船舶排烟管虾壳节制作新工艺
2019-12-10晏波李锦辉吴艳强钟美达蔡益
晏波 李锦辉 吴艳强 钟美达 蔡益
摘 要:本文主要介绍一种排烟管虾壳节制作新工艺。通过Excel软件及设计应用程序对虾壳节参数进行自动分析、数据处理,并结合CAD绘图和套料技术,采用先进的虾壳节制作工艺,使虾壳节制作变得简单、快速,同时也提高了制作质量。
关键词:排烟管;虾壳节;数据处理;新工艺;降本增效
中图分类号:U664.84 文献标识码:A
New Technology for Making Shrimp Shell Section of Ship Smoke Pipe
YAN Bo, LI Jinhui, WU Yanqiang, ZHONG Meida, CAI Yi
( CSSC Huangpu Wenchong Shipbuiding Company Limited, Guangzhou 510715 )
Abstract: This paper mainly introduces a new technology for making shrimp shell section of ship smoke pipe. Through Excel software and design application program, the parameters of the shrimp shell section are automatically analyzed and processed. Combined with CAD drawing and nesting technology, the advanced manufacturing technology of the shrimp shell section is adopted, which makes the manufacture of the shrimp shell section of ship smoke pipe simple, fast and improves the quality of manufacture at the same time.
Key words: Smoke pipe; Shrimp shell section; Data processing; New technology; TQCM
1 前言
船舶排煙管主要用于船舶主机、发电机组等的气体排放.由于船型种类较多,排烟管的管径及管子走向变化也较大。一般情况下,船舶排烟管是用钢板卷制而成,弯曲部位通常采用虾壳节进行拼接。传统的虾壳节制作方法有纸皮划线法和参数计算法,这两种传统方法的主要特点就是先用钢板卷制成管段,再用纸皮划线法剪出的纸皮或用参数计算法算出的斜度在管段上进行划线、切割,形成一节一节的虾壳节,最后按图拼装成完整的虾壳管。这两种传统制作方法工序多、工艺复杂、施工成本较高、质量得不到保障。
本文介绍一种排烟管虾壳节制作新工艺:首先采用Excel进行数据分析处理,自动计算出虾壳节相关制作参数;再利用CAD进行虾壳节的绘制、放样和套料;然后直接在钢板上进行号料、下料,弯制成形,拼装成虾壳节。本新工艺减少了大量的人工计算、手工绘图和切割等工作,起到了提质、增效和降成本的效果。
