锅炉给水系统调节阀常见损坏原因分析及改进措施
2019-12-02陈建强
陈建强

摘要:通过阐述3×160t/h循环流化床锅炉主给水国产调节阀的损坏情况,分析了锅炉主给水系统高压差调节阀运行过程中的损坏原因,针对DN100 ANSI600主给水调节阀阀笼、阀芯的损坏情况及故障分析,提出了一种新的改进措施。经验证,新结构解决了原阀内件易损的情况,能够满足锅炉给水系统调节阀长周期、可靠运行的要求。
Abstract: This paper describes the damage of the domestic control valve in 3×160t/h circulating fluidized bed main feed water system,and analyzes the cause of the damage during the operation of the boiler main feed water system high pressure difference control valve. To the damage and failure analysis of valve cage and plug of DN100 ANSI600 main feed water domestic control valve, this paper puts forward a new improvement measure. The test shows that new structure solves the vulnerability of the original valve trim, it can meet the requirements of the boiler feed water system control valve for long-term and reliable operation.
关键词:锅炉主给水调节阀;损坏情况;气蚀;改进措施
Key words: main feed water control valve;damage condition;cavitation;improvement measure
中图分类号:TM621.2 文献标识码:A 文章编号:1006-4311(2019)30-0153-02
0 引言
国内某煤化工企业动力站采用3×160t/h循环流化床锅炉为整套装置提供蒸汽。锅炉在运行过程中,需要锅炉主给水调节阀对进锅炉给水量进行调节,来满足锅炉用水需求。可是在生产中,经常发现锅炉给水系统中国产锅炉主给水调节阀震动大,噪音高,内漏大,流量控制不稳等故障,影响锅炉长周期、正常运行。解体发现,调节阀阀笼、阀芯局部存在气蚀损伤,阀芯有冲刷,基材缺失,严重时出现阀杆断裂等现象。为了解决以上存在的问题,根据气蚀、冲刷及断裂产生原因,结合系统工艺,从调节阀阀内件的结构和材质选择方面进行改进,提出了解决和预防主给水调节阀损坏的有效方法。
1 气蚀产生的条件
根据伯努利原理表述:p+1/2ρv2+ρgh=C,式中p为流体中某点的压强,v为流体该点的流速,ρ为流体密度,g为重力加速度,h为该点所在高度,C是一个常量。它也可以被表述为p1+1/2ρv12+ρgh1=p2+1/2ρv22+ρgh,其推論为:等高流动时,流速大,压力就小。在锅炉主给水系统中,调节阀是节流元件,以国内某煤化工装置3×160t/h循环流化床锅炉为例,锅炉给水系统由给水泵提供高达17MPa来水压力,来水经过主给水调节阀(DN150 PN100)调节,阀后压力可降至5MPa,调节阀前后压差在阀门低负荷时最大达到12MPa以上。