浅谈PLC自控系统故障排除的思路和方法
2019-12-23郑贤瀛
郑贤瀛

摘 要: PLC的应用越来越广泛,其故障成为影响设备正常工作的主要原因。文章从PLC故障的概念出发,理论结合实际,探讨和总结了排除PLC故障的思路和方法。提出可以利用数据存储器编制软件的方法来提示故障,使PLC更好地完成对设备的控制。
关键词: PLC; 故障排除; 方法; 思路
中图分类号:G640 文献标志码:B 文章编号:1006-8228(2019)12-71-03
Discussion on the thoughts and methods of PLC automatic control system troubleshooting
Zheng Xianying
(DaLian Vocational & Technical College, Dalian, Liaoning 116033, China)
Abstract: The application of PLC is more and more extensive, and its failure has become the main reason that affects the normal operation of the equipment. Starting from the concept of PLC fault and combining theory with practice, this paper discusses and summarizes the thoughts and methods of PLC automatic control system troubleshooting, and proposes that the data memory can be used to program software to prompt the faults, so that PLC can better realize the control of equipment.
Key words: PLC; troubleshooting; method; thought
0 引言
可編程控制器是为工业控制应用而设计制造的一种工业的计算机,广泛应用于机械制造、汽车、纺织等现代工业[1]。PLC控制系统的故障分为PLC故障和PLC外围线路故障。PLC故障是指PLC自身出现的主板损坏、内部元件老化、CPU出错及用户程序错误等故障。PLC外围故障是指PLC和实际控制过程直接相连的外围线路故障,例如输入信号的断线,输出负载线路故障等[2]。据统计,机械设备正常运行后出现的电气故障,80%为PLC硬件故障。目前PLC的种类较多,但是其排除故障的方法类似,下面我们以某种型号的PLC为例,对PLC控制系统故障排除的基本方法和思路进行探讨。
1 PLC故障排除的基本方法
PLC故障排除的基本方法为直观检测法、程序监控法、替换法、工具测量法等。
直观检查法是观察PLC的状态指示灯。不论何种PLC,在其主体上都会有发光二极管指示灯(图1),这些指示灯带有自诊断功能。PLC指示灯主要有I/O指示灯和工作状态指示灯。通过观察指示灯,直接判断出故障。例如当ERROR指示灯为红色闪烁时,代表编程出错;为红色常亮时,代表PLC的CPU出错。I/O状态指示灯可用于检测输入输出是否正常。当输入信号来临,相对应的指示灯亮,如果指示灯没有显示,说明输入信号断开或者故障。同理,当输出信号来临时,输出的状态指示灯亮。
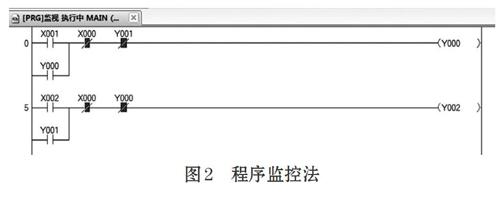
替换法就是用好的元件去替换可能有故障的部件,通过判断故障现象来确定元件是否损坏的一种方法[3]。仪器测量法就是用万用表等检测工具测量外部线路是否断开来判断故障的一种方法。程序监控法就是利用编程器来监控PLC工作的状态,以判断故障的一种方法。编程软件可以监控输入输出的变化。蓝色的代表导通状态(图2),否则为不导通。可以根据控制要求监控程序,查找是外围线路故障还是PLC软件故障。
2 PLC控制系统故障排除的基本步骤
⑴ 判断是PLC是否正常,正常工作时,PLC的power和RUN状态指示灯应为常亮且为绿色,其余灯不亮;
⑵ 对有多个机架的PLC,要判断其通讯是否正常;
⑶ 根据故障现象,确定输出寄存器的地址号;
⑷ 判断输出信号是否正常;
⑸ 判断输入信号是否正常;
⑹ 判断用户程序是否正确;
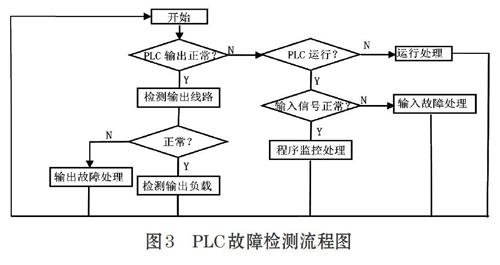
⑺ 如果输入输出正常,PLC也处于运行状态,设备工作不正常,应检查是否有干扰现象以及接地是否正常。图3是PLC的外围线路故障检测的流程图。
3 PLC外围故障排除的实例
