全自动化电路板在线检测系统
2020-01-03
(西南交通大学 机械工程学院,成都 610031)
0 引言
随着全球老龄化越来越严重,劳动力人口大量减少,各个产业的人工成本正在逐年增加,这促进了自动化技术的大力发展,尤其是促进了工业自动化的大力发展。将自动化技术引入工业生产中,不仅能降低生产成本,而且大力提高生产效率[1-4]。
在电路板生产过程中,电路板焊接完成后需要检测板子的焊接质量,质量合格的产品才允许出厂。目前,大多电路板生产厂家的质量检验过程采用传统的人工方法。即检测人员把电路板放入ICT(自动在线测试)检测箱,根据检测结果对产品进行分拣处理。因为电路板生产线一天24小时不停机,使得检测人员需要三班倒工作,而且检测人员会因为疲劳而出现误检。随着劳动力数量的减少和人工成本的上升,电路板检测自动化越来越多的受到厂家关注。根据电路板的检测要求,本文设计研发了一种通用的电路板自动化检测系统,该系统可以很方便地加入到现有电路板生产线当中,能够以较低的成本实现对现有生产线的改造升级,同时,自动化检测还降低了电路板检测成本,提高了检测效率,还能避免人工操作失误,提高电路板检测的准确度,具有很高的实用价值。
1 检测系统的总体设计
1.1 检测系统的功能要求
根据电路板检测流程和检测要求,检测系统应具备如下功能:
1)检测系统能够与现有的电路板生产线配套,满足即生产即检测的实时要求。
2)检测系统有一定的通用性,拆装方便,可以接入不同的生产线。
3)检测系统应具备检测电路板线路开路、短路、所有零件的焊接等情况的功能[5-8]。
4)受检电路板最大尺寸为30*20 cm,最大重量为2 kg。
5)检测过程完全自动化,无需人工干预。
6)检测系统的数据能够全部上传到工厂的FIS系统以便于管理。
7)检测系统具有自检及故障提示功能。
8)系统操作界面应简洁美观,操作简便。
1.2 检测系统的总体布局
根据系统要求,该检测系统的总体设计采用生产线设计,总体布局如图1所示。

图1 总体布局图
该检测系统由主控计算机、PLC、接驳台、扫码枪、机械手、ICT以及光电开关等设备组成。其中主控计算机控制整个系统的协调工作并把相关的信息报告给工厂FIS系统,以便统一管理;接驳台用于与现有的电路板生产线对接以及电路板的传送,主控计算机通过PLC控制接驳台的运行过程,接驳台的使用使得检测系统具有很大的灵活性,它可以随时接入或移出当前生产线;扫码枪对电路板进行身份识别并上传到主控计算机;机械手负责受检电路板的抓取和分拣;ICT用来检测电路板焊接质量;光电开关则检测受检电路板的位置信息。
2 硬件系统设计
2.1 系统硬件选型
根据系统性能需求,主控计算机主要有两类可以选择,一种是普通电脑,另一种是工控机。相对于普通家用电脑来说,工控机在抗电磁干扰、抗粉尘、烟雾、抗震等性能上具有明显优势,它的实时性、可扩充性以及遇险自复位性也是普通电脑所不具备的。因此,本系统选择研华公司生产的工控机IPC-610L作为主控机。