综上所述,在正常运行过程中,主给水调节阀阀芯、阀笼节流处流速大幅度提高,压力急剧下降。此时,如果流体经调节阀节流处的压力低于汽化压力,将产生气蚀或闪蒸现象。在调节阀阀芯与阀座密封副连接处,介质流速达到最大值,但此时介质压力最小,当介质压力低于此处介质的饱和压力时,介质气化成气体,形成气泡,这种现象就叫闪蒸。在阀座阀芯密封副之后,流道流通面积加大,介质流动速度开始下降,此处压力并不能保持在饱和蒸汽压力以下,而是随着流速减小,压力急剧上升,对闪蒸形成的气泡进行挤压,造成气泡破裂,破裂时产生的巨大冲击力严重损伤阀芯、阀笼,形成气蚀。
2 改进措施
通过分析阀芯、阀笼气蚀形成的条件,可以得出,气蚀损坏的主要原因有:①在高压差、高流速工况条件下,介质在流经阀芯、阀笼密封副时流速高、压力急剧下降,低于此处的汽化压力,产生气蚀;②调节阀阀内件发生损坏是由于阀内件材质硬度无法抵抗气蚀时产生的巨大冲击力。
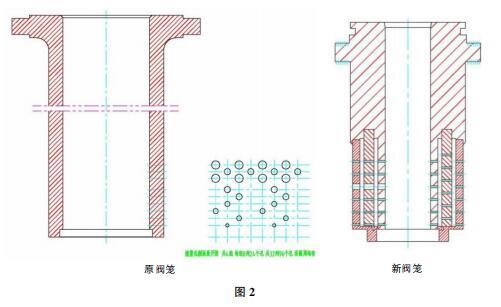
为了排除以上因素对阀门造成的损坏,可以从①降低阀芯、阀笼密封副处介质流速,提高流出节流处的介质压力,不使介质压力低于汽化压力,防止气蚀的产生;②提高调节阀阀芯、阀座密封副处阀内件材质硬度,增强抗气蚀、抗冲击的能力。在阀门设计中,减小介质流速一般采用对介质流道进行“S”型流道设计,使介质在流动过程中受流道流向及形状等因素影响,在流动过程中逐步减缓流速,防止压差急剧下降,排除气蚀产生的条件。因此在实际操作中,我们将阀笼流道孔的结构进行改进,由之前单一的多孔结构改进为采用多孔和串级的混合结构(结构见图2),流体先经过阀笼流量孔进行第一级节流,再经过二、三级连续串级节流。这种结构设计,通过多层流道进行逐级减压,允许压差大,介质经每级减压后,对阀内件冲刷力逐级减小,可以有效避免闪蒸和气蚀工况的产生,流体通道呈S流线型,调节精度高,调节阀动态稳定性好,改进后的阀笼明显改善了之前阀门存在振动、易受气蚀、冲刷损坏,使用寿命短的情况。
循环硫化床锅炉给水介质是除盐水,介质单一,除盐水从给水泵出口喷出,给水泵设计最高压力可达20MPa,通过给水泵出口电动压力调节阀,将介质压力调节至13MPa左右供至锅炉主给水调节阀。此处的管道介质压力较高,对锅炉主给水阀门的阀内件冲击造成损害较大,此时如果调节阀阀内件材质硬度不足,无法抵抗介质冲刷,容易导致阀内件冲刷,基材缺失损伤,造成阀门内漏。通过分析介质化学性能并结合现场实际工况,我们对锅炉主给水调节阀阀笼、阀芯、阀座进行改进,选用9Cr18MoV不锈钢对原来的316L不锈钢进行替代。并对9Cr18MoV材质进行淬火热处理,该材质淬火后洛氏硬度可以达到HRC56-58,能有效抗击高压除盐水的冲击。同时,它的抗腐蚀性能也较强,能够满足该工况下阀内件的耐腐蚀性要求。同阀芯、阀座密封副采用处堆焊镍基合金以提高阀内件表面硬度的工艺相比较,9Cr18MoV的淬火后硬度高于堆焊镍基合金不锈钢的硬度,同时,在满足锅炉主给水工况的条件下,它的经济性更佳。
3 结论
改进后的阀笼结构采用三级降压结构,使介质压力逐步从最高压力降至阀后工作压力,破坏了气蚀形成的条件,阀笼、阀芯的使用寿命显著延长。阀内件选用高强度不锈钢制造,材质进行淬火硬化处理,硬化处理后的阀芯、阀笼、阀座表面硬度较高,材质抗气蚀能力增强,满足了锅炉主给水调节阀长周期、可靠运行的要求。
参考文献:
[1]通用机械研究所.阀门设计与计算.
[2]陆培文.实用阀门设计手册[M].机械工业出版社.
[3]李诗文.工程流体力学[M].机械工业出版社.
[4]吴天明.燃煤机组锅炉低氮燃烧器改造运行调整探讨[J].价值工程,2019,38(24):164-165.