离。在神华煤制氢装置中,以位移测量为例,净化的氨冰机机组所采用的是本特利的测量系统,型号如下:前置器——330180-51-05;延伸电缆——330130-040-00-05;探位移头——330104-00-04-10-02-05。前置器采集到的信号输出进入本特利3500 卡件进行信号转换显示,而气化的核心机组激冷气压缩机,采用的位移探头型号为:330101-00-08-10-02-05;延伸电缆:330130-080-00-05,变送器是派利斯厂家生产的TR4102 和迈确厂家生产的TXA33900,前置变送器直接将采集到的信号转换成4mA ~20mA 电流输出,不经过3500 卡件。在实际使用过程中,采用本特利的全套测量系统测量可靠性,精度更高,用派利斯和迈确前置变送器在运行过程中未出现影响机组启停的故障,不用3500 卡件会更加经济实惠,但无法升级使用本特利推广的机械诊断数据分析系统system 1。
位移探头的安装:位移探头的安装一般采用电气测隙法,即将探头、延伸电缆、前置器接好并送电,用数字万用表观察前置器输出电压,计算确定探头和被测表面的间隙[4]。探头的安装使用步骤如下:
1)确认轴位置、串量大小,并把轴置于一端尽头,计算当前位置对应的电压值。以机械串量30 道为例,对应轴位电压应为-10V(零点电压,一般为-10V)±(0.15mm×7.87V/mm)。
2)先找到相应的前置器和延伸电缆,确认位号一一对应,检查高频接头是否接好,确认好后送电,用数字万用表测前置(变送)器的输出。
3)检查支架安装孔丝口,应无严重损伤,无异物,固定探头支架。将探头慢慢旋进相对应的螺丝孔里,进入一定深度后,连接探头和延伸电缆,注意观察万用表测得的输出电压。
4)继续旋探头,但需防止探头与同轴电缆过度扭曲损坏,必要时断开重接。在安装电压附近范围内,可直接看上位机显示来进行调整。
5)配合钳工前后打串量,看探头上位机显示是否与实际一致,不一致重新将轴置于一端尽头重新调整。
6)上紧背帽,固定死探头,观察确认间隙电压值是否在安装要求内,连接好电缆接头,来回摇晃延伸电缆,确认电压无波动,并做好绝缘包扎,在接线盒内用胶塞和704 密封胶做好油封防止漏油。
7)轴位移探头安装也可让机械人员将轴置串量中心点按-10V 安装,但实际局限大,不常采用。
2.2 径向振动
测轴径向振动至少要两个同一平面的振动探头互相垂直构成一个测量点,于中心线每一侧45°,分别定为水平方向 X 和垂直方向Y。
氨冰机与激冷气压缩机的振动监测所采用的测量系统与上述位移类似。激冷气压缩机采用的不是本特利前置器,而是派利斯TR4101 和迈确MX2304、TXR33905 前置变送器。迈确新款MX2304 前置变送器针对于本特利探头、延伸电缆匹配性能,在组态中可进行线性修正提高静态特性线性匹配程度。
振动探头安装时,常将探头安装固定在静态特性曲线的线性范围中点,一般为10V 左右,具体安装振动探头方式与安装位移探头相似。
2.3 转速和键相
当轴上的凹槽或凸面转到探头测量位置时,被测面间距突然改变,传感器产生一个脉冲信号;轴每转动一圈,产生一个脉冲信号,通过计脉冲个数,可以得到轴的转速[5]。对比脉冲和轴振动信号,能反映振动的相位角,帮助分析与判断轴的动平衡、设备的故障等。
2.4 轴(瓦)温度
机组采用三线制Pt100 铂热电阻作为测量元件,温度探头一般采用埋入式安装,固定在有加工好的测温孔里。安装时将探头插入到底部用胶固定,线顺着瓦片、机组上的预留槽引出到设备外的接线盒内。安装测温元件时需要与机械专业密切配合,在扣盖前后注意测量阻值,观察测量值是否正常、稳定。
3 故障实例分析
3.1 转速失真
故 障 经 过:2019 年5 月13 日,22 时38 分 氨 冰 机K2601 起机成功,转速KT300 显示始终为0。
该点在停机前显示正常,经过检修至起机没动过此点;现场检查接线箱内前置器处与延伸电缆高频接头连接紧固,拆开测量阻值为8.2Ω,检查前置器供电为-23V,怀疑前置器故障或者输出接线松动;检查公共端和输出端,发现输出端接线松动。
针对输出端子,重新剥线接线后显示正常。本特利前置器在长时间使用后,长期处在振动环境下,弹簧固定元件老化,接线可能会出现松动或者固定不住的情况,在每次停工检修期间,应对关键机组轴系仪表接线进行检查,老化的予以更换。
3.2 振动失真
故障经过:2019 年5 月24 日,中午11 时34 分,105-K1301 启机成功,上位机13VE0668 显示为0μm。下午14 时30 分于现场对10513VE0668 进行检查,现场检查13VE0668 供电为25V,探头间隙电压为10.60V,输出电流为3.99mA,延伸电缆与探头阻值为8.5Ω。为进一步判断探头、电缆、前置器好坏,进行如下实验:
