表面粗糙度测量技术与方法研究
2020-01-01朱祥山
朱祥山
(上海ABB 工程有限公司,上海 200000)
近年来,我国在表面粗糙度方面的研究集中在测量技术与方法的完善与创新上,并且取得了不错的进展,对我国的工件制造起到了关键作用,推动了我国制造企业的良好发展。
1 表面粗糙度测量理论与技术发展现状
1.1 表面粗糙度测量理论
表面粗糙度又被称为表面光洁度,是用来评价工件表面制造质量的重要指标。在表面粗糙度研究方面,来自俄国的学者切比雪夫是世界上首位对此进行全面系统研究的人,并且在1874 开创性地将计算工件表面粗糙度的最大公式应用在圆柱铣中。在其研究理论的基础上,从20 世纪30 年代末开始,西方发达国家诸如美国、德国、英国等,一些学者也开始了对表面粗糙度的研究,先后发表了多篇关于表面粗糙度测量与表面粗糙度对工件使用性能影响的文章,形成了大量的表面粗糙度测量理论。一些专家还设计并制造了轮廓记录仪、光切式显微镜以及干涉显微镜等,用来对工件表面粗糙度进行测量,从此进入了表面粗糙度测量技术研究与发展阶段。
1.2 表面粗糙度的测量技术与方法
随着对表面粗糙度测量理论的研究与发展,国际上使用的表面粗糙度测量技术与方法也得到了不断的发展与创新,其测量的主要方法已经从传统的目测观察法向现代数值表现形式方向转变。目前广泛使用的表面粗糙度测量技术与方法主要有比较法、触针法、光切法以及激光散斑法等。
2 表面粗糙度测量技术与方法介绍
2.1 常规目测比较法
在对工件表面粗糙度进行测量时,操作过程最简单、设备最轻便的就是常规的目测比较法,这种测量方法经常被应用于生产制造车间现场的测量环节,测量的程度比较宽泛,一般被用来测量中等或者较粗糙的工件表面粗糙度,实际操作方法为将待测量工件与标有一定粗糙度数值的标准件进行对比,以此确定被测工件表面粗糙度的数值,在具体粗糙度对比过程中,如果工件表面粗糙度大于1.6μm 时可以直接通过肉眼进行对比;如果工件表面粗糙度在1.6 ~0.4μm范围内时,要使用放大镜对其进行对比;当工件表面粗糙度小于0.4μm 时要使用显微镜进行对比。在选择对比标准件时,标准件的加工工艺、工件纹理、刀具行走方向以及工件材质都要与被测工件保持一致,从而保证其表面粗糙度的测量准确性。
2.2 触针法
触针法测量工件表面粗糙度是利用针尖曲率半径为2 微米左右的金刚石触针,在被测工件表面均匀缓慢的滑动,触针在被测工件表面运动过程中会出现上下位移量,并由电学式长度传感器将其位移量转换为电信号,经过信号放大、过滤、计算后将实际表面粗糙度数值显示在仪表显示器上,完成表面粗糙度的测量工作,被测工件的表面粗糙度轮廓曲线可由记录器进行记录。目前,触针法是仪器比较稳定、测量数值比较准确、操作比较便捷的表面粗糙度测量方法,国内外现有的触针法测量仪器多达20 多种,型号种类繁多。一般情况下,只能显示工件表面粗糙度数值的仪器被称为表面粗糙度测量仪,而在现实表面粗糙度数值的同时还能记录工件表面轮廓曲线的仪器被称为表面粗糙度轮廓仪,两种不同功能的表面粗糙度测量仪器都具备电子计算机或者电子计算电力,实现对工件表面轮廓算术平均值偏差Ra(表面粗糙度)、Ry(轮廓最大高度)与Rz(微观不平度十点高度)的计算。