主控机与PLC、光电开关、机械手以及电路板检测设备之间均采用数字信号进行信息交互,因此工控机需要配备一个数字IO卡,根据所需信号的数量,选用凌华公司的PCI接口卡ADLINK PCI-7432[9]。该模块可以即插即用,分别具有32路输入通道和输出通道,满足系统需求。接口卡的所有通道均采用光耦隔离,所以它具有很高的抗干扰性。输出通道具有较高的驱动能力(500 mA驱动电流),输入通道可耐压24 V,这使得该PCI卡可以和PLC这种现场控制设备直接相连而无需另加驱动和转换电路。由于主控机使用串口(RS485)与扫码枪以及ICT进行通信;使用以太网与工厂FIS系统通信,所以工控机需要配备两个串口和一个网口。
机械手用于抓取电路板,根据受检电路板的尺寸和重量要求,机械臂选用EPSON S5-901S 组装机械手,该机械手采用刚性手臂设计,结合了先进的伺服控制技术,即使在要求高精度高速循环时,也能实现高速运动和低振动,具有高性能和灵活的手臂,在保持最快循环时间的同时,最高负载达到5 kg,且定位精度高[10],完全满足系统需求。
在电路板焊接质量检测中,首选仪器为ICT(自动在线测试仪)检测箱,它是PCBA (印刷电路板组件)生产的专用测试设备。ICT使用范围广,测量准确性高,对检测出的问题指示明确,即使电子技术水准一般的工人处理有问题的PCBA也非常容易[8]。使用ICT能极大地提高生产效率,降低生产成本。
ICT检测过程主要是使用测试探针接触PCB layout出来的测试点来检测PCBA的线路开路、短路、所有零件的焊接情况,可分为开路测试、短路测试、电阻测试、电容测试、二极管测试、三极管测试、场效应管测试、IC管脚测试(test jet connect check)等其它通用和特殊元器件的漏装、错装、参数值偏差、焊点连焊、线路板开短路等故障,并将故障是哪个组件或开短路位于哪个点准确告诉用户。
2.2 扫码系统的设计
在电路板的生产过程中,为了方便对电路板的管理,每一块电路板都有自己唯一的序列号条码,该条码包含了电路板的生产批次、型号、编号等关键信息,在对电路板进行焊接质量检测之前,需要用扫码枪扫描电路板的序列号条码,并将其上传到工厂的FIS系统。FIS系统收到条码信息,对条码进行分析,以确定该电路板是否是当前要检测的电路板,如果是,则通知检测系统进行检测,否则电路板直接被送往后面的流水线。这样做是为了防止其他电路板被送到接驳台上后造成系统误检。另一方面,FIS根据电路板条码对后续的检测结果进行一一对应的管理和保存,这将大大提高工厂的生产和管理效率。