2 传统虾壳节制作工艺
传统的虾壳节制作工序,包括:钢板下料、板材卷制、管段制作、虾壳节参数计算、虾壳节纸皮制作、纸皮放样、虾壳节切割、虾壳节开坡口、虾壳管拼装和管子焊接等工序。主要以手工计算和制作为主,效率低、质量差、工作量大、周期长。
(1)工作量大、周期长
不管是使用纸皮划线法还是参数计算法,制作虾壳节的工作80%以上都是手工作业,工作量非常大。例如:切割一道管径为DN600的虾壳口就需要花费两人约1小时的时间;制作一条有两个弯、管径为DN600的管,需花费约40小时;同时,排烟管管径大、规格多、占用场地多,若放在普通管的流水线上生产容易造成阻塞,故通常需安排单独场地制作或外协制作,增加了成本。
(2)对工人技术水平要求高
在整个虾壳节制作中:(A)首先需要进行大量的计算,包括:虾壳节数;虾壳节角度;虾壳节外侧、中间、内侧节距等。计算工作量大而且容易出错;(B)其次是立体作业较多,纸皮放样、切割、开坡口、装配和焊接等都是立体工序,制作难度较大。因此,对工人技术水平要求较高,通常需技师以上水平的人员才具备独立制作虾壳管的能力。
(3)拼装质量不稳定
传统虾壳节制作方法存在较多质量隐患:一是画纸皮和纸皮放样不够精确。由于工人使用的直尺、圆规和平台等都是普通的工装工具,精度不高,放样出的虾壳节与实际尺寸偏差较大;二是切割质量较差。虾壳口和坡口的切割都是用手工火焰割炬,切割口存在凹凸不平、偏离尺寸线等缺陷;三是装配和焊接质量较难保证,因此很难保证其质量。
3 虾壳节制作新工艺
新工艺针对传统制作方法存在的计算工作量、立体作业多、质量不稳定和对工人技术要求高等问题,融合了计算机信息化、管系加工和板材加工技术,设计了信息化软件进行参数计算、数据处理,降低了计算难度;利用计算机绘图减少了手工绘图工作;把管系加工的多个立体作业环节前移到板材加工的平面作业环节中,从而降低虾壳节切割和装配难度,减少虾壳管现场手工制作的工作量,使整个排烟管制作流程和工艺得到优化。
(1)虾壳节参数的计算
根据排烟管下列已知条件:管子的弯曲角a1、a2、a3……;各节管的点间长度L1、L2、L3……;以及弯曲半径R、管子外径D、弯段相对转角θ和弯头拼镶虾壳节数n等。通过Excel软件编制应用程序,自动计算并处理虾壳节相应参数,生成下料和制作图纸。本文主要以1条直角别弯虾壳管为例进行介绍(见图1)。
(A)虾壳节参数计算
虾壳管弯曲部位主要由虾壳节(见图2)组成,相关的计算如下:
虾壳节圆心角: (1)
虾壳节外侧节距: (2)
虾壳节中心节距: (3)
虾壳节内侧节距: (4)
虾壳弯成型角的等分数:n+1
式中:a1——虾壳管的弯曲角;
R——虾壳节的曲率半径;
n——虾壳节的节数;
D——管子的外径。
一般虾壳管可能存在多弯的情况,相关的虾壳节都可以参照公式(1~4)进行计算。
(B)虾壳管边节参数计算
蝦壳管边节是指一头接管子连接件、一头接弯曲部位。一般包括首、尾两节,相关的计算如下:
首节外侧节距: (5)
首节中间节距: (6)