不论多么复杂的由PLC控制的设备,当出现电气故障时,排除故障的步骤都遵循一看,二测,三监控的规则。一看是指观看PLC的状态指示灯;二测是指利用万用表测量外部线路故障;三监控是利用PLC的软件,监控程序及输入/输出是否正常。故障排除时应先看状态指示和监控,判断是程序还是外围线路故障,然后再使用万用表进行外围线路的故障查找。本文通过一个简单的示例来阐述PLC故障排除的思路和方法。
这是两个按钮控制两盏灯的案例(图4),故障现象是按下任何一个启动按钮,HL1和HL2都不亮。首先检测PLC是否正常,观察PLC的工作状态指示灯(图5),RUN灯不亮,说明PLC没有处于工作状态,此故障产生的原因主要有:人为的拨动硬件开关使其处于STOP状态没有复位,或者程序传送结束,由于某种原因PLC没有自动复位。可以利用软件或者自身的硬件开关将PLC处于RUN状态,当RUN灯变为绿色,说明正常。然后按下按钮SB1,观察输出状态指示灯Y0是否正常(图6),Y0正常说明SB1和灯1的PLC程序正确,故障出现在外围线路,即5,6,3号线和HL1线路故障(图4)。使用万用表电阻档测量电阻值即可判断出线路的故障点,故障为3号线断开。HL1的故障排除后,再排除HL2灯故障,按下SB2按钮,观察Y1,I/O信号灯Y1不正常,通过软件监控哪个输入条件没有接通(X2不正常),或者观察X2指示灯(图6),说明输入线路0,2,号线、SB2按钮故障,利用万用表测量故障点进行排查(SB2损坏)。故障排除后再次按下按钮SB2,观察状态指示灯(图7)Y1不正常,X2正常,说明程序出现问题,在监控下查看程序(图8),X2控制的是Y5,而图4中HL2连接的是Y1,说明程序和实际连线不符,修改后,Y1信号灯正常。
再次按下SB2按钮,输入(X2)和输出信号灯(Y1)正常,而HL2灯不亮,用万用表测试4、5、6号线正常,说明HL2灯有问题,可以使用万用表测试或者使用交换法,用HL1代替HL2判断HL2灯是否损坏。
4 PLC故障原因及排除方法
PLC已经过近50年的发展,其主板损坏的几率非常小,PLC常出现的故障主要有以下几种。
⑴ error灯闪烁
一般是程序的编程语言错误,不符合此机型的要求,例如三菱FX系列PLC,在使用SFC功能时,输出不允许直接出现堆栈指令,如果出现,在程序传送后,会出现ERROR灯闪烁。
⑵ PLC处于RUN状态下,程序不运行
监控程序会发现输入信号接通,但是输出不动作。原因是程序出现双线圈输出(PLC的循环扫描的工作方式下,只认为最后一个输出有效),程序里编辑了此机型不能识别的指令,例如三菱机型,如果对C200計数器进行传送、比较等,需要使用32位功能指令,如果使用16位功能指令将出现程序直接导通,不执行。频繁的传送SFC语言,也会出现程序不运行的情况,将EPPROM全清(包括注释、程序、参数)后,重新输入程序即可排除。
⑶ PLC工作出现不稳定
主要原因为出现干扰信号、接地不良、电缆电线等连接不牢靠,例如有些自控设备旁边有高频信号,会造成PLC工作异常[4]。
⑷ 编程器和PLC通讯异常
编程器和PLC连接不正常主要查看通讯电缆是否匹配,通讯端口选择是否正确(通过电脑中的硬件设备管理器查看COM端口),波特率设置是否正常(翻看此型号的PLC的说明手册)。
⑸ PLC输出触点损坏
这是由于感性输出的负载没有加二极管续流保护、二极管方向不正确,PLC输出负载的电流大于PLC输出触点的最大值。
⑹ PLC用户程序错误
主要出现设计不周全,互锁、连锁不严密,当出现非常规操作时,不能自动停机。
5 结论
本文对PLC常见的故障进行了分析,并提出解决问题的方法和思路,直观检测法简单、易于实现,替换法适用于结构复杂、维修困难的部件,例如数控机床的驱动装置。程序检测法适用于程序和设备状态的逻辑关系清晰的场合。对于较为复杂的自动化设备,多种方法组合使用才是完善的检测方法。
由于篇幅有限,对于使用PLC的内部特殊数据存储器查找故障[5],或者编制程序来提示故障,本文没有提及,同样对于不常见故障的排除方法需要在今后的研究中总结更多的经验。总之,在故障排除的时候要考虑各方面因素,按照一定的方法,才能快速准确的判断故障原因,并加以排除。
本研究由大连职业技术学院重点研究课题《法兰盲板自动检测机控制系统的研发》(项目号:DZ2019A-01)资助。
参考文献(References):
[1] 华满香,刘小春.电气控制与PLC应用[M]. 北京:人民邮电出版社,2015:117-120
[2] 张永飞,姜秀玲.PLC及其应用[M].大连:大连理工大学出版社,2009.156-161
[3] 郑晓峰,陈少艾.数控机床及其使用和维修[M].北京:机械工业出版社,2009.135-139
[4] 管旭.可编程控制器原理及应用[M]. 大连:大连理工大学出版社,2018.105-110
[5] 三菱株式会社.三菱微型可编程控制器编程手册(产品手册)[K].北京:三菱株式会社,2001.437-441