根据系统功能要求及检测要求,扫码系统设计的思路是利用生产线上的电路板传送到光电开关位置时,光电开关被触发,把光信号传转换成电信号,电信号经过主控计算机的处理和判断,启动扫描枪并开始扫描条码。将采集到的条码保存到片外的flash中,通过串口将条码信息传送到主控计算机保存起来。系统流程如图2所示。
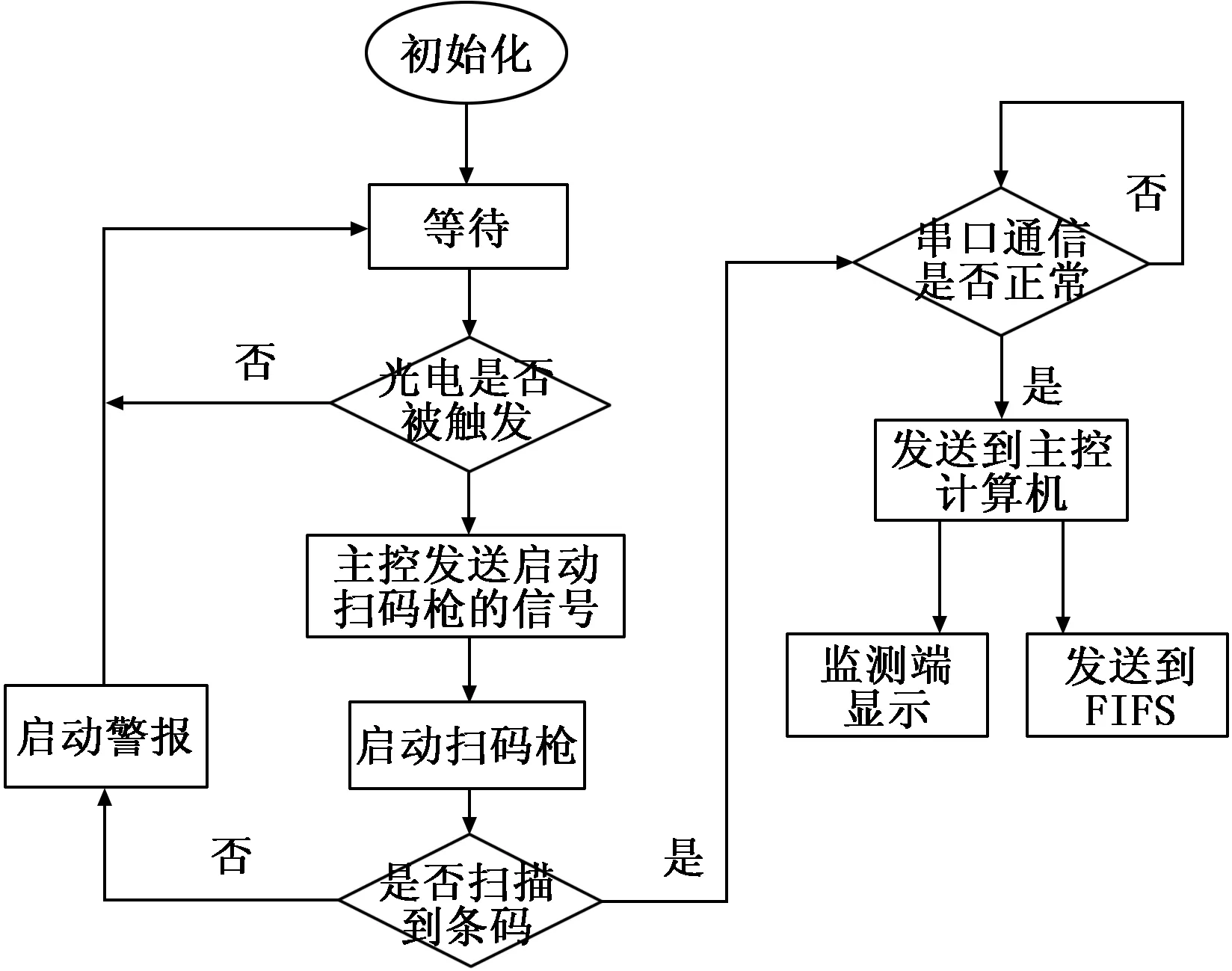
图2 扫码工作流程
根据扫码系统流程及具体的需求,扫码硬件系统部分主要包括主控制板、扫码枪模块、电源模块、光电转换模块、光电开关模块、串口通信模块、网络通信模块等,系统硬件结构如图3所示。

图3 硬件结构图
主控制器ARM7微处理器采用STM32F767IGT6核心芯片,该芯片具有高性能ARM®Cortex®-M732位RISC内核,工作频率高达216 MHz。Cortex®-M7内核具有一个浮点单元(FPU),该单元支持ARM®双精度和单精度数据处理指令和数据类型,并且集成了高速嵌入式存储器,并具有高达2 MB,512 KB的Flash存储器,可以很好的满足设计需求。USB转串口模块采用CP2615芯片来完成,目的是把串口改成USB接口,串口通信模块是用来传输电路板条码数据到主控计算机;网络通信模块用来将电路板条码数据通过以太网网口传送到工厂FIFS系统。
3 系统软件设计
根据系统设计要求,需设计主控软件、PLC控制程序以及机械手的控制程序。而系统的主控软件要实现对光电开关、扫码枪、顶起机构、机械臂、检测箱等现场设备的控制和管理,并完成与工厂FIS系统的交互。
如上所述,检测系统包括光电开关、扫码枪、顶起机构、机械臂、检测箱等设备。整个系统的运行过程由工控机控制完成。系统主控软件基于Qt平台搭建,包含两部分设计,界面设计和后台程序设计。
3.1 界面设计
为了操作方便,软件界面使用选项卡控件进行搭建。界面选项卡有四项:系统设置界面、主界面(操作界面)、设备状态界面和帮助界面。为了减少视觉疲劳,界面选择黑色做为背景。
为了能够检测不同系列的电路板,即适配不同的生产线,每更换一个新的生产线,就需要重新配置一些重要信息,这一操作由系统设置界面完成。系统设置界面如图4所示,主要配置电路板产线信息和ICT检测箱使用的共享目录。

图4 系统设置界面
配置完成后,即可打开主界面,系统进入正常工作状态。主界面如图5所示,工作人员通过鼠标点击“开始”按钮,则整个检测系统开始进行电路板的检测,点击“停止”按钮,检测系统立即停止工作,“复位”按钮则用于检测中途出错后将检测流程恢复到初始状态。其他显示窗口用于实时监测系统的重要运行数据,比如COM口状态、网络状态、当前受检电路板的条码信息、I/O信息等。

图5 系统主界面
设备状态界面(图6)用于实时监控本机与工厂FIS 系统之间的通信状态,包括当前网络连接状态,发送到FIS 系统的信息以及从FIS接收到的信息。

图6 设备状态界面
帮助界面则是对上述三个界面中的命令按钮和状态信息的说明,以帮助用户能够更快更好的使用该软件系统。
