V型塑料导轮注射模具设计
2019-11-26杨玉霞
杨玉霞
【摘 要】根据零件成型体积、型芯、型腔、流道,考虑材料自身的收缩率、溶体输送理论等选定注射机,计算主流道和分流道尺寸,选定浇口类型,然后完成浇注系统的设计;确定零件分型面,完成了包括凸凹模、型芯、型腔等成型零部件的设计;合理分配导向和定位机构、脱模机构;确定侧向抽芯机构的方案。并对选用的注塑机进行了校核。
【关键词】塑料制品;侧向分型抽芯;注射模具
中图分类号: TQ320.7文献标识码: A文章编号: 2095-2457(2019)26-0034-002
DOI:10.19694/j.cnki.issn2095-2457.2019.26.016
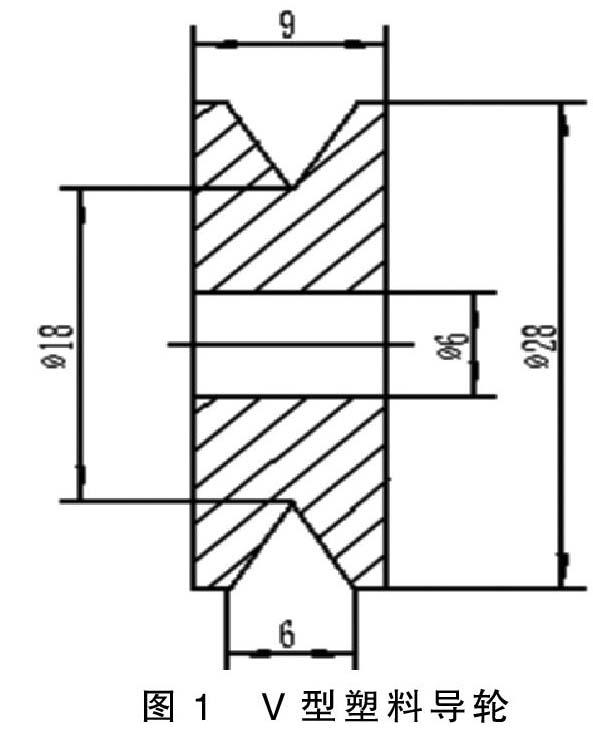
1 V型塑料導轮的工艺性分析
1.1 零件的尺寸计算
V型塑料导轮结构简单,是一个带有V形槽中间有通孔的圆柱形制件,作为导轮的用途,原料使用塑料制品是首要的选择,因为塑料制品相比之下拥有很好的化学稳定性和强度,具有减震、减摩以及良好的耐磨性。通过计算,零件的体积为V1=3.97cm3。
考虑价格因素,MC尼龙价格相对更低,选定MC尼龙作为制件所用塑料材料。
1.2 注射机的选择
浇注凝料部分所占的体积应当为成型零件部分所占体积的0.6倍,浇注系统的体积经过初步计算为V2=4.76cm3。初步估算每次注射成型所需的注射体积为V=2V1+V2=12.70cm3。MC尼龙的密度为1.15g/cm3。则模具零件的质量为m1=3.97×1.15=4.57g。整个浇注系统凝料体积为m=12.70×1.15=14.6cm3。
在注射机的实际选择情况下,实际注射量在额定注射功率的20%~80%都是合理的。通过查阅注射机选择的相关资料数据[1],初步选择SZ-40/25螺杆注射机。
2 模具结构方案的设计
2.1 确定型腔的数目和布局
2.1.1 型腔数目的确定
模具型腔数目的选择正确,能够提高模具的生产效率和经济效益。按注射机的最大注射量确定型腔的个数n,计算公式为n≤■-■,经计算:n≤4。根据经验,增加一个型腔,零件的精度将下降4%。V型塑料导轮作为传动受力的关键部位,要保证塑件具有良好的尺寸精度和使用寿命,所以确定n=2,采用一模两腔。
2.1.2 型腔布局的确定
在型腔设计过程时,要保证流体能够同时充满整个流道,要把锁模力控制在同一方向上。本设计为一模两腔的设计结构,型腔布置为I型排列。型腔排列紧凑,分流道简单,便于流体的流动和塑件的成型。
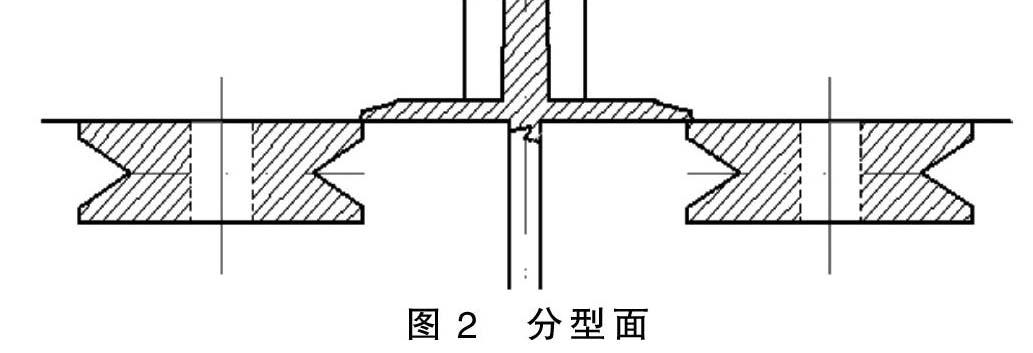
2.2 分型面的选择
分型面是模具上用于取出塑件或冷凝料的可分离表面,分型面的选择直接关系着制件能否顺利脱模,制件是否能够成功从模具中取出,更会直接影响塑件的整体质量[2]。