图1 表面粗糙度测量触针法应用示意图
2.3 光切法
为了弥补传统的目测法与触针法在测量方面的缺陷,一些学生经过多年的研究发现,以光学效应作为基础,利用光学对工件表面的粗糙度进行测量是可行的,而且测量方法准确、有效,可应用在Ry 与Rz)参数测量上,测量范围在0.5 ~50μm。光切法的主要测量仪器是反射式装置,测量过程为首先由测量仪器发出激光射线,然后通过系统以平行或者是发散的形式照射到被测工件表面,最后被测工件表面将反射的激光反馈给光学传感器,反射激光内所包含的能够反映被测工件表面粗糙度的有效光学信息会被测量仪器多接收并对其进行整理、转化、记录,从而测量出工件表面的粗糙度数值。光切法中比较常用的是微小探针扫描法,其测量原理是利用光路的放大来检测工件表面的微小变化,它先是通过微控制器在弹片上产生一个固定共振频率,然后由弹片带动微小探针振动,此时由电机在X 轴与Y 轴方向上带动被测工件进行定向移动,使得被测工件的表面出现起伏变化,探针的振动频率变化的同时将改变探针的振动幅度,从而利用线阵CCD(电荷耦合器件)将其检测出来,并由微控制器将检测结构输送到电脑端,经MATLAB 软件处理形成仿真图形,显示出微观层面的三维图像,以此计算工件表面的粗糙度。
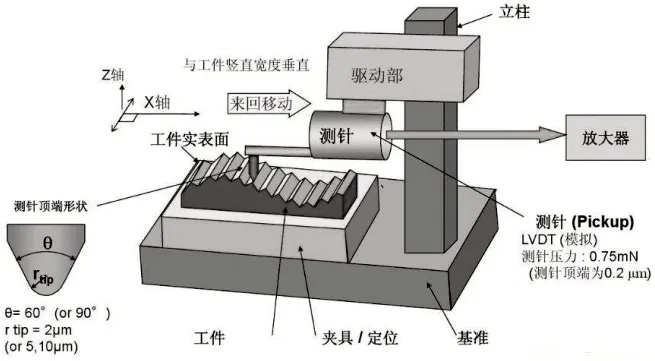
图2 表面粗糙度测量光切法应用示意图
2.4 激光散斑法
激光散斑法与光切法一样,都属于非接触式的表面粗糙度测量方法,它不会对被测工件的表面轮廓进行直接测量,而是通过测量光线的散射强度与空间分布,再根据理论模型反推演示出工件表面粗糙度的具体数值。激光散斑法是将相干光或者部分相干光照射在工件待测表面,然后经过散射后在空间内形成特定的光斑分布,最后在对散斑进行统计从而计算出工件表面的粗糙度数值,是一种典型的光学测量法。由于被测工件表面的粗糙度不同,所以当相干光照射在工件表面不同位置时会形成不一样的干涉,从而在空间内形成粒状的散斑,散斑其实就是工件粗糙表面相干光反射的结果,由散射光带与反射散斑共同组成散斑图案。散斑的亮度分布、对比度等均与工件表面的粗糙度有直接关联。
2.5 光学探针法
光学探针法的操作过程与触针法类似,只是用聚焦光束取代了金刚石针头,从而将接触式测量变成非接触式测量,光学探针法的测量范围要比其他测量方法大,其不仅能够测量工件局部表面的粗糙度,而且能够精准地测量1mm 范围内的工件表面的形状变化,能够发现工件表面的微小缺陷,光学探针法一般使用在一些需要精准测量的工件上。
通过对测量方法的总结与分析,可以得出结论,采用微小触针法测量工件表面粗糙度具有较高的性价比,并且测量精度能够满足大多数工件的测量要求,具有较高的推广性,应该得到更广泛的使用。
3 结语
综上所述,随着工业对高精度仪器的需求增长,对高质量的工件要求也逐渐提高,所以工件表面粗糙度的测量工作变得尤为重要,这就要求我们逐渐加大在表面粗糙度测量技术与方法方面的研究力度,推动测量技术与方法的变革与创新,提高测量精确度,为表面粗糙度测量带来有效的帮助。