3.2 后台检测程序设计
在用户单击"开始"按钮后,系统进入正常工作状态,对生产线上的电路板焊接质量进行自动检测。检测流程如下:系统会时刻监测是否有电路板送到接驳台上,如果没有,接驳台不运行;如果有电路板送到接驳台上,则命令PLC启动接驳台;接着,系统检测电路板是否被传输到扫描枪位置,如果没有到达,一直等待;否则发送命令给PLC,暂停接驳台,并命令扫描枪扫描电路板的条形码,接收到扫码枪传送来的条码信息后,命令PLC重启接驳台继续运行;然后,检测电路板是否到达机械手位置,如果到达,命令ICT箱门打开,同时命令机械手抓取电路板并放入ICT中,然后命令ICT关闭箱门,对电路板焊接质量进行检测;在收到ICT检测结果后,命令ICT打开箱门,并命令机械手抓取电路板:如果有焊接缺陷,则把缺陷电路板分拣出来,否则,继续传送电路板到下一工序,与此同时,主机记录并上传检测结果到工厂FIS系统。检测流程图如图7所示。

图7 检测流程图
4 系统测试与结果分析
本文设计的全自动化电路板检测系统可以直接对接工厂的电路板生产线,现场需对系统的PLC模块、扫码系统、机械机构模块等进行不断调试,调节系统各个模块的工作任务及各模块之间的协作。经过不断调试,自动化检测系统运行稳定可靠,本系统的工作过程如下:
1)接驳台把电路板接到检测传送带上,当电路板被传送到扫码枪的位置时,触发光电开关;
2)主控计算机接收到光电开关的信息后,控制接驳台暂停传送,同时命令扫码枪扫描电路板序列号条码;
3)扫码完成后,扫码枪把扫描结果传送给主控计算机;
4)主控机接收到电路板条码后,一方面上传到工厂的FIS系统进行处理与保存,另一方面传送给ICT,然后命令接驳台继续传送电路板;
5)当电路板到达机械手的位置时,触发此处的光电开关,主控计算机再次命令接驳台暂停传送,然后命令机械手抓取电路板并将其放入ICT中,进行电路板检测;
6)检测完毕后,ICT将检测结果上传到主控计算机,根据检测结果,计算机命令机械手将电路板放置到不同的位置,以供后续系统完成下一步工作。
本系统经过长时间持续的运行测试,基本没有出现运行的问题,系统运行可靠稳定。本系统检测一块电路板大概需要一分钟,与传统的人工检测方法相比自动化检测速度比人工快1倍,误检率为0.2%,而人工检测误检率为0.5%。
5 结束语
全自动化电路板检测系统在不改变现有生产线的情况下,能轻松对接电路板生产线,实现成品电路板质量检测的全自动化,并且可以接入工厂的FIS系统,实现对产线的全面改造升级。为了适配不同的电路板生产线,提高系统的通用性,该检测系统允许人工配置产线信息。
全自动化电路板检测系统已经应用于工厂的多个生产线,目前已经平稳运行1年,而且自动化检测系统可以自动扫描并实时上传电路板条码和检测结果,非常便于工厂的统一管理和产品的追溯,并且为后续对产品以及产线的改进和优化提供数据支撑。