V型塑料导轮为中间带孔四周带凹槽的圆饼形状制件,为了保证零件工作表面的精度,并一定程度上减少飞边和熔接痕,最终确定的分型面如图2所示。
2.3 浇注系统的设计
2.3.1 主流道的设计
浇注系统主流道和模具分型面垂直,形状为圆锥形,锥角一般设计成为2~4,内部表面粗糙度为Ra1.6。为了保证主流道与喷嘴的紧密接触,防止产生漏料现象,主流道与喷嘴接触处设计成球面凹坑,凹坑深度取h=3mm。凹坑的直径一般要比注射机喷嘴的直径大2~3mm,本设计所选注射机SZ-40/25的喷嘴的直径为20mm,凹坑的直径定为22mm。
2.3.2 分流道的设计
在分流道的设计过程中,既要有大的截面以减少溶体流动时产生的压力,又要使流道的表面积尽可能地小以减少传热损失。考虑到加工难度,以及上下部分的配合,最终选择效率相对较低的U型流道作为本设计的分流道截面。尼龙在熔融状态下具有很好的流动性,根据经验可知尼龙分流道的设计一般在1.6mm~9.5mm之间选择,产品的单个制件的质量为4.57g,确定分流道的直径为2mm。
冷料穴也是浇注系统必不可少的组成部分,是模具零件成型的辅助机构,本设计将冷料穴设计成Z字型冷料穴,开模过程中在拉料杆的作用下推出。
2.3.3 浇口设计
浇口设计是浇注系统设计的关键部分,它决定了型腔是否能够平稳进料,溶体进料的速度和时间,对制件的成型有着至关重要的作用。制件V型塑料导轮所选用的材料是尼龙,由于尼龙溶体本身具有很好的流动性,初步考虑采用侧浇口的形式,从制件的最大壁厚边缘处进料。
2.4 成型零部件的设计和计算
2.4.1 凹模的结构设计
凹模也可称为型腔,用来形成制件的轮廓。本制件的整体结构较小,只有3.97cm3,采用的一模两腔的结构,凹模在设计时采用整体嵌入式凹模。整体嵌入式凹模将尺寸结构较小的整体式凹模采用H7/m6过度配合嵌入到凹模固定板中进行使用。
嵌入式凹模有凸肩垫板法和深孔嵌入法两种固定方法。本设计采用的是深孔嵌入式固定,凹模的外形为长方形。凸模四周设计为装配工艺圆角,便于铣削。
2.4.2 凸模的结构设计
凸模和型芯都是成型制件的内部零件,本设计如同凹模一样采用的是嵌入式凸模,一定程度上减少的零件的加工难度,便于制造和热处理。凸模镶块经过单独的加工制造,再被嵌入到凸模固定板中,嵌入方式依然采用H7/m6过渡配合将镶块固定在模具中,不会使模具产生拼接缝痕迹。
2.5 导向定位系统的设计
在本次的模具设计中,主要依靠导柱、导套发挥模具内部零件的导向作用,定位销钉保证具体零部件的定位。
导柱导向机构主要是利用导柱和导孔之间的间隙配合来发挥定位作用的。导柱的放置位置应当均匀地分布在模具分型面的四周,并且保证导柱到模具边界有一定的距离,从而保证模具的强度。导柱一般采用等直径不对称布置或者不等直径对称布置,这样设计保证了动模定模能够在一个方向上合模。