实验1:将13VE0668 探头延伸电缆接入13VE0669 前置变送器,上位机显示有值,将13VE0669 探头及电缆接入13VE0668 前置器,上位机显示为0μm。判断13VE0668探头、延伸电缆无问题。
实验2:将13VE0668/0669 前置变送器去DCS 线对调,也就是现场13VE0668 在上位机对应显示13VE0669,13VE0669 在上位机对应显示13VE0668,结果13VE0669显示为0,13VE0668 显示有值。
因13VE0668 前置器测得供电及工作电压正常,排除探头和延伸电缆故障,且检修期间13VE0668 校验记录正常,怀疑前置变送器可能故障。考虑到当前振动值整体不高,输出电流(3.99mA)与上位机显示(0μm)一致,前置变送器选用的为迈确MX2304,猜测振动值太小,存在测量死区,待振动增大保持观察(大振动情况下依然无值,则是13VE0668 前置变送器故障,进行更换)。
在2019 年6 月5 日,观 测 到13VE0668 显 示 有 值(2.33μm),判断在小振动情况下,迈确MX2304 前置变送器与本特利探头、延伸电缆存在测量死区,符合之前推测,在日后选型方面尽量全部使用同一厂商的测量系统,增加其使用的可靠性。
3.3 振动偏高
故障经过:2018 年7 月11 日,106K1301 开 车 过 程中发现压缩机转子的振动13VT0666/0667/0668/0669 均显示偏高,13VT0666/0667 显示40um ~60um 左右,而13VT0668/0669,接近80um 的高报值,有时偶有10um 左右的波动。在开车前的检修期间,13VT0668/0669 动静态校验均正常。
2018 年7 月12 日,仪表班组进行了排查。检查安装电压均为正常的9VDC ~10VDC 左右。仪表班组与中心仪表管理人员再次使用TK3 对变送器及后续通道进行了动态校验,校验合格,并更换了13VT0668/0669 的安全栅、延伸电缆、变送器(探头在机组运行时不具备更换条件),同时还对13VT0668/0669 与13VT0666/0667,从延伸电缆进变送器处的接头进行了互换。经过一系列处理后,指示仍然偏高,基本证明以上仪表不是导致振动显示偏高的主要原因。
在对MEXTRIX 变送器停电、更换的过程中发现,重新停送电后对变送器的输出有一定影响(约10um 左右)。于是,将原13VT0668/0669 的MEXTRIX 变送器更换为派利斯变送器(型号TR4101-A00-E03-G00-S00,量程0um ~200um)后,仪表显示仍然较高。于是随后申报了联锁变更(13VT0668/0669 量程与报警值变更,量程1um ~125um 改为0um ~200um;高高报105um 改为150um;13VT0666/0667 高高报105um 改为125um)。

表1 105-K1301起机振动异常增大1Table 1 105-K1301 Vibration abnormal increase 1
2018 年11 月6 日,煤制氢106 单元检修,仪表班组再次配合对K1301 仪表探头进行拆除与校验。拆除前量13VE0668、13VE0669 等仪表的间隙电压值分别为9.76V 与9.49V,符合其线性度中心点要求。前置器、探头等外观检查均合格,并再次对测量回路使用本特利TK3 等校验仪器进行了静态、动态反复试验。与2018 年7 月份的试验相比,本次使用的为更换后的派利斯变送器,试验结果:静态部分曲线段性能稍差,其他基本合格。
为再次验证重新停送电后对变送器输出的影响,分别对MEXTRIX-TRX33905、派利斯TR4101 两种变送器进行了停送电试验。验证之前使用的MEXTRIX-TRX33905 变送器存在一定的不稳定,7 月12 日13VE0668、13VE0669 上更换的派利斯TR4101 的稳定性较好。
对策措施:此次振动偏高证明为实际振动偏高,但反应出旧迈确前置器TXR33905 停送电对测量会造成较大误差,旧有的TXR33905 迈确前置器建议换新。
3.4 起机振动高跳车
2019 年8 月11 日,105K1301 起机过程中,13VE0666/0667/0668/0669 4 个振动同时异常增大,达到联锁值跳车。