首节内侧节距: (7)
式中:LS——首节的点间长。
尾节计算方式与首节相似,尾节的外侧节距Xwa、中心节距Xwb和内侧节距Xwc,均可以参照以上公式(5)、(6)、(7)算出。
(C)虾壳管中间节参数计算
虾壳管中间节是指两头都有弯曲部位。相关的计算如下:
中间节外侧节距:
(8)
中间节中心节距:
(9)
中间节内侧节距:
(10)
式中:Lz——中间节的点间长。
(D)计算各虾壳节参数及数据处理
利用Excel软件及应用程序,自动计算虾壳管的相关参数(见表1):
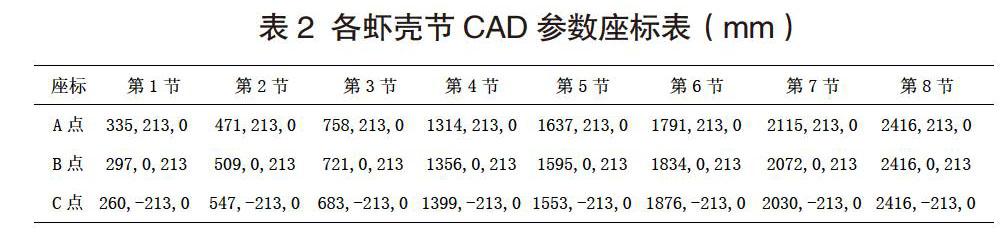
(E)虾壳节CAD参数座标
利用Excel软件和计算程序,自动计算出各虾壳节CAD参数座标(见表2):
(2)虾壳节的绘图及放样
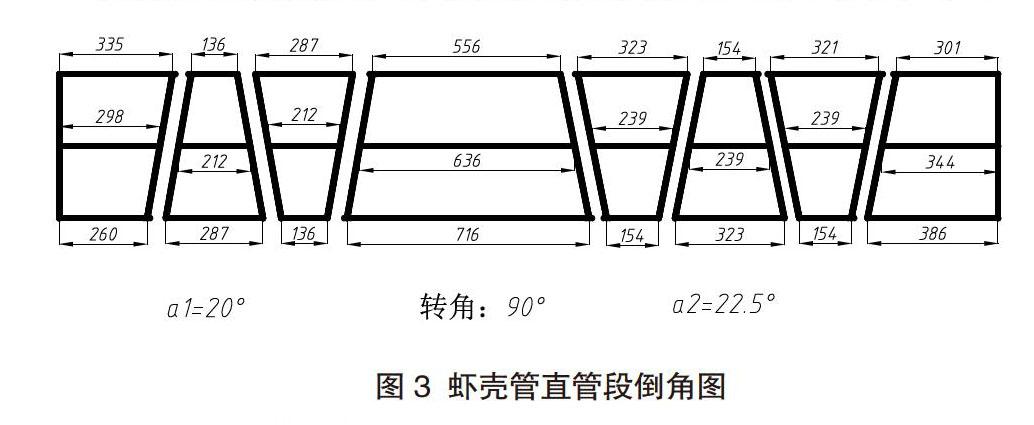
(A)绘制直管段倒角图
根据表1、表2的相关参数,在CAD中绘制虾壳管直管段倒角图,并在图面标出相关参数(见图3):
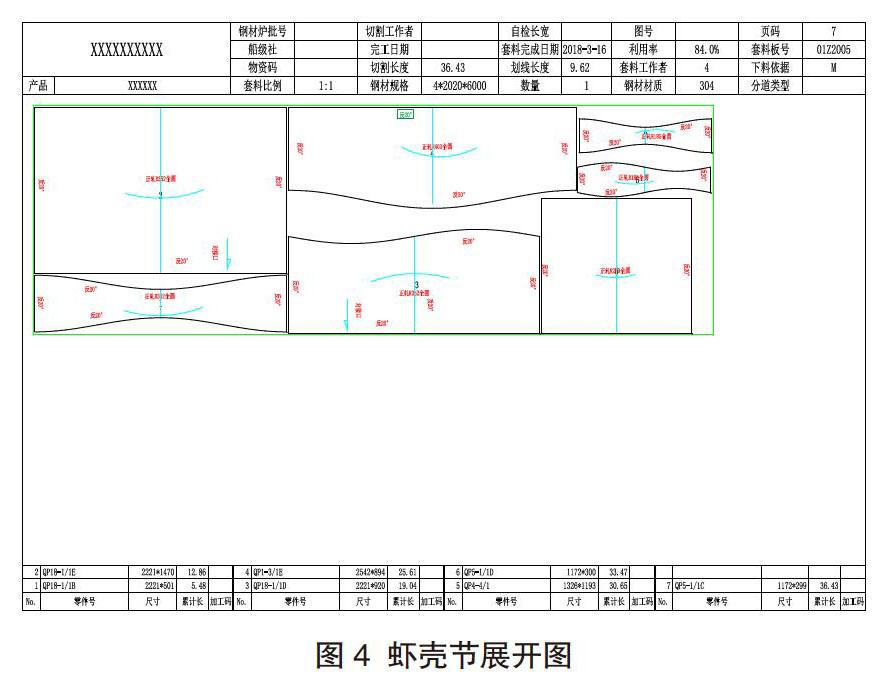
(B)绘制虾壳节展开图
根据虾壳节直管段倒角图,绘制各虾壳节CAD展开图(见图4)。
(C)虾壳节展开图在钢板上放样
根据原材料板材规格及虾壳节展开图,进行板材的切割放样和套料,并形成标准的套料册(见图5)。
(3)卷制虾壳节
板材加工部门根据虾壳节套料册,用数控切割机切好虾壳节板和开好相关的坡口,再用卷板机根据要求把虾壳节卷制出来,并焊接中缝形成虾壳节管段(见图6)。
(4)校装排烟管
虾壳节卷制好后,因事先在板材切割阶段就开好了坡口,所以管系装配工只需简单校验虾壳节的尺寸和角度就可以直接进行拼装了。因此,虾壳节制作新工艺不需要人工计算、画图、割虾壳、割坡口和打磨等工作就可以直接拿虾壳节拼装管子(见图7)。因为虾壳节管口及坡口都是数控切割机切割出来的,不但切割口非常美观,而且角度也非常准确,使得校装和焊接质量都得到大大提升。
4 应用情况
排烟管虾壳节制作新工艺在多型产品上应用,取得明显效果:
(1)现场计算、绘图及立体作业明显减少,施工难度大大降低,一般中级工即可独立完成虾壳节制作;
(2)制作通径为DN600 mm的两弯管仅需20小时,减少工时50%以上;
(3)排烟管整体制作周期从75天减少到50天以内,与普通管非常接近,从而可以把排烟管纳入普通管流水生产线中生产;
(4)虾壳节套料率达到95%以上,大大节约了原材料成本;
(5)利用计算机辅助计算、放样和套料,管口线型光顺;
(6)采用数控机床切割质量较好,有利于装配和焊接,使排烟管整体质量明显得到提高。
5 结束语
排烟管虾壳节制作新工艺,优化了排烟管制作流程,融合了计算机信息化与自动化技术,创新了虾壳节的参数设计、数据处理和制作工序,有效解决了排烟管虾壳节制作难度大、工时消耗大和占用场地较多等问题,提升了排烟管制作效率和质量。随着工业技术的不断创新与进步,管系制作也会更加灵活高效,从而适应激烈的市场竞争。
参考文献
[1] 施正一,邵志深,陈昌明. 船舶管铜工工艺学[M]. 哈尔滨船舶工程学 院出版社,1987.