随后仪表人员去现场排查故障,发现4 个振动其间隙电压与探头阻值均正常,考虑到4 个探头变化的趋势同步进行,判断机组实际振动大。105K1301 停车前运行正常,事先停车原因为压缩机出口管线泄露,紧急计划停车消漏,附近管线有动焊,怀疑焊渣或管线回装过程中未对齐,应力过大,导致动平衡被破坏,整体振动变大;随后第二次试启也是同样情况。最后,拆压缩机叶轮侧短接,发现叶轮侧结晶严重,在旋转过程中导致气流异常,振动大。
对策措施:此次事件可能是多个因素导致叶轮侧结晶,日后在前后管道动焊要清理干净,短接安装符合要求规范。
3.5 位移报警
2017 年10 月9 日K2601 氨冰机透平段轴位移仪表26ZI300A、26ZI300B 指示持续低报,并有继续降低趋势。仪表人员在解除相关联锁后,对该两台仪表进行了仔细检查。发现探头间隙电压、探头与延伸电缆阻值、供电均正常,对比部分数据见表1。
安装电压计算方法:安装电压=初始安装电压-探头灵敏度×(上位机显示+仪表串量/2)。故:
26ZI300A:推算安装电压V= -11.06-7.87×(0.66-0.33/2)= -14.96V
26ZI300B:推算安装电压V= -11.19-7.87×(0.72-0.33/2)= -15.56V
根据之前检修校验记录基本相对应。探头互换时,上位机显示也随之变化,3500 系统也同步出现报警,系统回路无故障。检查结果可以验证探头测量系统可靠性比较高,但不排除汽轮机内蒸汽等其他未知因素产生的干扰,导致对探头测量的影响,且位移持续增长未见对应轴瓦温度明显上升。
之后开盖检查发现机组内部有细小杂物,轴瓦磨损,导致轴活动范围变大,轴位移增加,且轴瓦内温度插深不够,未接触到金属表面,测温相当于测油温,对分析故障造成影响。
对策措施:仪表对埋入轴瓦温度时测量好插入深度,在温度线上做好标记,埋入前后进行对比。机械回装扣盖前仔细检查机组内部有无杂物,建立良好机组标准化习惯,不慎掉入异物及时汇报拿出。
3.6 轴系仪表检修期间(装置停工)拆卸回装部分问题汇总
案例一:K1301 上位机显示位号与现场实际位号错位。解决措施:检查位号线标是否齐全,遗失及时补足,安装时保证线号标记一一对应。
案例二:K1301 温度接线盒漏油,现场原先为抹布配合704 进行的油封,效果不佳。解决措施:油封时需使用704 与胶塞配合,必要时多加几层胶垫,上一层胶垫涂一层704,实际改善较好,仅有少部分油气渗出。
案例三:K2601 由于未把握转速探头安装距离,导致转速探头安装好盘车时被打断。解决措施:测绘好探头测量距离,车出合适垫片,确保固定到底时在安全距离内。
案例四:K1301 开盖后未对轴位移串量进行确认,盘车时发现两位移探头显示差距大,造成二次返工重新开盖安装。解决措施:K1301 位移探头回装,在扣盖前必须打串量进行修正,合完盖后仍然需要打串量进行校对;位移探头回装需通知主管进行质量把控。
案例五:探头、延伸电缆在退线/穿线过程中强力拉扯高频接头,导致接头损坏,更换新探头/电缆。解决措施:作业人对作业规范、流程不熟悉,作业负责人技术交底未到位;作业前因进行强调,学习机组作业流程规范,严格执行。
上述为装置停工检修期间遇到的比较典型的问题,所暴露出的大部分问题是作业人对作业细节规范、流程不熟悉,学习不到位;作业负责人技术交底、强调不到位;质量管理确认不到位。但客观上讲存在有行业人员流动快,技术力量下滑,突然断层的现象。
为解决、减少这些因人为原因导致的经济损失,吸取之前教训,重新编写了机组仪表检修施工方案;检修前加强对人员的培训;对拆装、校验数据进行严格记录、制表,检修过程中作业负责人交底,强调到位;管理人员确认关键探头回装质量,填写质量控制表;建立良好轴系仪表作业管理制度,树立良好作业规范。
4 总结
关键机组往往影响着装置的生产周期,影响企业经济效益。轴系仪表监测对关键机组来说十分关键,轴系仪表对机组各项数据的监测能提前预估机组运行情况和可能存在的风险,提前做好准备。总体来说,在机组运行过程中因轴系仪表自身测量出现问题导致停车的情况还未出现,但长期使用下来线性度变差的情况还是不少,对校验不合格的探头尽量予以更换。
本特利监测系统在煤制油厂实际使用寿命较长,可靠性高,测量精确较高,在多年的运行维护中很好地了解机组运行状态,保护了机组安全。但是相对而言,全套使用成本高,核心关键机组上建议采用。派利斯和迈确前置器在实际使用中,虽无直接导致机组跳车,但与本特利探头、延伸电缆搭配或多或少存在线性度不佳,匹配性不完美等方面的问题,建议日后尽量尝试使用同一系列产品进行观测,而且未来对关键设备的监测会越来越全面,对轴系仪表的安装要求也会越来越高,这就意味着仪表、机械人员要严格遵守作业指导,逐渐建立良好作业习惯来进行提高。
